Настоящее изобретение относится к литейному производству, преимущественно, к устройствам для изготовления песчано-глинистых стержней с поднутрениями машинным способом при холодном или горячем процессе пескоструйной формовки. Заявляемый стержневой ящик для формовки стержней с поднутрениями содержит рычажно-плунжерный механизм, который может быть использован в кокилях и пресс-формах литья под давлением и точного литья при производстве отливок из чугуна, стальных и алюминиевых сплавов, в пресс-формах для литья пластмасс и резинотехнических изделий, а также его можно применять в строительстве при изготовлении бетонных изделий (плиты перекрытий, стеновые панели и др.) и в пищевой промышленности на кондитерских фабриках при формовании фигурных изделий из шоколада и теста.
Известен «Нагреваемый стержневой ящик» (а.с. №1013083), содержащий корпус, состоящий из двух половин и полостеобразователь, установленный на закрепленной на половине корпуса подпружиненной планке, с противоположных концов которой попарно расположены упоры.
Однако с помощью данного устройства можно изготовить лишь простые стержни с внутренней полостью, стержни же с поднутрениями получить невозможно. Кроме этого, к недостаткам такого ящика относится применение только горизонтальной плоскости разъема.
Наиболее близким к заявляемому техническому решению является стержневой ящик для формовки стержней с поднутрениями, содержащий верхнюю и нижнюю полуформы, имеющие полости, оформляющие стержень (US 5230378, В22С 9/10, 27.07.1993 г.).
Однако существующая конструкция позволяет оформлять в стержнях полости с поднутрениями только упрощенной дугообразной формы, получаемой за счет движения отъемной части по кругу, центр которого находится за пределами стержня, причем отъемная часть выполнена цельной.
Заявляемое техническое решение направлено на повышение качества изготовления стержней с поднутрениями для изготовления сложных отливок и на увеличение производительности труда.
Для этого в стержневом ящике для формовки стержней с поднутрениями, содержащем верхнюю и нижнюю полуформы с полостями, оформляющими стержень, имеется рычажно-плунжерный механизм формирования поднутрения, размещенный в нижней полуформе ящика и состоящий из плунжера, связанного посредством системы рычагов с приводом его возвратно-поступательного движения, и рычага, установленного с возможностью поворота на оси, при этом на одном конце рычага выполнен хвостовик, а на другом - выступ, оформляющий поднутрение в стержне, а плунжер выполнен с упором, имеющим возможность взаимодействия с хвостовиком рычага
Изобретение поясняется чертежами. На фиг.1 изображена часть стержневого ящика для формовки стержней с поднутрениями, в которой расположен рычажно-плунжерный механизм формирования поднутрения. Сплошными линиями показано положение, при котором происходит формообразование стержня, оно же является и исходным, тонкими линиями - механизм в работе. На фиг.2 в более крупном масштабе показан вид I на фиг.1.
Заявляемый стержневой ящик для формовки стержней с поднутрениями состоит из верхней и нижней полуформы 1 и 2 соответственно. Полуформы 1 и 2 имеют полости, оформляющие стержень. В нижней полуформе 2 стержневого ящика размещен рычажно-плунжерный механизм формирования поднутрения.
Рычажно-плунжерный механизм формирования поднутрения представляет собой следующее. В нижней полуформе 2 стержневого ящика закреплена ось 3, на которой с возможностью поворота установлен рычаг 4, на одном конце которого выполнен хвостовик 5, а на другом - выступ 6. Выступ 6 рычага 4 выполняет функцию вставки, оформляющей поднутрение в стержне 7. В нижней полуформе 2 стержневого ящика размещен плунжер 8, связанный с приводом 9, который может быть пневмо-, гидро-, ручным или электрическим. Плунжер 8 выполнен с упором 10, имеющим возможность взаимодействия с хвостовиком 5 рычага 4.
Плунжер 8 связан с приводом 9 его возвратно-поступательного движения посредством системы рычагов 11.
Исходным является положение, когда плунжер 8 находится в крайнем верхнем положении. Устройство готово к работе.
Стержневой ящик для формовки стержней с поднутрениями работает следующим образом.
При исходном положении механизма происходит формирование стержня 7. Далее посредством привода 9 и системы рычагов 11 плунжер 8 начинает двигаться вертикально вниз. При этом упор 10 наезжает на хвостовик 5 рычага 4, вынуждая последний отклониться по дуге, в результате чего выступ 6 рычага 4 отходит от формуемого стержня 7. В итоге рычаг 4 занимает место, освободившееся от плунжера 8 и теперь съему стержня 7 ничто не мешает.
После съема стержня 7 систему формовки необходимо вернуть в исходное положение. Посредством привода 9 и системы рычагов 11 плунжер 8 поднимают вверх, возвращая рычаг 4 в первоначальное положение. При этом система формовки вернулась в исходное положение.
В результате использования заявляемого технического решения за счет применения подвижных частей оснастки повышается качество изготовления песчано-глинистых стержней и склеиваемый ранее стержень получают цельным, что позволяет производить отливки высокого качества. Кроме того, увеличится производительность труда, поскольку сокращается ряд технологических операций, необходимых для дополнительной обработки составных стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
| Стержневой ящик | 1982 |
|
SU1016042A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ТЕРМОРЕАКТИВНЫХ СМЕСЕЙ | 1969 |
|
SU234621A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |
| Устройство вакуумной формовки отливок типа диска с криволинейными ребрами и поднутрениями и способ вакуумной формовки данным устройством | 1987 |
|
SU1629139A1 |
| КОГОТЬ ЖЕЛЕЗНОДОРОЖНОЙ СЦЕПКИ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2686255C1 |

Изобретение относится к области литейного производства. Стержневой ящик содержит две полуформы с полостями, оформляющими стержень. В нижней полуформе закреплена ось, на которой с возможностью поворота установлен рычаг. На одном конце рычага выполнен хвостовик, а на другом - выступ, оформляющий поднутрение стержня. После формирования стержня привод по средствам системы рычагов опускает вниз плунжер, выполненный с упором. Упор наезжает на хвостовик рычага, вынуждая его отклониться по дуге и занять место, освободившееся от плунжера. После извлечения стержня привод поднимает плунжер вверх, возвращая рычаг в первоначальное положение. Достигается повышение качества изготовляемого стрежня. 2 ил.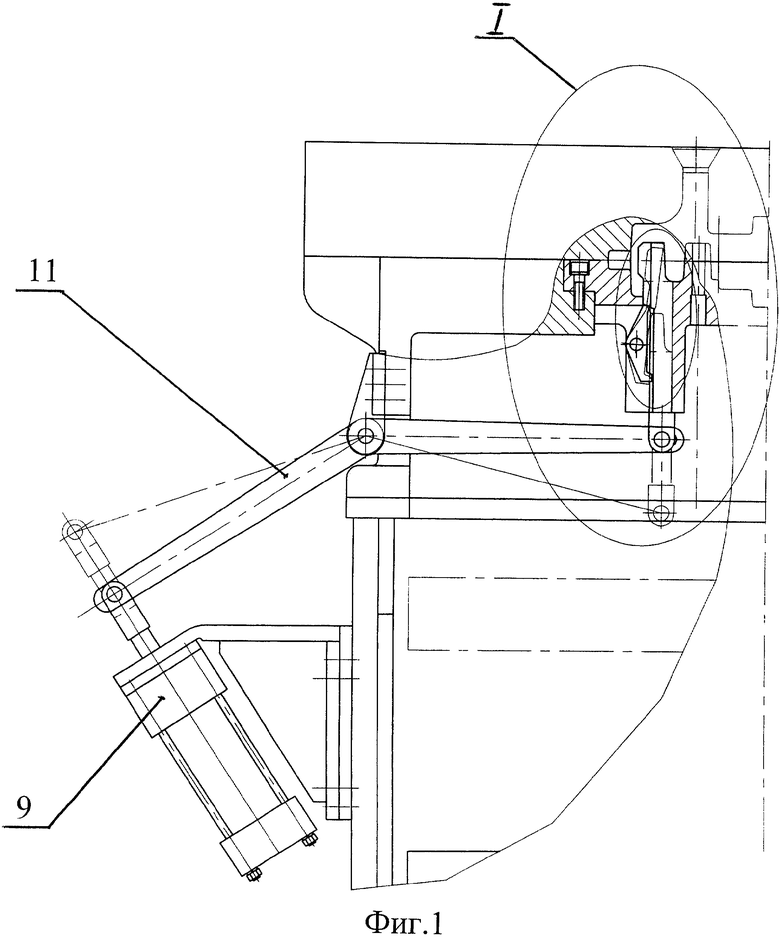
Стрежневой ящик для формовки стержней с поднутрениями, содержащий верхнюю и нижнюю полуформы с полостями, оформляющими стержень, отличающийся тем, что он снабжен рычажно-плунжерным механизмом формирования поднутрения, размещенным в нижней полуформе ящика и состоящим из плунжера, связанного посредством системы рычагов с приводом его возвратно-поступательного движения, и рычага, установленного с возможностью поворота на оси, при этом на одном конце рычага выполнен хвостовик, а на другом - выступ, оформляющий поднутрение в стержне, а плунжер выполнен с упором, имеющим возможность взаимодействия с хвостовиком рычага.
| US 5230378 А, 27.07.1993 | |||
| ИЗОБРЕТЕНИЯ | 0 |
|
SU407626A1 |
| Стержневой ящик | 1982 |
|
SU1016042A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 0 |
|
SU393026A1 |

