Изобретение относится к специальной электрометаллургии, в частности к конструкциям для электрошлаковой наплавки.
Известен кристаллизатор для электрошлакового переплава, содержащий формирующую часть и съемную шлаковую подставку, в котором с целью облегчения процесса удаления затвердевшего шлака после окончания плавки шлаковая подставка снабжена водоохлаждаемыми приводными штырями, установленными в горизонтальной плоскости в ее стенках с возможностью радиального перемещения (А.с. СССР N 645379, МКИ C 22 B 1/193, 1993 г.).
Этот кристаллизатор не пригоден для электрошлаковой наплавки изделий с плавлением некомпактного материала в шлаковой ванне.
Наиболее близким по технической сущности, принятым в качестве прототипа, следует признать кристаллизатор для электрошлаковой наплавки, содержащий четыре водоохлаждаемые секции, расположенные по высоте, из которых верхняя секция снабжена токоподподводом и является токопроводящей, две нижние секции являются формирующими и не изолированы друг от друга. Дополнительная секция между токоподводящей секцией и формирующими секциями электрически изолирована от этих секций с помощью изоляционных прокладок. Высота дополнительной секции с учетом толщины изоляционных прокладок не превышает толщины наплавляемого слоя. Высота первой формирующей секции равна 0,5-0,7 суммарной высоты формирующих секций. Токопроводящая секция на внутренней поверхности имеет графитовую защитную футеровку (патент РФ N 2139362, C 22 B 9/193, B 23 K 25/00, 10.10.99 г., N 28).
Недостатком данного кристаллизатора является невысокая прочность наплавленного слоя и наличие в нем раковин из-за нестабильности электрошлакового процесса, т.к. расплавленный металл плохо смешивается в шлаковой ванне.
Задача, на решение которой направлено техническое решение - улучшение физико-механических свойств наплавленного металла за счет лучшего смешивания расплавленного металла в шлаковой ванне, путем увеличения скорости вращения шлаковой ванны.
Поставленная задача достигается тем, что в кристаллизаторе для электрошлаковой наплавки, содержащем четыре кольцеобразные водоохлаждаемые секции, расположенные по высоте, верхняя секция является токопроводящей и имеет защитную графитовую футеровку, две нижние секции являются формирующими и не изолированы друг от друга, а дополнительная секция между токоподводящей и формирующей секциями, выполненная из электропроводящего материала, электрически изолирована от этих секций с помощью изоляционных прокладок, источник питания с двумя токоподводами, причем первый токоподвод подключают к верхней токоподводящей секции, а второй - к наплавляемому изделию. В верхней токоподводящей и дополнительной секциях выполняют осевые сквозные пазы, в которых устанавливают изолирующие прокладки, при этом первый токоподвод подключают к одному концу верхней токоподводящей разрезной секции на границе с пазом. Ко второму концу верхней кольцевой разрезанной секции на границе с пазом подключен дополнительный третий токоподвод, соединенный со вторым токоподводом через балластное сопротивление. К концам разрезанной дополнительной кольцевой секции на границе с пазом подключают токоподводы от дополнительного источника питания, имеющего частоту и фазу выходного напряжения основного источника питания.
Наличие сквозного паза в промежуточной секции препятствует возникновению тока в промежуточной секции, направленного противоположно току, протекающему по верхней секции, в результате возрастает магнитный поток, охватывающий шлаковую ванну, и скорость вращения шлаковой ванны возрастает.
Наличие балластного сопротивления, включенного между токоподводом от второго конца верхней секции и токоподводом от наплавляемого изделия, позволяет увеличить составляющую тока, протекающего по верхней кольцевой секции без захода в шлаковую ванну, что позволяет увеличить магнитный поток, охватывающий шлаковую ванну, и увеличить скорость ее вращения.
Подключение концов разрезанной дополнительной секции к дополнительному источнику питания, имеющего ту же частоту и фазу выходного напряжения, что и основной источник питания, позволяет увеличить магнитный поток, охватывающий шлаковую ванну, и увеличить скорость ее вращения.
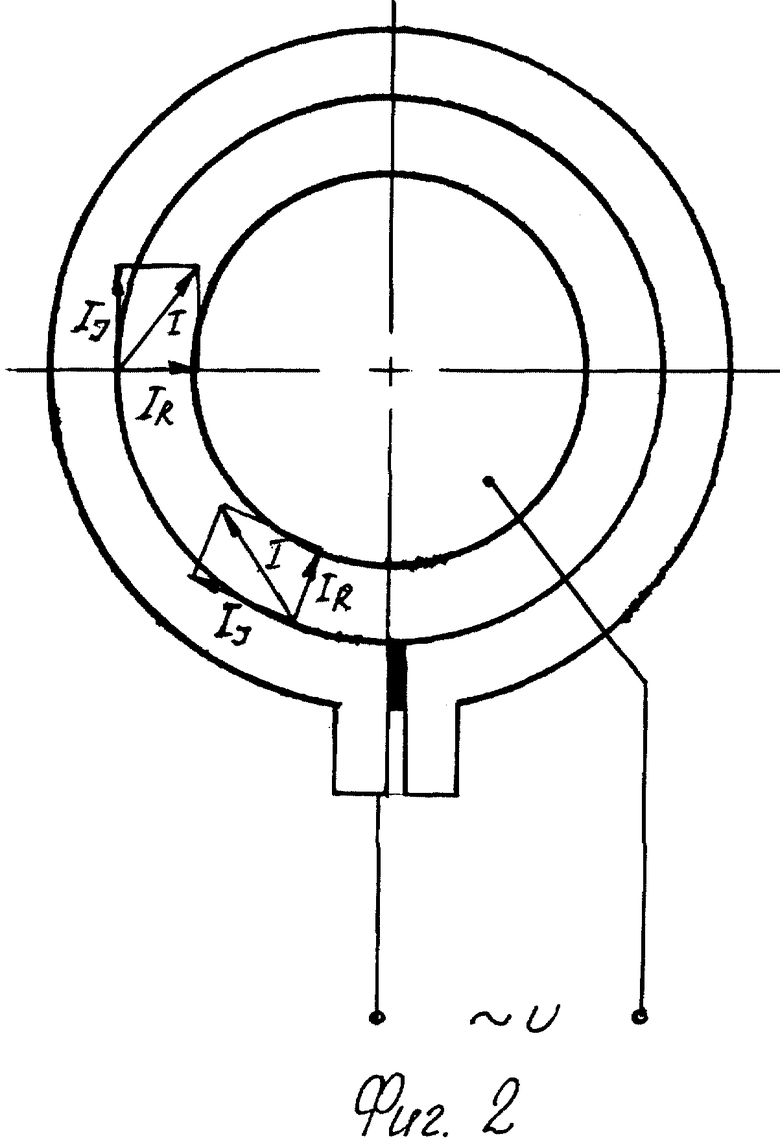
Изобретение поясняется чертежами. На фиг. 1 цифрами обозначены: 1 - токоподводящая секция; 2 - изоляционная прокладка на месте разреза первой секции; 3 - токоподвод; 4 - первая формирующая секция; 5 - вторая нижняя формирующая секция; 6 - промежуточная изолирующая секция; 7 - изоляционная прокладка на месте разреза промежуточной секции; 8 - изоляционные прокладки между секциями; 9 - графитовая защитная футеровка; 10 - наплавляемое изделие; 11 - токоподводящий поддон; 12 - металлическая затравка; 13 - токоподвод; 14 - шлаковая ванна; 15 - воронка; 16 - расплав.
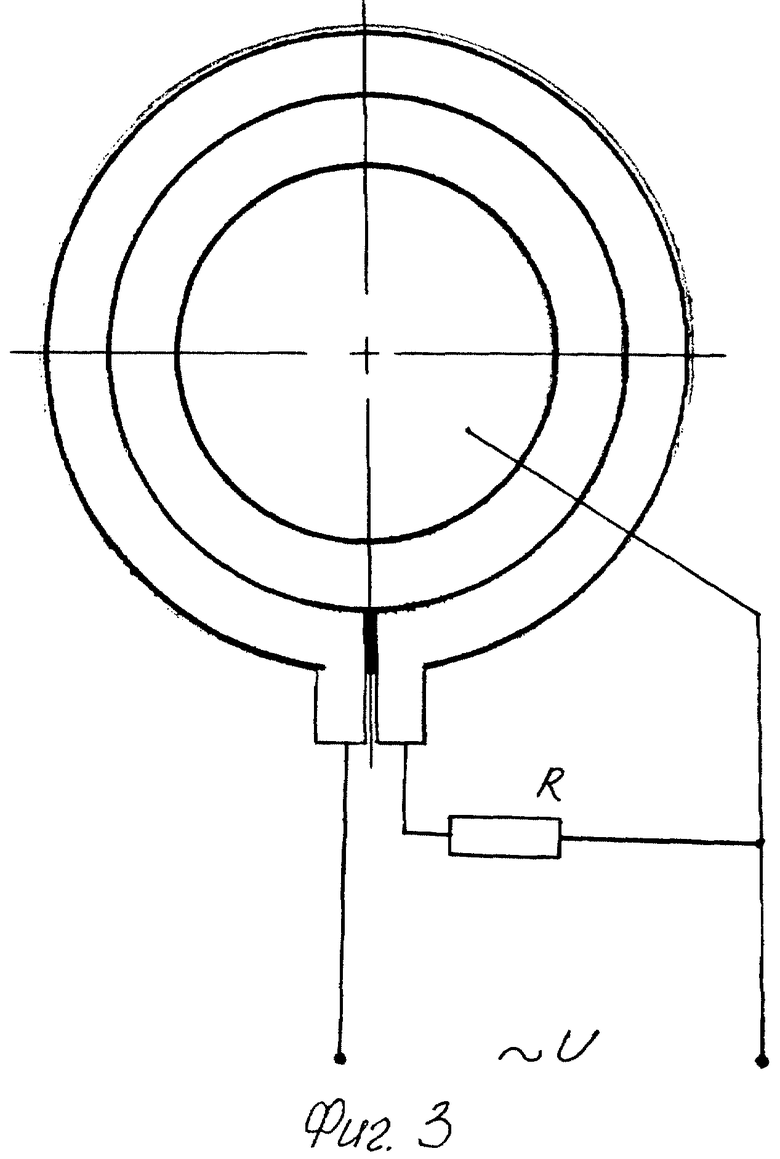
На фиг. 2 показаны направления протекания тока по верхней секции, шлаковой ванне.
На фиг. 3 показана схема подключения промежуточной кольцевой секции к дополнительному источнику питания.
Заявленный кристаллизатор для шлаковой наплавки (фиг. 1) содержит четыре кольцевые водоохлаждаемые секции, расположенные по высоте, из которых верхняя секция 1, имеющая осевой разрез, в котором установлена изоляционная прокладка 2, снабжена токоподводом 3 и является электропроводящей, две нижние секции 4 и 5 являются формирующими и электрически представляют единое целое, т.е. не изолированы друг от друга. Промежуточная секция 6 кольцевыми изоляционными прокладками 7 электрически изолирована от токопроводящей секции 1 и первой формирующей секции 4. Секция 6 имеет осевой разрез, в котором установлена изолирующая прокладка 8. Секция 1 на внутренней поверхности имеет графитовую защитную футеровку 9.
Электрошлаковая наплавка с использованием заявляемого кристаллизатора осуществляется следующим образом. Изделие 10 устанавливается на токоподводящий поддон 11 с металлической затравкой 12, представляющей собой пластину, размеры которой таковы, что между внутренней поверхностью нижней формирующей секции 5 и торцом затравки 12 по всему периметру имеется зазор в 2-3 мм. Кристаллизатор одевается на изделие 10 так, чтобы нижний край секции 5 перекрывал на 3-5 мм торец затравки 12. Зазор между затравкой 12 и нижним краем секции 5 заделывается изоляционным материалом, например асбестовым шнуром.
Пространство между кристаллизатором и наплавляемым изделием 10 заполняется расплавленным шлаком до уровня 0,3-0,5 высоты токоподводящей секции 1. Между токоподводами 3 и 13 подается напряжение ~60 В. Через шлаковую ванну начинает протекать сварочный ток между секцией 1 и поддоном 11 через расплавленный шлак и наплавляемое изделие 10. Шлаковая ванна разогревается и, когда ее температура достигнет температуры плавления некомпактного материала, в шлаковую ванну 14, через воронку 15 начинается дозированная подача некомпактного материала, например, металлической дроби диаметром 2-3 мм, который, расплавляясь, оседает на дно шлаковой ванны 14 в виде расплава 16. Когда верхний уровень расплава 16 достигает уровня 0,7-0,8 от суммарной высоты секций 4 и 5 в нижней секции 5, металл расплава подвергается кристаллизации до уровня 0,5-1,0 ее высоты и начинается перемещение кристаллизатора вверх со скоростью роста кристаллизации. Подача некомпактного материала при этом дозируется в таком количестве, чтобы верхний уровень расплава 16 был стабильным на уровне 0,5-0,7 высоты секции 4.
Кристаллизатор перемещается вверх до тех пор, пока верхний уровень расплава 16 не достигнет верней границы наплавки изделия 10. После этого сварочное напряжение отключается, шлак из кристаллизатора удаляется и кристаллизатор снимается.
Поскольку токоподвод соединен только с одним концом верхней кольцеобразной разрезанной секции, то между концами секций есть разность потенциалов. Кроме того, разность потенциалов есть между любой точкой верхней кольцеобразной секцией и наплавляемым изделием, к нижнему концу которого подключен второй токоподвод.
На фиг. 2 показаны радиальная составляющая IR тока I, уходящая с секции в расплавленный металл, и тангенциальная составляющая I τ тока I, определяющая распределение тока по верхней секции. Тангенциальная составляющая тока I τ создает в наплавляемом изделии магнитный поток, под действием которого в расплавленном металле, находящемся в шлаковой ванне и промежуточной секции 3, наводится ЭДС. Взаимодействие тока, протекающего в расплавленном металле, с магнитным потоком определяет возникновение сил электромагнитного взаимодействия.
В результате в шлаковой ванне расплавленный металл и шлак совершают движение по кругу за счет возникающих сил взаимодействия электромагнитного потока и тока, протекающего через расплав. В промежуточной кольцевой секции 6 наводится ЭДС, и в случае отсутствия разреза кольца, по нему будет протекать вторичный ток, ослабляющий магнитный поток, в результате скорость вращения расплавленного металла и шлака в шлаковой ванне уменьшится. Для увеличения скорости вращения расплавленного металла в промежуточной секции 6 выполнен разрез, в который помещена изолирующая прокладка 7, препятствующая протеканию вторичного тока по кольцевой секции 6.
Для увеличения скорости вращения расплавленного металла в кристаллизатор введен дополнительный третий токопровод (см. фиг. 3), подключенный ко 2-му концу разрезанной кольцеобразной верхней секции 1, причем третий токоподвод соединен со вторым токоподводом через балластное сопротивление. Для большего увеличения скорости вращения расплавленного металла в шлаковой ванне концы разрезанной кольцевой промежуточной секции 6 могут быть подключены к источнику питания напряжением 3-5 B, имеющему такую же частоту и фазу, что и источник питания, подключенный к верхней секции 1. В результате по секции 6 будет протекать ток в том же направлении, что и по секции 1, и скорость вращения расплавленного металла в шлаковой ванне увеличивается.
Данная конструкция кристаллизатора позволяет повысить качество наплавки по следующим причинам: возрастает вращение шлаковой ванны, которое происходит с постоянной скоростью, некомпактный материал более равномерно распределяется по окружности бочки валка и в результате твердость по окружности бочки валка становится более равномерной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2174153C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ С ОТНОСИТЕЛЬНЫМ ПЕРЕМЕЩЕНИЕМ КРИСТАЛЛИЗАТОРА | 2000 |
|
RU2184159C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1998 |
|
RU2139362C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В ПОДВИЖНОМ КРИСТАЛЛИЗАТОРЕ | 2002 |
|
RU2230297C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2279954C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2239663C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЖИДКИМ МЕТАЛЛОМ КОМПОЗИТНЫХ ВАЛКОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2286229C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ КРУПНОГАБАРИТНЫХ ТОРЦОВ | 2004 |
|
RU2271267C1 |
Изобретение относится к специальной электрометаллургии, в частности к конструкциям для электрошлаковой наплавки. Кристаллизатор содержит четыре кольцеобразные водоохлаждаемые секции, расположенные по высоте, причем верхняя секция имеет защитную графитовую футеровку и является токоподводящей, две нижние секции являются формирующими, между верхней токоподводящей секцией и нижними формирующими секциями устанавливают дополнительную секцию, выполненную из электропроводящего материала, электрически изолированную от верхней и нижних секций изоляционными прокладками, источник питания с двумя токоподводами, причем первый токоподвод подключают к верхней токоподводящей секции, а второй - к наплавляемому изделию. В верхней токоподводящей и дополнительной секциях выполняют осевые сквозные пазы, в которых устанавливают изолирующие прокладки, при этом первый токоподвод подключают к одному концу верхней токоподводящей разрезанной секции на границе с пазом. Изобретение обеспечивает возможность электрошлаковой наплавки изделий с улучшенными электромеханическими свойствами наплавленного металла за счет лучшего смешивания расплавленного металла в шлаковой ванне путем увеличения скорости вращения шлаковой ванны. 2 з.п. ф-лы, 3 ил.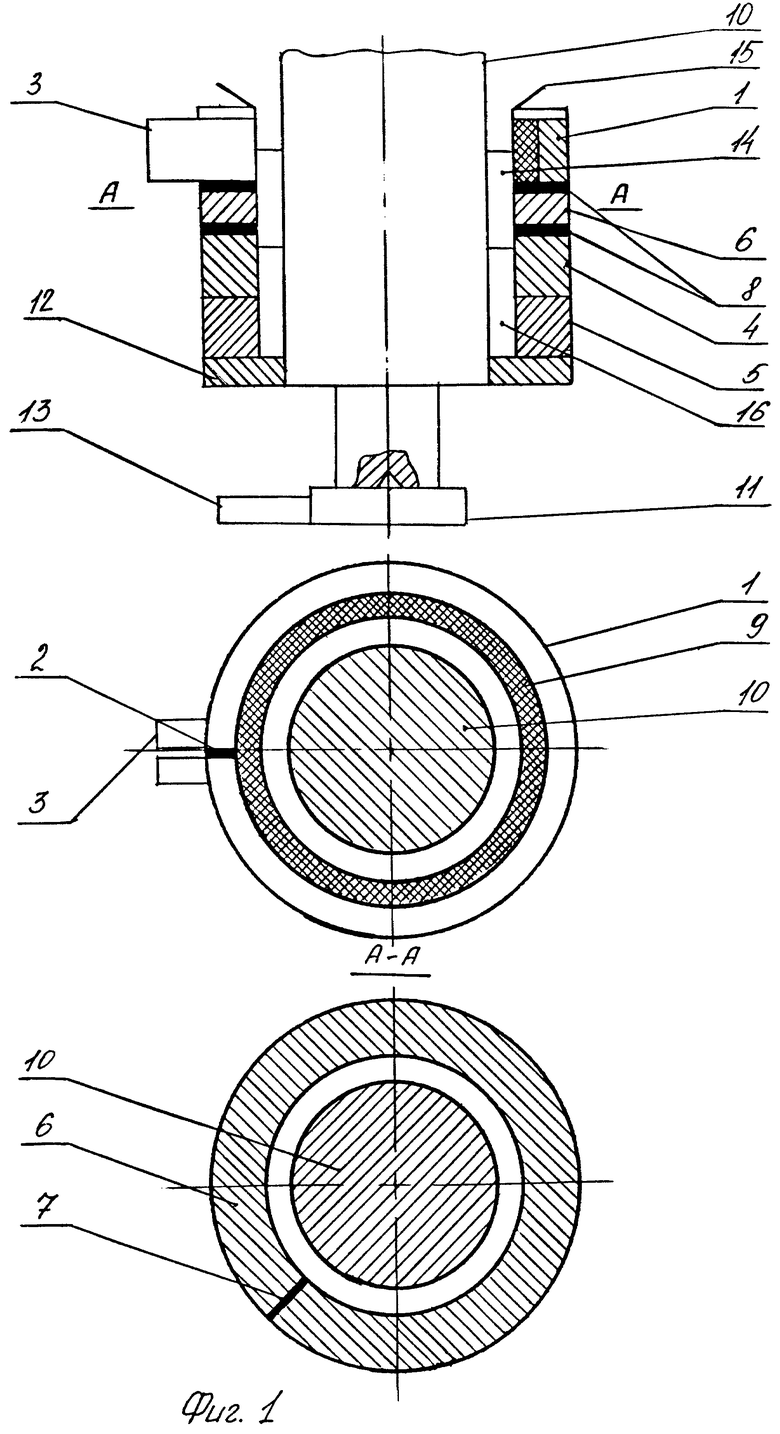
| КРИСТАЛЛИЗАТОР ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1998 |
|
RU2139362C1 |
| Кристаллизатор для выплавки слитков с относительным перемещением кристаллизатора | 1982 |
|
SU1085253A1 |
| Кристаллизатор | 1970 |
|
SU320177A1 |
| Кристаллизатор | 1970 |
|
SU361701A1 |
| SU 258340, 30.08.1980 | |||
| US 5799721, 01.09.1998 | |||
| СПОСОБ ФОРМООБРАЗОВАНИЯ ФАСОННЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447972C2 |

