Изобретение относится к области сварки труб, а более конкретно к диффузионной сварке в вакууме труб из разнородных материалов внахлестку, когда свариваемые концы труб, преимущественно коротких, нагревают в вакууме до 0,7-0,8 температуры плавления и сдавливают стенки труб в области нахлестки между собой в радиальном направлении. Сдавливание осуществляют с усилием 2-5 кг/мм2 и выдерживают при температуре сварки в течение 3 - 20 мин.
Известен роликовый раскатник для создания сварочного давления при диффузионной сварке труб внахлестку, преимущественно коротких, выполненный в виде вращающейся оправки (вала), на конце которой установлены раскатные ролики (см. а.с. СССР N 677851, B 23 K 19/00).
Раскатные ролики установлены с возможностью свободного вращения за счет трения о стенку внутреннего диаметра трубы в месте нахлестки. При этом диаметр описанной вокруг роликов окружности всегда больше на 1-4 мм внутреннего диаметра нахлестки.
Диффузионная сварка труб осуществляется за счет горячей раздачи труб в месте нахлестки, когда во внутреннюю трубу с определенной скоростью перемещения вводится вращающийся раскатник, у которого диаметр окружности, описанной вокруг роликов, больше внутреннего диаметра трубы в месте нахлестки на 1-4 мм.
Внутренняя труба при этом раздается и плотно прижимается к наружной трубе, образуя между трубами плотный контакт, в результате которого под воздействием высокой температуры и отсутствия окисления (вакуум) между металлами стенок труб происходит диффузионное взаимодействие и межатомное схватывание, т.е. диффузионная сварка.
Главным недостатком известного устройства является быстрый выход из строя подшипников, на которых вращаются ролики.
Основной причиной быстрого выхода из строя подшипников является их быстрый разогрев от нагретых до температуры диффузионной сварки труб, в которые вводятся ролики раскатника. При этом ролики оказываются в зоне, нагретой до 850-1150oC.
За время раскатки свариваемой нахлестки, длина которой может составлять 1,5-2 диаметра трубы, подшипники роликов могут разогреться до 700oC. Кроме того скорость вращения роликов во время раскатки составляет свыше тысячи оборотов в минуту, что в сочетании с высокой температурой приводит к быстрому износу даже жаростойких подшипников из металлографитового композита.
Другим недостатком известной конструкции раскатника является большой размер минимального диаметра окружности, описанной вокруг раскатных роликов.
Известная конструкция раскатника позволяет осуществлять диффузионную сварку труб внахлестку, начиная только с диаметра 120 мм и выше. Для диаметров менее 120 мм эта конструкция практически не пригодна, т.к. в трубе диаметром менее 120 мм трудно расположить два или три ролика, их подшипники и опоры для осей роликов, а также оправку (вал), на которой они установлены.
Задачей, на решение которой направлено заявляемое изобретение, является создание раскатника с длительным ресурсом работы и уменьшение габаритов конструкции роликовой головки, чтобы можно было создавать сварочное давление при диффузионной сварке труб диаметром менее 120 мм.
Технический результат, полученный при осуществлении настоящего изобретения, заключается в многократном увеличении ресурса работы роликового раскатника за счет значительного снижения температуры нагрева подшипников, на которых вращаются раскатные ролики, путем вывода их из зоны нагрева свариваемой трубчатой заготовки и оставлением в зоне нагрева только роликов из жаропрочного сплава.
В дополнение к этому минимальный диаметр труб, которые можно сваривать диффузионной сваркой с помощью заявленного роликового раскатника, снижен до 70-65 мм.
Указанный технический результат достигается тем, что в роликовом раскатнике для создания сварочного давления при диффузионной сварке труб внахлестку, содержащем корпус, раскатные ролики, установленные равномерно по окружности относительно оси вращения корпуса;
- роликовый раскатник снабжен штангами, на концах которых установлены раскатные ролики, а противоположные концы штанг установлены с возможностью вращения в корпусе;
- кроме того раскатные ролики выполнены сменными;
- кроме того в корпусе со стороны штанг установлены теплозащитные экраны толщиной 0,3-0,6 мм.
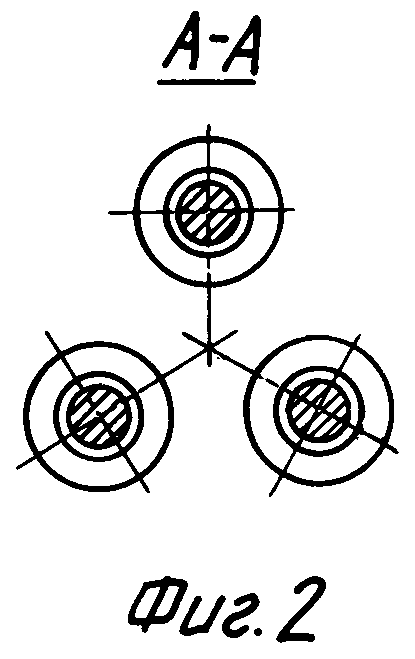
На фиг. 1 представлен продольный разрез раскатника, на котором для простоты условно показаны только две штанги с раскатными роликами. На фиг. 2 представлено сечение по А-А, на котором показаны три штанги с раскатными роликами, расположенные равномерно по окружности относительно оси приводного вала.
Роликовый раскатник для создания сварочного давления при диффузионной сварке труб внахлестку выполнен в виде приводного вала 1, на конце которого выполнен корпус 2, в котором установлены штанги 3 с раскатными роликами 4 на свободных концах; противоположные от роликов концы штанг установлены в корпусе 2 на шариковых подшипниках 5; на корпусе 2 со стороны штанг 3 установлены теплозащитные экраны 6, выполненные из полированных пластин, толщиной 0,3 - 0,6 мм.
Выполнение раскатных роликов на концах достаточно длинных штанг позволяет убрать подшипники, на которых вращаются раскатные ролики, из зоны диффузионной сварки труб, нагрев которых может достигать 1150oC, если свариваются трубы из нержавеющих и жаропрочных сплавов на основе ниобия, тантала и т.п.
Штанги с раскатными роликами на концах выбираются такой длины, чтобы ролики могли раскатывать нахлесточное соединение на всей его длине и при этом между корпусом с подшипниками и торцем наиболее короткой из свариваемых труб оставалось не менее 30-50 мм.
В этом случае нагрев подшипников, установленных в корпусе, будет осуществляться через теплопередачу по длинной штанге от нагретого ролика, который имеет непосредственный контакт с нагретой до температуры сварки зоной раскатки, а также за счет теплового (инфракрасного) излучения, исходящего от зоны сварки и прилегающих к этой зоне участков свариваемых труб. Конвекционный нагрев при диффузионной сварке отсутствует, т.к. сварка осуществляется в вакууме, т.е. идеальном тепловом изоляторе.
Для снижения теплопередачи от ролика, имеющего непосредственный контакт с нагретой трубкой, он выполнен в виде сменной втулки с шаровидной поверхностью для раскатки, что снижает тепловой поток, идущий от трубы к штанге, в месте посадки ролика.
Для снижения нагрева подшипников от теплового излучения нагретых труб на корпусе 2 установлены тепловые экраны 6, в виде тонких металлических пластин, полированных с двух сторон, что в условиях вакуума позволяет практически полностью отсечь тепловой поток, идущий от нагретых труб к корпусу с подшипниками.
Вынос подшипников из зоны нагрева труб и установка их в специальном корпусе, вынесенном за зону нагрева, а также уменьшение теплопередачи от ролика к штанге за счет выполнения ролика в виде съемной втулки, закрепляемой на конце длинной штанги, значительно снижает нагрев подшипников, на которых вращаются раскатные ролики, а установка на корпусе теплозащитных экранов снижает нагрев корпуса от инфракрасного излучения, исходящего от нагретых труб, что все вместе многократно увеличивает работоспособность конструкции заявляемого раскатника по сравнению с известной конструкцией.
Кроме того расположение раскатных роликов на концах длинных вращающихся штанг и вынос подшипников из зоны диффузионной сварки, т.е. из внутреннего объема свариваемых труб, создают условия для возможности значительного сокращения минимального диаметра описанной вокруг роликов окружности. Это в свою очередь позволяет сваривать трубы диаметром менее 100 мм, что было невозможно с помощью известной конструкции.
При этом переход от сварки труб одного диаметра к другому осуществляется за счет всего лишь смены роликовых втулок одного диаметра на другой диаметр таким образом, чтобы диаметр описанной вокруг роликов окружности был больше внутреннего диаметра нахлестки свариваемых труб в пределах 1 - 4 мм.
Пример конкретного выполнения
Был изготовлен экспериментальный образец раскатника, предназначенный для диффузионной сварки труб внахлестку в диапазоне диаметров труб от 70 до 90 мм. Для создания сварочного давления при диффузионной сварке труб с внутренним диаметром перед сваркой 70 мм использовали ролики, описанная окружность вокруг которых составила 71,5 мм.
Трубы сваривались в виде коротких переходников длиной 230 мм из циркониевого сплава и нержавеющей стали. Длина перехлеста составила 105 мм. Температура нагрева труб составляла 900oC. За время сварки подшипники, установленные в корпусе, нагрелись всего до 42oC, (наружное кольцо), что является нормой для шариковых подшипников.
Через 10 мин после сварки температура на наружном кольце подшипника снизилась до 28oC, видимо, за счет передачи тепла более холодному корпусу, который будучи защищен от инфракрасного излучения тепловыми экранами нагрелся всего на 1,5oC.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ | 2000 |
|
RU2169651C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2182062C1 |
| ТРЕХРОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164463C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| ОДНОРОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБ | 2005 |
|
RU2294270C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ЦИРКОНИЙ-СТАЛЬ | 2004 |
|
RU2268125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ ЦИРКОНИЕВЫХ И СТАЛЬНЫХ ВТУЛОК | 2004 |
|
RU2263015C1 |
Изобретение относится к области сварки труб, в частности к диффузионной сварке в вакууме труб из разнородных материалов внахлестку. На штангах (3) раскатника установлены раскатные ролики (4). Противоположные концы штанг (3) выполнены с возможностью вращения в корпусе (2). Раскатные ролики (4) выполнены сменными. В корпусе (2) со стороны штанг (3) установлены теплозащитные экраны (6). Такое выполнение роликового раскатника позволяет не подвергать нагреву в процессе сварки шариковые подшипники (5), а также снизить минимально возможный диаметр свариваемых труб с 120 мм до 65 мм. 2 з.п.ф-лы, 2 ил.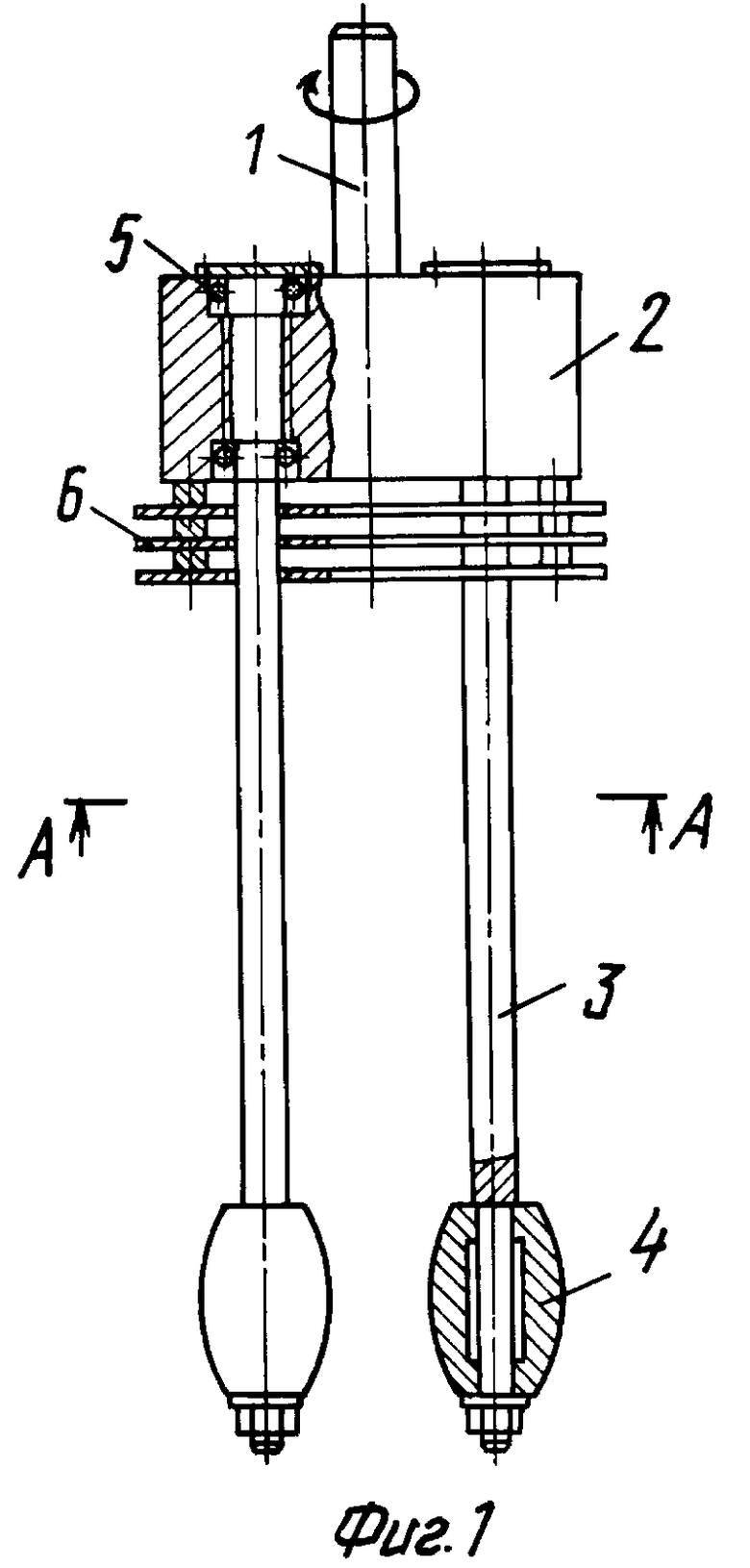
| Способ диффузионной сварки металлических труб | 1977 |
|
SU677851A1 |
| Способ диффузионной сварки | 1984 |
|
SU1274884A1 |
| Способ диффузной сварки | 1989 |
|
SU1593847A1 |
| Заготовка для изготовления биметаллических труб | 1989 |
|
SU1639918A1 |
| RU 95109814 А1, 10.04.1997 | |||
| RU 95109815 А1, 10.04.1997 | |||
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СТРЕЛКИ | 2004 |
|
RU2265100C1 |
| US 4566625, 28.01.1986. | |||

