Изобретение относится к спецэлектрометаллургии, конкретно к конструкциям кристаллизаторов для электрошлаковой наплавки.
Известен кристаллизатор для электрошлакового переплава, содержащий скрепленные винтовым крепежом водоохлаждаемые панели, причем каждая панель снабжена кронштейном, опорой и направляющими, образующими с панелью в углах стыка полость, заполненную огнеупорным сыпучим материалом, а в полости вдоль направляющей планки размещен упругий уплотнитель (А.С. СССР 1538528, МКИ С 22 В 9/18, опубликовано 1991 г.) (1). Недостаток конструкции такого кристаллизатора в том, что он не позволяет осуществлять процесс наплавки с применением плавления некомпактного материала в шлаковой ванне.
Известен кристаллизатор (А.С. СССР 1085253, опубликован бюлл. 46, 1987 г. ) (2), содержащий три водоохлаждаемые секции, средняя секция выполнена биметаллической, при этом внутренний слой, контактирующий с расплавом, выполнен из высокопроводного материала (меди); а наружный выполнен из стали с переменной толщиной по высоте.
Наиболее близким по технической сущности к предложенному кристаллизатору является кристаллизатор для электрошлаковой наплавки (RU, 2139362 С1, С 22 В 9/193, 10.10.1999) (3), содержащий три водохлаждаемые секции, расположенные по высоте, причем верхняя секция является токоподводящей, средняя секция электрически изолирована от верхней и нижней секции.
Недостаток перечисленных выше устройств (2), (3) заключается в том, что не исключается возникновение дугового разряда на стенку, что ведет к преждевременному выходу из строя секций кристаллизатора. Кроме того, не обеспечивается постоянство распределения и отвода тепла по высоте средней секции кристаллизатора, а также не исключается налипание частиц металла на медную внутреннюю поверхность формирующей средней секции, что снижает работоспособность медного слоя средней секции и ухудшает качество формируемой поверхности.
Задача, на решение которой направлено предлагаемое техническое решение, - управление температурным режимом по высоте рабочей поверхности и средней секции (формирующей) кристаллизатора, исключение аварийного режима работы кристаллизатора. При этом достигается получение технического результата как повышение равномерности свойств, качества поверхности и точности размеров по длине и образующей наплавляемого слоя.
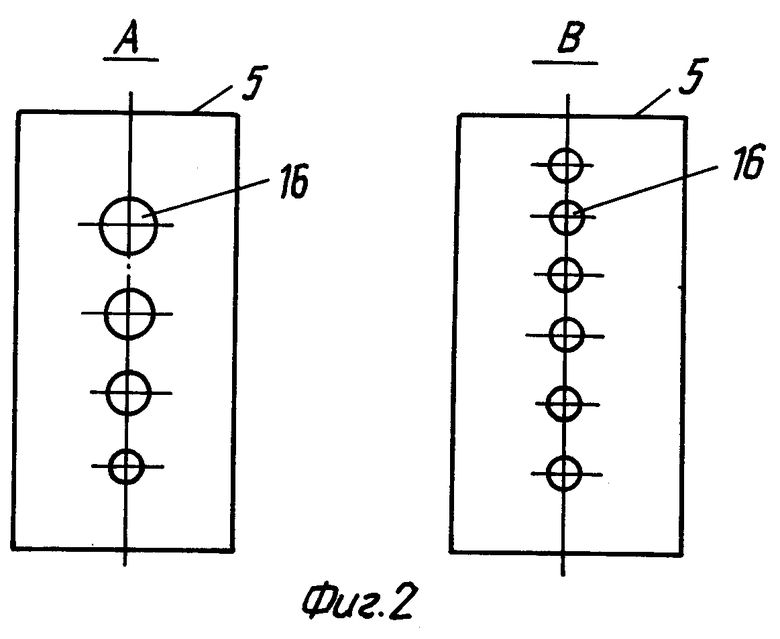
Поставленная задача достигается тем, что кристаллизатор снабжен керамическим элементом, который закреплен на внутренней поверхности средней секции и выполнен индивидуально охлаждаемым с охлаждающими каналами круглого сечения, причем толщина керамического элемента составляет 1/4-1/6 наибольшей толщины наплавляемого слоя, при этом охлаждающие каналы круглого сечения выполняют разного диаметра по высоте на одинаковом расстоянии друг от друга или одинакового диаметра с переменным расстоянием между каналами, при изменении диаметра каналов и расстояния между ними по линейному закону от нижней части средней секции к верхней. Расстояние между каналами разного диаметра установлено равным 3-5 значений большего диаметра двух соседних каналов. Наибольший диаметр охлаждающего канала равен 0,1-0,25 толщины керамического элемента. Расстояние между первыми двумя каналами одинакового диаметра в нижней части средней секции установлено равным 4-6 значениям диаметра канала.
На чертеже схематически представлен кристаллизатор для электрошлаковой наплавки цилиндрических тел вращения. Кристаллизатор состоит из трех секций 1, 2, 3, расположенных по высоте. Верхняя секция 1 токоподводящая, средняя секция 2 (формирующая) электрически изолирована от верхней 1 и нижней 3 электроизоляционным материалом 4. На верхней поверхности секции 1 применяют графитовый слой 17. Средняя секция выполнена составной: внутренняя (рабочая) поверхность, контактирующая с наплавляемой поверхностью 5, выполнена керамической, индивидуально охлаждаемой, толщиной равной 1/4-1/6 наибольшей толщины наплавляемого слоя. Охлаждающие каналы 16 круглого сечения выполняют либо разного диаметра по высоте секции на одинаковом расстоянии между каналами, либо одинакового диаметра с переменным расстоянием между каналами (на чертеже вид А и В соответственно). Вторая часть средней секции 2 выполнена медной или из медного сплава. От источника переменного напряжения через токопроводящие клеммы 8 и 9 напряжение подают на верхнюю секцию и через токопроводящий поддон 10 на наплавляемые изделия 12. Сварочный ток от секции 1 протекает через шлаковую ванну 13, изделие 12, токоподводящий поддон 10, затравку 11. Bcе три секции имеют индивидуальные каналы 14. Дозирующее устройство 15 служит для дозирования подачи некомпактного материала при комбинированной электрошлаковой наплавке,18 - индивидуальный индуктор для вращения расплава 6.
Керамическую футеровку в виде отдельного элемента формирующей секции изготавливают в специальных матрицах. В матрицу укладывают вначале водный раствор керамической смеси, толщиной равный не менее 3 диаметров охлаждающего канала в нижней части секции, для исключения влияния канала как концентратора напряжений на нижнюю часть футеровки. Затем укладывают требуемые диаметры труб, например из меди или медных сплавов, изогнутых по образующей керамической футеровки, по образующей оси симметрии толщины керамической стенки. После укладки смеси требуемой высоты, соответствующей толщины средней секции, с одновременной закладкой охлаждающих каналов в виде трубок требуемого диаметра и расстояний между каналами, матрицу после уплотнения содержимого помещают в печь для предварительной сушки, затем извлекают футеровку из матрицы, последнюю подвергают специальной термической обработке. Внешняя поверхность полученной футеровки имеет вертикальные выступающие грани, а медная часть средней секции - соответствующие вертикальные пазы для установки и закрепления керамического элемента средней секции. Для диапазона толщин наплавляемого слоя (от 30 мм до 100 мм) и диаметра изделий (от 100 мм и до 2000 мм) имеют набор матриц для изготовления требуемых размеров керамического элемента необходимой замены их по окончании сроков эксплуатации.
Электрошлаковая наплавка с использованием предлагаемого кристаллизатора осуществляется следующим образом. Изделие 12 устанавливают на токоподводящий поддон 10 с токоподводящий затравкой 11. В пространство между внутренними стенками секций кристаллизатора и наплавляемым изделием заливают расплавленный флюс(шлак). Через токоподводы 8 и 9 подается переменное напряжение 60-80 В. Сварочный ток при этом протекает между верхней токоподводящей секцией 1 и поддоном 10 по следующей цепи: секция 1, шлаковая ванна 13, изделие 12, затравка 11, поддон 10. Шлаковая ванна 13 при этом, обладая большим электросопротивлением, разогревается. При достижении температуры расплавления шлаковой ванны и температуры плавления некомпактного материала, в шлаковую ванну дозирующим устройством 15 подается некомпактный материал (дробь, сыпучая фракция флюсов), который, расплавляясь, оседает на дно шлаковой ванны, образуя рабочую толщину расплава 6. Исходя из размеров изделия и толщины наплавляемого слоя выбирают и помещают в среднюю секцию соответствующую по размерам керамическую футеровку из набора футеровок для всего диапазона толщин наплавляемого слоя.
При достижении требуемого уровня расплава начинается относительное перемещение кристаллизатора (либо кристаллизатор поднимается вверх, либо изделие перемещается вниз) таким образом, чтобы верхний уровень расплава находился на 0,7-0,9 высоты секции 3, но не выше верхней части секции 3, а шлаковая ванна - на уровне 0,5-0,8 высоты верхней секции 1.
Секция 1 отводит тепло, сравнительно равномерно распределенное по ее высоте. В нижней секции 3 с уровня 0,5 до 1,0 ее высоты расплав 6 подвергается кристаллизации, при этом на рабочей поверхности секции 3 образуются защитный шлаковый слой 7, дополнительно герметизирующий стык между поддоном и низом секции 3. Средняя секция 2 (формирующая) наряду с формированием наплавленною слоя отводит высокие тепловые нагрузки, переменные по ее высоте, обеспечивая требуемые свойства и качество поверхности в отношении точности, отсутствия трещин, разрывов и т.д.
Относительное перемещение кристаллизатора осуществляется до тех пор, пока уровень расплава 6 не достигнет верхней границы наплавляемого изделия. После этого перемещение кристаллизатора прекращается, отключается рабочее напряжение, удаляется шлак из кристаллизатора, кристаллизатор снимается. Учитывая, что разница отводимого тепла в нижней и верхней частях секций 2 отличается в 1,5-2,0 раза, применение охлаждающих каналов круглого сечения, выполненных разным диаметром по высоте секции на одинаковом расстоянии друг от друга или одинаковым диаметром с переменным расстоянием между каналами, позволяет управлять температурным режимом по высоте рабочей поверхности средней секции.
Применение керамического слоя на рабочей поверхности средней секции позволяет достичь одновременно несколько положительных эффектов:
- исключить налипание расплава на внутренние стенки секции при формировании поверхности наплавляемого слоя, что предотвращает возможность образования дефектов поверхности наплавляемого слоя (разрывов, трещин, царапин, смятия поверхности);
- электрически изолировать среднюю секцию от расплава исключить аварийный режим работы - возникновение дугового разряда (пробой) на стенку средней секции;
- защитить от износа основную часть секции, выполненную из меди,
- расширить возможности управления температурным режимом формирующей секции по высоте при наплавке изделий различного диаметра за счет изменения керамического элемента разной толщины, охлаждающих каналов.
Толщина керамического слоя в пределах 1/4-1/6 наибольшей толщины наплавляемого слоя выбраны из условий достаточной прочности керамического элемента и эффективности отвода теплового потока от формируемого слоя к медной части средней секции.
При толщине керамического элемента меньше 1/6 наибольшей толщины наплавляемого слоя прочность керамического элемента является не достаточной от воздействия сжимающих радиальных и растягивающих усилий на контактной поверхности формируемого слоя с керамическим элементом от крутящего момента.
При толщине слоя, равной более 1/4 наибольшей толщины наплавляемого слоя, снижается эффективность отвода теплового потока от рабочей поверхности секции 2 и не достигается выравнивания температуры по высоте секции.
Выполнение охлаждающих каналов разного диаметра с одинаковым расстоянием между ними или одинаковым диаметром с меняющимся расстоянием между каналами по линейному закону позволяет обеспечить достижение желаемого технического результата - равномерного распределения температуры по высоте рабочей поверхности формирующей секции путем управления отводом теплового потока от нее.
Для получения уравновешенного напряженного состояния в сечении керамического элемента при вышеуказанном выполнении каналов, последние располагают по вертикальной оси симметрии футеровки.
Теоретически получено, что отверстие меньшего диаметра незначительно влияет на близкорасположенное отверстие большего диаметра. При расстоянии между отверстиями равном 3-м значениям большего диаметра, меньшее отверстие практического влияния на большее отверстие не оказывает. Поэтому наименьшее расстояние между каналами разного диаметра выбрано равным трем диаметрам меньшего канала. Наибольшее расстояние не должно быть равным больше пяти значениям меньшего диаметра, т.к. при больших расстояниях не достигается выравнивания температуры в промежутках между каналами, что приводит к появлению дополнительных термических напряжений и снижению прочности керамического элемента.
При выполнении oxлаждающих каналов разными диаметрами по высоте секции, наибольший диаметр канала (в верхней части секций) выбирают равным 0,1-0,25 значениям толщины керамического элемента. Меньшее значение большего диаметра охлаждающего канала выбирают из условия обеспечения равномерного распределения температуры по высоте секции при линейном уменьшении диаметра каналов к нижней части секции.
При величине наибольшего диаметра менее 0,1 толщины керамического элемента каналы в нижней части секции не обеспечивают требуемую эффективность отвода теплового потока от рабочей поверхности футеровки. При увеличении большего диаметра более 0,25 значения толщины керамического элемента достигается выравнивание теплоотвода от рабочей поверхности футеровки по высоте секции, но при этом снижается прочность промежутков керамического элемента между стенкой канала и рабочей ее поверхностью.
При выполнении всех каналов одинакового диаметра расстояние межу первыми двумя каналами одинакового диаметра в нижней части секции принимают равным 3-5 значениям диаметра канала. При расстоянии, равном 3 значениям диаметра, последний промежуток между охлаждающими каналами не должен быть меньше 3-х значений диаметра, т.к. в этом случае на напряженное состояние в промежутке будут оказывать влияние сами каналы При этом как количество каналов, так и количество промежутков (на единицу меньше числа каналов) оказывается достаточным для выравнивания 1,5-2,0 кратной разницы температуры между нижней и верхней частями формирующей средней секции. При расстоянии между каналами, равном более 5 значениям диаметра канала, не обеспечивается выравнивание отвода тепла в промежутке между каналами. Нижний и верхний охлаждающие каналы должны быть расположены от соответствующих граней керамического элемента на расстоянии не менее 3-х диаметров этих каналов для исключения влияния каналов на прочность верхних и нижних частей футеровки.
Применение кристаллизатора данной конструкции для электрошлаковой наплавки позволит:
- повысить качество поверхности наплавляемого слоя вследствие исключения налипания, "приваривания" кристаллизующего металла к керамической поверхности,
- повысить точность геометрических размеров поверхности наплавляемого слоя вследствие более высокой (по сравнению, например, с медными, стальными секциями) стойкостью керамической поверхности абразивному износу и температурному воздействию;
- обеспечить надежную изоляцию формирующей секции и исключить возможность пробоя дуги на стенку секции (исключить аварийный режим работы);
- значительно снизить расход металлических элементов секции;
- получать высокую равномерность механических характеристик как по образующей заготовки, так и ее длине.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2000 |
|
RU2174154C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2174153C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1998 |
|
RU2139362C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В ПОДВИЖНОМ КРИСТАЛЛИЗАТОРЕ | 2002 |
|
RU2230297C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЖИДКИМ МЕТАЛЛОМ КОМПОЗИТНЫХ ВАЛКОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2286229C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2279954C2 |
| Кристаллизатор для электрошлакового переплава | 2019 |
|
RU2709307C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1999 |
|
RU2171854C2 |
Кристаллизатор относится к спецэлектрометаллургии и предназначен для наплавки цилиндрических тел вращения. Кристаллизатор снабжен керамическим элементом, который закреплен на внутренней поверхности средней секции и выполнен индивидуально охлаждаемым с охлаждающими каналами круглого сечения, причем толщина керамического элемента составляет 1/4-1/6 наибольшей толщины наплавляемого слоя, при этом охлаждающие каналы круглого сечения выполнены разного диаметра по высоте на одинаковом расстоянии друг от друга или одинакового диаметра с переменным расстоянием между каналами при изменении диаметра каналов и расстояния между ними по линейному закону от нижней части средней секции к верхней. Каналы расположены по вертикальной оси симметрии керамического элемента. Применение данной конструкции кристаллизатора позволяет: повысить равномерность свойств, качество поверхности и точность размеров по длине и образующей наплавляемого слоя; снизить расход металлических элементов средней секции и повысить ее работоспособность; исключить пробой дуги на стенку средней секции и повреждение ее рабочей поверхности, а также управлять тепловым режимом по высоте поверхности средней секции. 4 з. п. ф-лы, 2 ил.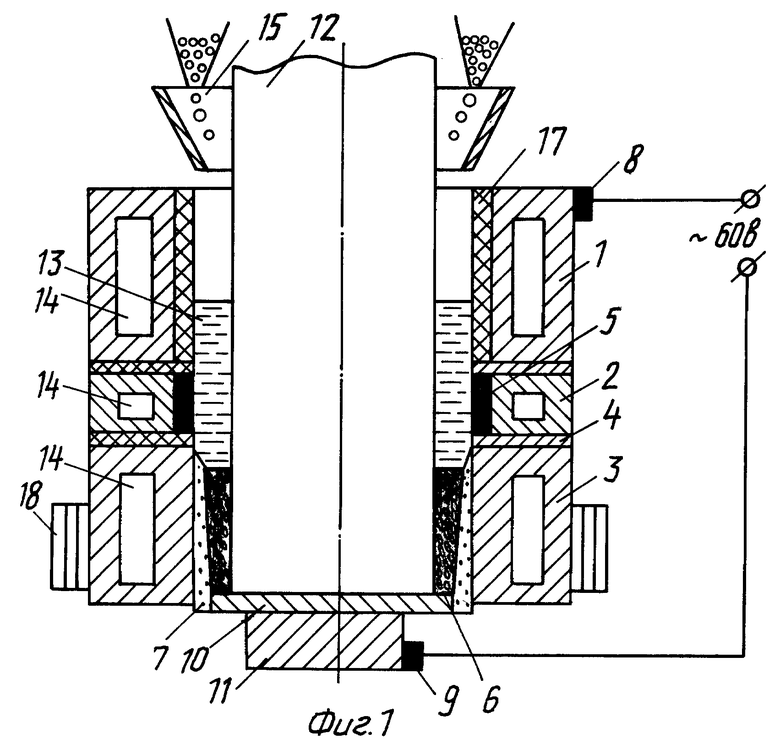
| КРИСТАЛЛИЗАТОР ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1998 |
|
RU2139362C1 |
| Кристаллизатор для полунепрерывного и непрерывного литья заготовок меди и медных сплавов | 1986 |
|
SU1400769A1 |
| Кристаллизатор для выплавки слитков с относительным перемещением кристаллизатора | 1982 |
|
SU1085253A1 |
| US 4185682, 29.01.1980 | |||
| СПОСОБ ФОРМООБРАЗОВАНИЯ ФАСОННЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447972C2 |
| КСЕНДЗЫКА Г.В | |||
| Оборудование для электрошлаковой наплавки цилиндрических деталей с использованием водоохлаждаемых кристаллизаторов./В сб | |||
| Оборудование и материалы для наплавки | |||
| - Киев: ИЭС им | |||
| Е.О | |||
| Патона, 1990, с.25-28 | |||
| КОННОВ Ю.П | |||
| и др | |||
| Электрошлаковая наплавка с вертикальным расположением заготовки,-Сталь, 1993, № 5, с.26-30. | |||

