Настоящее изобретение относится к области создания материалов на основе алюминия и его сплавов для машиностроения, отличающихся сочетанием низкого удельного веса, высоких антифрикционных свойств и упругости.
Известен способ и устройство для получения композиционных материалов на основе алюминия и его сплавов методом литьевой технологии [1-3]. Способ заключается в механическом замешивании в расплав нерастворимых в нем твердых частиц с помощью различных видов мешалок, вдуванием с помощью пылегазовой струи, "вбиванием" с помощью центробежных сил и др.
Недостатками известных способа и устройств являются отсутствие конкретного сочетания технологических параметров процесса и конструктивных устройств, обеспечивающих оптимальность технологии и высокое качество получаемых композитов.
В качестве прототипа выбраны способ и устройство, описанные в [4].
Способ по прототипу заключается в расплавлении матричного сплава и введении во вращающийся расплав дисперсной армирующей фазы с помощью центробежных сил, последующее перемешивание расплава, его разливку и кристаллизацию под давлением.
Устройство для получения литых композитов по прототипу выполнено в виде тигля и диска, подвижно закрепленного на вертикальном валу, вращающемся от привода. Устройство снабжено дозатором дисперсных частиц, подаваемых на диск по трубе с помощью несущего газа.
Недостатками как способа, так и устройства по прототипу являются нерегламентированность параметров технологии и устройства, что не обеспечивает получения высокого качества композитов.
Технической задачей изобретения является получение композитов заданного качества.
Решение технической задачи заключаются в следующем.
Способ получения литых композиционных материалов заключается в том, что расплавленный матричный сплав перегревают на 100-150oС выше температуры его плавления, перемешивают расплав в тигле импеллером с частотой вращения импеллера 4-8 с-1 до положительного градиента скорости от поверхности к центру, вводят дисперсный армирующий наполнитель в расплав со скоростью диска 0,5-3 м/с на внутреннюю поверхность вращающегося расплава. После этого расплав перемешивают с относительной скоростью диска 1-5 м/с и рафинируют от газовой фазы в течение 60-120 с. Полученную смесь разливают и кристаллизуют под давлением.
Расплав перемешивают при погружении импеллера в расплав на 0,2-0,5 высоты расплава.
Устройство для получения литых композиционных материалов, включающее тигель, вращающийся на вертикальном валу, импеллер в виде плоского диска, дозатор дисперсного материала с трубкой, имеет отношение диаметров тигля и диска 1:(1,2-1,3).
Торец трубки дозатора располагают на расстоянии 5-15 мм от поверхности диска и на расстоянии 15-20 мм от оси вращения импеллера.
Ось вращения импеллера смещена относительно оси тигля на величину 3-7 мм.
В качестве материала диска используется титан с азотированной поверхностью.
На чертеже показана схема устройства для получения литых композиционных материалов.
Устройство состоит из нагревательной печи 1, в которую помещают тигель 2 для расплавленного металла (сплава) 3. По центру тигля на вертикальном валу 4 размещено устройство в виде дискового импеллера 5, имеющего возможность перемещения в вертикальной плоскости. Вал вращается от привода 6. Порошкообразные частицы-наполнители, добавляемые в расплав-матрицу, помещают в бункер 7. Под бункером размещаются дозатор 8 и питающая трубка 9, по которой порошок подается на поверхность диска-импеллера 5.
Способ и устройство для получения композиционных материалов осуществляется следующим образом.
В тигель 2, размещенный в печи 1, загружают в твердом виде или заливают сплав 3. Диск-импеллер 5, закрепленный на валу 4, погружают в расплав и придают ему вращение от привода 6 таким образом, что в расплаве образуется воронка. Одновременно из бункера 7 через дозатор 8 и питательную трубку 9 на поверхность вращающегося диска подают порошковый материал-наполнитель. За счет центробежной силы частицы порошка размалываются и внедряются в расплав, образуя суспензию.
Для получения качественного композиционного материала с помощью описанного устройства требуется строгая регламентация конструктивных и технологических параметров процесса, которая заключается в следующем.
Перегрев на линии ликвидуса менее, чем 100oС, дает плохое перемешивание, так как металл при низких температурах обладает значительной вязкостью, что уменьшает проникновение механических частиц внутрь расплава. Перегрев более 150oС приводит к большей окисляемости расплава, что отрицательно влияет как на его проницаемость для частиц, так и на качество композита.
Перемешивание металла в тигле при положительном градиенте скорости вращения от поверхности тигля к центру вращения необходимо для формирования центробежных сил, действующих на введенные частицы или волокна. Центробежные силы стремятся тяжелые частицы переместить к стенке тигля, поэтому частицы, попавшие на параболоид вращения, стремятся внедриться в металл. Вблизи поверхности тигля, за счет уменьшения частоты вращения, центробежные силы ослабевают и, следовательно, дисперсная фаза не выталкивается на границу раздела расплав - тигель, а остается в металле. Газовые пузыри, попавшие в композит под действием центробежных сил, выталкиваются на свободную поверхность параболоида вращения, за счет чего при вращении композита происходит рафинирование его от газовых включений. Частота вращения менее 4 с-1 не создает требуемую величину центробежных сил; частоты более 8 с-1 приводят к выбросам расплава из тигля.
Армирующий наполнитель композита дополнительно диспергируется при ударе порошково-газовой струи о поверхность вращающегося диска. Мелкие порошки и дисперсные фазы склонны к самопроизвольному комкованию (агломерации) и имеют низкую сыпучесть. Поэтому раздробление слипающихся агломератов - важная операция при введении дисперсных частиц. За счет трения о вращающийся диск частицы наполнителя разгоняются, приобретают скорость 0,5-3 м/с и веерообразной струей врезаются во вращающийся металл вблизи диска и металла, где наблюдается максимальная разность в скоростях их вращения. Разгон до скоростей, меньших 0,5 м/с, не обеспечивает качество композита, а разгон более 3 м/с не реализуется за счет слабых сил трения между частицами наполнителя и поверхностью диска.
Расход менее 0,5 г/с зависит от масштаба установки и приводит к длительному процессу введения, при котором начинают развиваться отрицательные процессы взаимодействия армирующих частиц и расплава, ухудшающие качество композита. Расход более 3 г/с дает недостаточное разбавление струи наполнителя, поэтому не достигается равномерность распределения.
По окончании введения композит перемешивают диском-импеллером с относительной скоростью 1-5 м/с в течение 60-120 с для раздробления скоплений наполнителя, введенного в композит. Относительная скорость менее 1 м/с или время менее 60 с не обеспечивают полного перетирания и рафинирования. Скорость более 5 м/с и время более 120 с приводят к дополнительному окислению и газонасыщению.
Соотношение диаметра тигля и диаметра диска является определяющим с точки зрения создания требуемой частоты вращения металла и скорости вращения диска, необходимой для обеспечения способа по п.1. При соотношении менее 1,2: 1,0 наблюдается сильная турбулентность металла и выброс его из тигля. При соотношении более 1,3:1,0 не реализуется требуемая частота вращения металла и композита.
Координаты конца трубки, подводящей дисперсный материал па диск, обеспечивают оптимальные режимы раздробления и разгона порошка или коротких волокон.
Смещение оси вращения диска-импеллера относительно оси тигля и, следовательно, оси вращения металла, создает макроскопическую пульсацию вращающегося потока и дополнительное макроскопическое перемешивание.
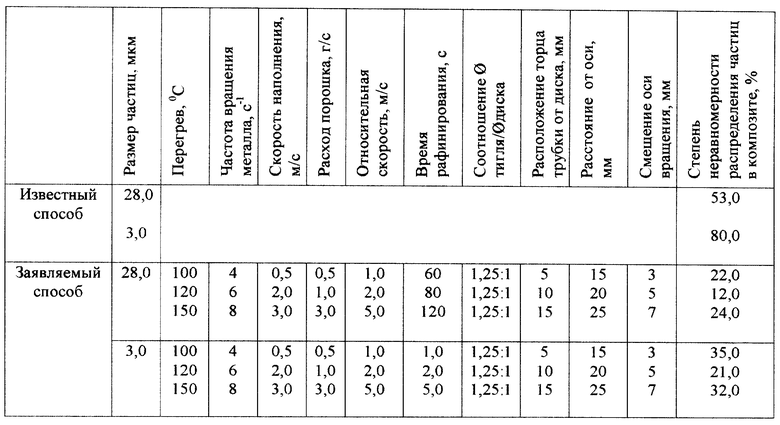
Пример реализации предлагаемого способа в сравнении с известными приведен в таблице. Степень неравномерности определяли как отношение числа частиц с неравномерным распределением к общему числу частиц, выраженное в процентах.
Источники информации
1. Патент США 3951651, кл.C 22 1/22, 1976.
2. Заявка ФРГ 2511381, кл.C 21 7/00, 1976.
3. Заявка России 98110258/02, кл.C 22 C 1/10, 21/00, 1998.
4. Т. А. Чернышева, Л.И.Кобелева, П.Шебо, А.В.Панфилов. Взаимодействие металлических расплавов с армирующими наполнителями. М.: Наука, 1993, 272 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВОВ АЛЮМИНИЯ, МАГНИЯ И ИХ СПЛАВОВ | 1996 |
|
RU2095195C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ, СУСПЕНЗИЙ, ЭМУЛЬСИЙ | 1997 |
|
RU2133156C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА МЕТАЛЛИЧЕСКОЙ ОСНОВЕ | 1990 |
|
RU2020042C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ | 2000 |
|
RU2179909C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЯ ИЗ СЫРЬЯ, СОДЕРЖАЩЕГО СУЛЬФАТЫ | 1996 |
|
RU2095481C1 |
| АЛЮМИНИЕВЫЙ ПОРОШОК С ВЫСОКОЙ УДЕЛЬНОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2001 |
|
RU2201844C1 |
| УСТАНОВКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВОВ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1991 |
|
RU2014961C1 |
| СПОСОБ ВАКУУМНОЙ ОЧИСТКИ РАСПЛАВЛЕННОГО ХЛОРМАГНИЕВОГО СЫРЬЯ И ВАКУУМНАЯ КАМЕРА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2194084C1 |
| ПУЛЬВЕРИЗАЦИОННАЯ УСТАНОВКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННОГО АЛЮМИНИЯ, МАГНИЯ И ИХ СПЛАВОВ | 1996 |
|
RU2095196C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2090639C1 |
Изобретение относится к металлургии, а именно к созданию материалов для машиностроения, имеющих низкий удельный вес и высокие антифрикционные свойства и упругость. Предложен способ получения литых композиционных материалов, включающий расплавление матричного сплава, введение дисперсной армирующей фазы в расплав, перемешивание полученной смеси, последующую разливку и кристаллизацию под давлением. Для повышения усвояемости дисперсной фазы и равномерности ее распределения матричный сплав перегревают на 100-150oС выше температуры его плавления, перемешивают в тигле с частотой вращения 4-8 с-1 до положительного градиента скорости от поверхности к центру, а дисперсный наполнитель направляют со скоростью 0,5-3 м/с на внутреннюю поверхность вращающегося расплава, после чего расплав перемешивают с относительной скоростью диска 1 -5 м/с и рафинируют от газовой фазы в течение 60-120 с. Предложено устройство для реализации способа, включающее тигель, вращающийся на вертикальном валу, импеллер в виде плоского диска, дозатор дисперсного материала. Отношение диаметров тигля и диска составляет 1:(1,2-1,3), при этом глубина погружения импеллера в расплав составляет 0,2-0,5 высоты расплава. Торец трубки подачи дисперсного материала из дозатора располагают на расстоянии 5-15 мм от оси вращения импеллера. Ось вращения импеллера смещена относительно оси тигля на величину 5-10 мм. В качестве материала диска используется титан с азотированной поверхностью. Техническим результатом изобретения является повышение качества материала. 2 с. и 3 з.п. ф-лы, 1 табл., 1 ил.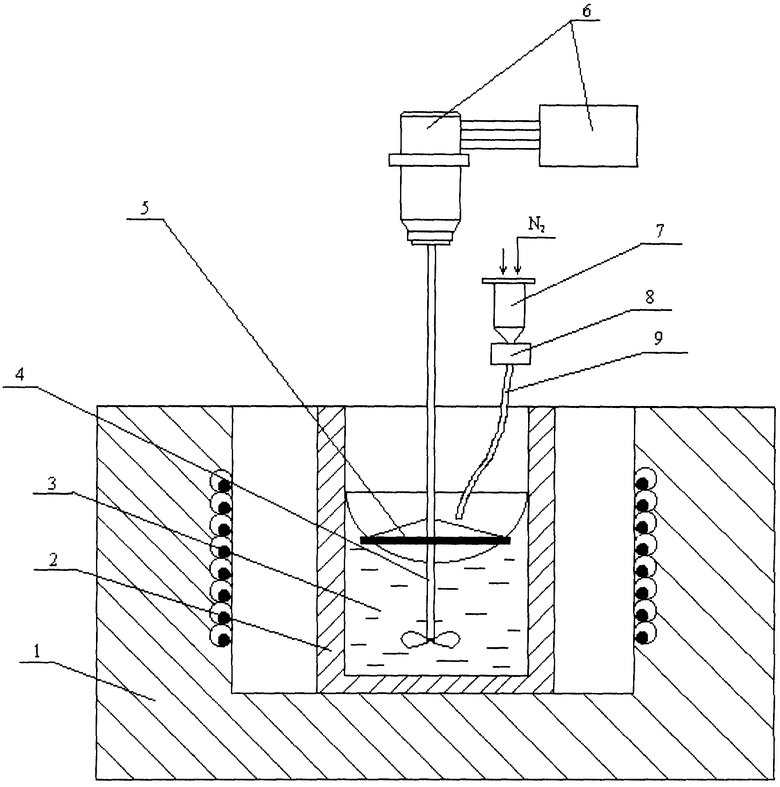
| ЧЕРНЫШОВА Т.А | |||
| и др | |||
| Взаимодействие металлических расплавов с армирующими наполнителями | |||
| - М.: Наука, 1993, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| US 4664704 А, 12.05.1987 | |||
| СПОСОБ ЭКСПЛУАТАЦИИ ДВИГАТЕЛЯ НА ГАЗООБРАЗНОМ ТОПЛИВЕ | 2014 |
|
RU2641795C2 |
| ОБНАРУЖЕНИЕ КОДИРОВАННОГО СВЕТА | 2014 |
|
RU2666819C2 |
| МЕТАЛЛИЧЕСКИЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ, АРМИРОВАННЫХ КЕРАМИЧЕСКИМИ ЧАСТИЦАМИ TIB | 1996 |
|
RU2159823C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2136774C1 |
| Устройство для получения литых композиционных материалов | 1991 |
|
SU1772199A1 |
| Способ получения композиционного материала | 1989 |
|
SU1744135A1 |
| Способ введения дисперсных частиц в сплавы | 1990 |
|
SU1721112A1 |
| Способ получения пористых отливок | 1979 |
|
SU863172A1 |

