Изобретение относится к литейному производству, в частности металлической модельной оснастке.
Известен стержневой ящик, включающий корпус, протяжную плиту, размещенную с возможностью вертикального перемещения по направляющим деталям (см., например, "Нормали машиностроения" "Ящики стержневые металлические". Стандартгиз, Москва-1960 г.).
С его помощью можно получать стержни с выступающими частями, но он не может быть использован для вытяжки выступающих частей стержня, размещенных в данной части ящика.
Известен стержневой ящик, содержащий корпус, установленный на основание и включающий вставки, выполняющие полости стержня и размещенные с возможностью перемещения относительно корпуса (см., например, авт. св. SU 657904, кл. В 22 С 7/06, 20.04.1979 г.). По совокупности существенных признаков и по назначению этот ящик наиболее близок к заявленному техническому решению. Но для извлечения стержня в известном ящике необходимо производить его разборку, отделяя от стержня поочередно каждую вставку и протягивать ее вручную с помощью крюка.
Изобретение направлено на повышение надежности извлечения (вытяжки) выступающих частей (болванов) стержня, имеющих неблагоприятное отношение размеров, определяющих сечение болвана к его высоте. Чем больше таких болванов и чем они выше, тем трудней выдержать требования по надежности их получения. Примером отливок, где требования по надежности формообразования стержня не обеспечиваются известными устройствами, является отливка щита электродвигателя 5АМ315 со степенью защиты JP23. Болваны здесь выполняют 100 узких щелевидных каналов, в которых отношение размеров сечения канала к его высоте определяется степенью защиты электродвигателя. Предложенный стержневой ящик обеспечивает надежность формообразования для этой и подобных ей отливок.
Поставленная задача решается за счет того, что в стержневом ящике, включающем основание, установленный на нем корпус и вставку с полостями для выступающих частей стержня, размещенную в корпусе, корпус снабжен опорами, заходящими в полости вставки, а вставка - опорными колонками, проходящими через корпус и опирающимися на основание, при этом вставка размещена с зазором относительно корпуса и с возможностью перемещения в сторону корпуса для вытяжки выступающих частей стержня.
Для фиксации вставки относительно корпуса во время поворота ящика в корпусе размещены клинья, взаимодействующие с прорезью колонок, установленных во вставке.
Для обеспечения движения вставки в сторону корпуса после набивки стержня в основании выполнены отверстия для размещения опорных колонок.
На фиг. 1 представлен разрез А-А стержневого ящика в исходном положении перед набивкой стержня.
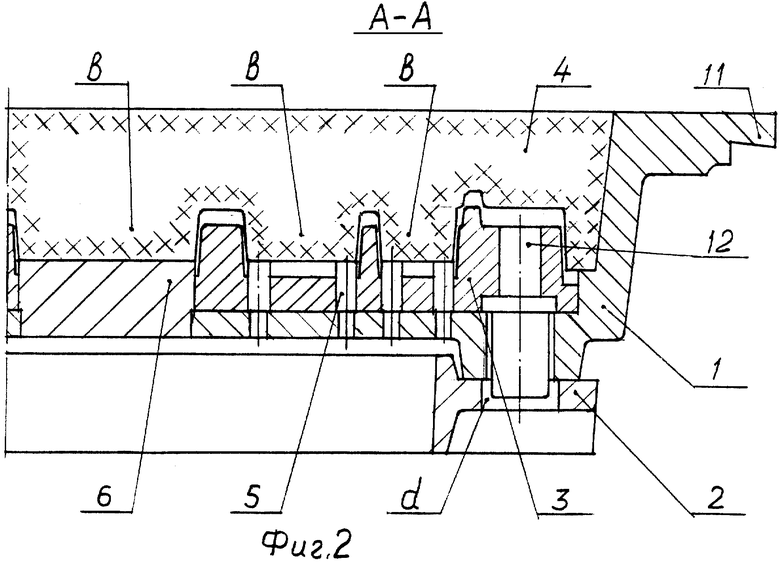
Фиг. 2 - разрез АА, после набивки стержня и вытяжки его выступающих частей.
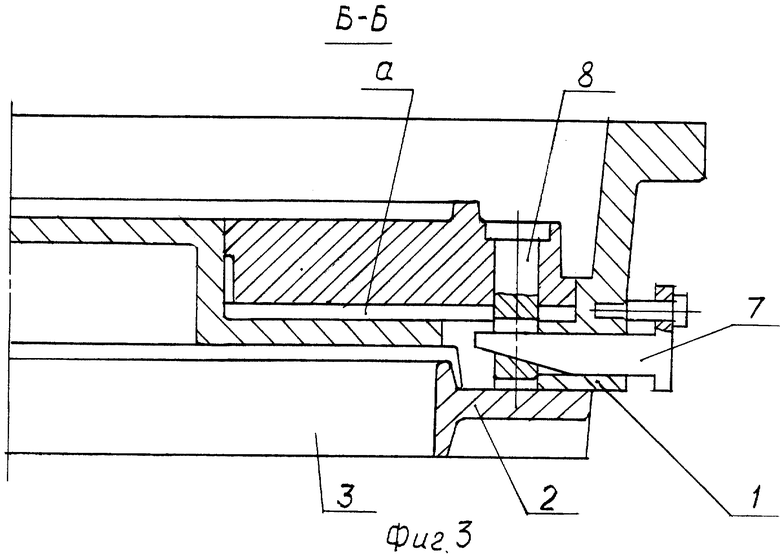
Фиг.3 - разрез ББ, в исходном положении.
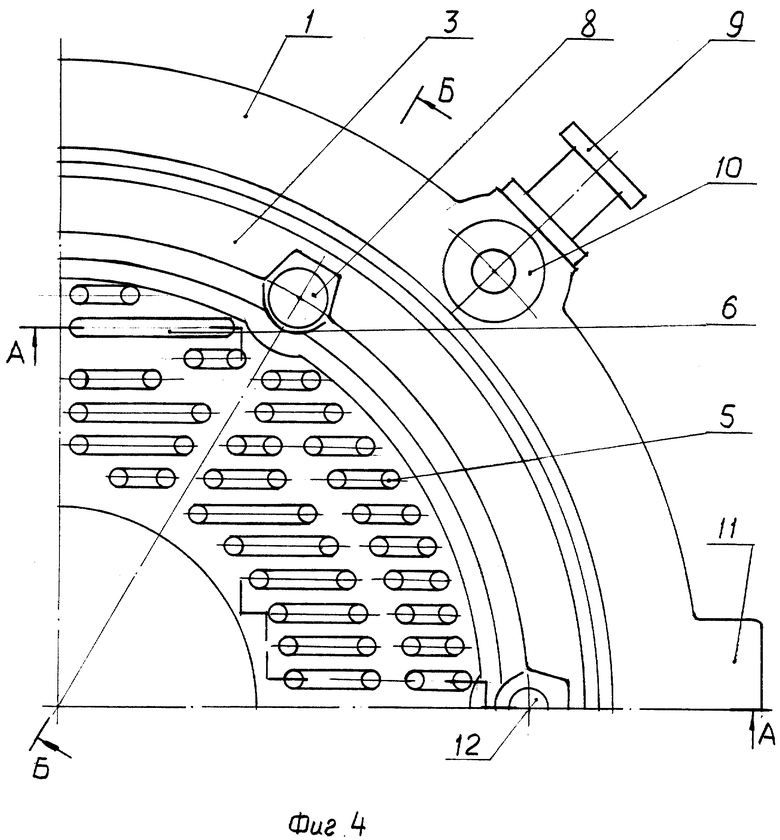
Фиг.4 - вид стержневого ящика сверху.
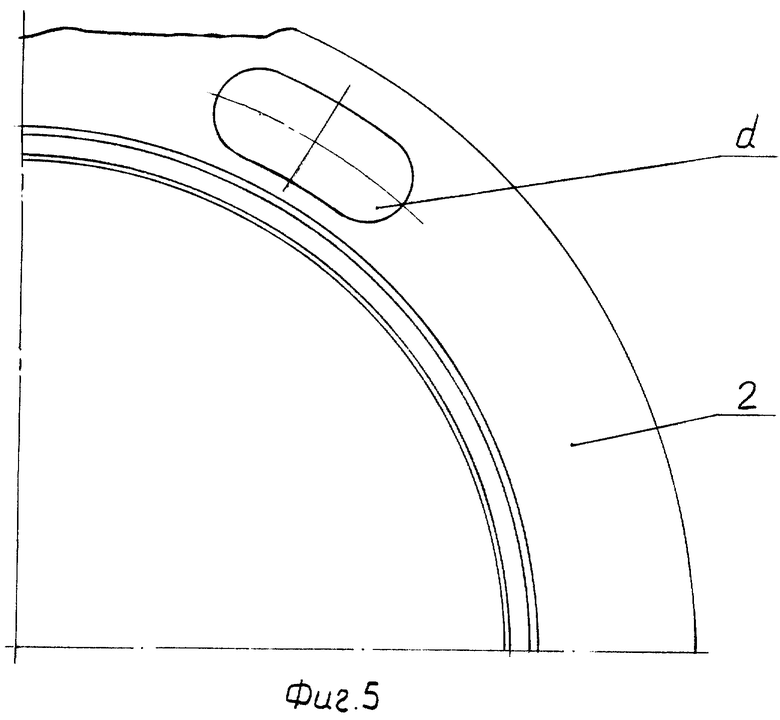
Фиг.5 - вид сверху на основание.
Корпус 1 стержневого ящика установлен на основание 2. Вставка 3 размещена внутри корпуса. В нижней части между корпусом и вставкой выполнен зазор а для обеспечения движения вставки к корпусу во время вытяжки выступающих частей b стержня 4.
В корпусе установлены опоры 5 и 6, заходящие в полости с, вставки 3 и выполняющие функцию поддержки выступающих частей b стержня 4, при движении вставки к корпусу и во время поворота стержневого ящика. В корпусе размещены, фиг.3, клинья 7, взаимодействующие с прорезями колонок 8, установленных во вставке 3.
Корпус снабжен цапфами 9 для поворота стержневого ящика. Для соединения с сушильной плитой (на чертеже не показана) служат направляющие втулки 10, приливы 11 предназначены для скрепления с сушильной плитой. 12 - опорные колонки, проходящие через корпус 1, посредством которых вставка опирается на основания. d - отверстие в основании для размещения опорных колонок 12.
Перед набивкой стержня корпус 1 ящика устанавливается на основание 2 таким образом, чтобы опорные колонки 12 были смещены относительно отверстия d основания 2. При этом вставка 3 независимо от корпуса 1 оказывается установленной через опорные колонки 12 на основании 2 и приподнятой на величину зазора а. В таком положении производят засыпку ящика стержневой смесью и ее уплотнение. По окончании процесса формообразования корпус 1 разворачивают вокруг вертикальной оси на основании 2 таким образом, чтобы отверстия d основания 2 совместились с опорными колонками 12. Под действием собственного веса формообразующие поверхности вставки 3 отделяются от стержня 4. Опоры 5 и 6, установленные в корпусе 1, выполняют функцию поддержки выступающих частей b стержня 4. При движении вставки 3 к корпусу 1 происходит извлечение выступающих частей b стержня 4 из формообразующих полостей c вставки; выбирается зазор а до соприкосновения вставки и корпуса в данной части ящика.
Клинья 7 вводят в прорези колонок 8 до соприкосновения их наклонных поверхностей, фиксируя тем самым положение вставки относительно корпуса. Сушильную плиту ( на чертежах не показана) накладывают на ящик и фиксируют по направляющим втулкам 10. Скрепляют ящик с сушильной плитой скобами, на чертежах не показаны, за приливы 11 и переворачивают в цапфах 9 вокруг горизонтальной оси. В перевернутом положении устанавливают на основание 2, раскрепляют и разъединяют ящик от сушильной плиты и стержня. Приводят ящик в исходное положение, освобождая наклонные поверхности прорезных колонок от клиньев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖНЕВОЙ ЯЩИК ДЛЯ ФОРМОВКИ СТЕРЖНЕЙ С ПОДНУТРЕНИЯМИ | 2007 |
|
RU2347642C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| ИСКРОВОЙ РАЗРЯДНИК | 2001 |
|
RU2207684C1 |
| МОДУЛЬ АККУМУЛЯТОРНЫЙ ПОДВАГОННЫЙ (ВАРИАНТЫ) | 1999 |
|
RU2160195C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ИЗДЕЛИЙ ТИПА ЗМЕЙКОВЫХ СЕПАРАТОРОВ ПОДШИПНИКОВ КАЧЕНИЯ | 2000 |
|
RU2202435C2 |
Изобретение относится к литейному производству. Ящик состоит из корпуса, размещенного на основании. В корпусе расположена с возможностью перемещения в его сторону после набивки стержня вставка, имеющая полости для выступающих частей стержня. Вставка снабжена опорными колонками, проходящими через корпус и опирающимися в основание. В корпусе размещены клинья, взаимодействующие с прорезями колонок, установленных во вставке. После окончания формообразования стержня корпус разворачивают до совмещения отверстий основания с опорными колонками. Под действием собственного веса вставка отделяется от стержня. Выступающие части стержня поддерживаются опорами. Изобретение повышает надежность вытяжки выступающих частей стержня из ящика. 2 з.п. ф-лы, 5 ил.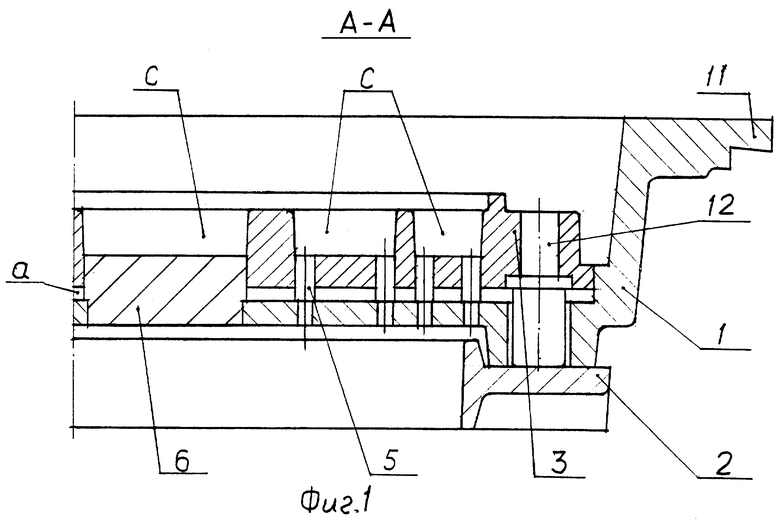
| Литейная оснастка для изготовления стержней | 1976 |
|
SU657904A1 |
| Нагреваемый стержневой ящик | 1981 |
|
SU1013083A1 |
| Нормали машиностроения | |||
| Ящики стержневые металлические | |||
| - М.: Стандартгиз, 1960 | |||
| Стержневой ящик | 1974 |
|
SU473559A1 |

