Изобретение относится к литейному производству, в частности к устройствам для сборки литейных форм.
Известны устройства для сборки литейных форм, например устройство по а. с. СССР N 854585, кл. В 22 D 33/04, содержащее неподвижную раму, механизм подъема опок, выполненный в виде подъемного стола и цилиндр перемещения подъемного стола, соединенный своим штоком с подъемным столом. В таком устройстве последовательно производится подъем верхней опоки столом подъема в кантователь, кантовка верхней опоки, подача в устройство нижней опоки, подъем нижней опоки столом подъема к верхней опоке и сборка форм.
Данное устройство обладает рядом недостатков. Во-первых, использование для подъема опок подъемного стола предполагает наличие под устройством бункера для размещения механизма подъема (цилиндра перемещения), что при монтаже устройства для сборки требует дополнительных капитальных вложений. Во-вторых, кантовка верхней опоки может привести к осыпанию формовочной смеси и засору формы в нижней опоке, что ухудшает качество отливок. В-третьих, в данном устройстве выход собранных форм осуществляется в том же направлении, в котором опоки в него поступили. Поэтому при последующей передаче собранных форм для их поворота в нужном направлении необходимо использовать дополнительные приспособления.
Наиболее близким аналогом заявляемого технического решения, выбранным в качестве прототипа, является устройство для сборки литейных форм по а.с. СССР N 874260, кл. В 22 D 47/02, содержащее неподвижную раму с верхней плитой, установленную на направляющих, подвижную раму, снабженную механизмом захвата верхней опоки, и основной цилиндр перемещения верхней опоки, шток которого соединен с подвижной рамой.
Данное устройство также обладает рядом недостатков. Во-первых, в нем в качестве механизма захвата верхней опоки используется устройство в виде зажимов. При использовании такого устройства в момент зажима опоки может произойти ее встряхивание, нарушение ее конструкции в виде перекоса и, следовательно, нарушение изготовленной формы. Кроме этого, в известном устройстве верхняя опока после подъема ее механизмом захвата также кантуется, что также может привести к осыпанию формовочной смеси, засору формы нижней опоки и, следовательно, браку отливок. Во-вторых, такая конструкция механизма захвата верхней опоки позволяет проходить собранным литейным формам из устройства далее на участок заливки также только в том направлении, в котором опоки поступили в устройство, то есть также предполагает только сквозное движение опок через него. Поэтому после выхода из устройства для сборки собранных форм возникает необходимость поворачивать их в нужном направлении и, следовательно, также использовать дополнительные приспособления, например передаточные столы и перестановщики форм, что удлиняет путь движения собранных форм на участок заливки и усложняет конструкцию всей линии.
Кроме того, этот недостаток, а именно возможность только сквозного движения опок через устройство, обусловлен еще и тем, что поступившая в сборщик нижняя опока находится во все время сборки форм на трансбордере внизу (на уровне литейного конвейера) и на этом же трансбордере выходит из устройства для сборки в составе собранной формы.
Исходя из указанных недостатков, задача, на решение которой направлено заявляемое техническое решение, заключается в повышении качества отливок, а также упрощении конструкции линии сборки литейных форм и сокращении технологического процесса литья за счет объединения двух операций, а именно сборки форм и их поворота для передачи на участок заливки.
Техническим результатом от использования заявляемого технического решения является повышение производительности литейной линии и сокращение производственных площадей.
Для решения указанной задачи устройство для сборки литейных форм, содержащее неподвижную раму с верхней плитой, установленную на направляющих, подвижную раму, снабженную механизмом захвата верхней опоки, и основной цилиндр перемещения верхней опоки, шток которого соединен с подвижной рамой, снабжено механизмом захвата нижней опоки, выполненным в виде захватов нижней опоки, установленных на четырех колоннах с возможностью откидывания и снабженных механизмом откидывания, цилиндрами перемещения механизма захвата нижней опоки, расположенными на боковых сторонах устройства под верхней плитой и соединенными с механизмом захвата нижней опоки, и механизмом синхронизации подъема-опускания механизма захвата нижней опоки, выполненным в виде вала на опорах и рычагов-качалок, при этом механизм захвата верхней опоки выполнен в виде упоров, установленных на стойках, расположенных под подвижной рамой и соединенных с ней, колонны захватов нижней опоки попарно соединены траверсой над верхней плитой и с рычагами-качалками, а стойки и упоры механизма захвата верхней опоки имеют такую форму и расположение, которые обеспечивают проход опок между ними одновременно в двух взаимно перпендикулярных направлениях в горизонтальной плоскости и захват верхней опоки при перемещении ее в вертикальном направлении.
Кроме этого, механизм откидывания захватов нижней опоки выполнен в виде цилиндров перемещения захватов нижней опоки и рычагов привода.
Кроме этого, рычаги привода захватов нижней опоки выполнены в виде рычагов Эйлера с "мертвой точкой".
Повышение качества отливок достигается за счет того, что верхняя опока поступает в заявляемое устройство ладом (отпечатком) вниз и в таком же положении поднимается механизмом захвата верхней опоки, а затем в таком же положении опускается на нижнюю опоку при сборке. Таким образом, исключается операция кантовки верхней опоки.
Упрощение конструкции линии сборки литейных форм и сокращение технологического процесса литья осуществляется за счет объединения в заявляемом устройстве двух операций, а именно сборки форм и их поворота для передачи на участок заливки. А объединение указанных операций в заявляемом устройстве, в свою очередь, осуществляется за счет снабжения его дополнительно механизмом захвата нижней опоки и цилиндрами перемещения указанного механизма в вертикальной плоскости, расположенными на боковых сторонах заявляемого устройства под верхней плитой и соединением штоков этих цилиндров с захватами нижней опоки. Указанный механизм удерживает нижнюю опоку над литейным конвейером, что позволяет подавать снизу в заявляемое устройство в направлении, перпендикулярном направлению подачи в устройство опоки, тележку на трансбордере и выводить ее вместе с собранными формами в этом же направлении. То есть, в направлении, также перпендикулярном направлению подачи в заявляемое устройство опок.
Таким образом, опоки проходят через заявляемое устройство для сборки не насквозь в одном направлении, как в прототипе, а в направлении, перпендикулярном направлению их входа, и сразу поступают на участок заливки уже повернутыми в нужном направлении.
Свободный проход опок в устройство для сборки и выход из него собранных форм во взаимно перпендикулярных направлениях обеспечивается также благодаря выполнению механизма захвата верхней опоки в виде упоров, их установке на стойках, расположенных под подвижной рамой съема опок и соединенных с ней, а также благодаря форме изготовления указанных упоров и стоек.
Предлагаемая конструкция механизма захвата нижней опоки, а именно наличие в нем захватов, установленных с возможностью откидывания, а также наличие цилиндров его перемещения позволяет откидывать захваты в стороны с одновременным их подъемом с тем, чтобы освободить путь собранным формам при выходе их из заявляемого устройства.
Наличие механизма синхронизации подъема-опускания механизма захвата нижней опоки, его конструкция, а также соединение колонн захватов попарно траверсой над верхней плитой и с рычагами-качалками обусловлено необходимостью точного опускания нижней опоки вместе с ее захватами на тележку трансбордера во избежание нарушения литейной формы и перекосов при установке на тележку.
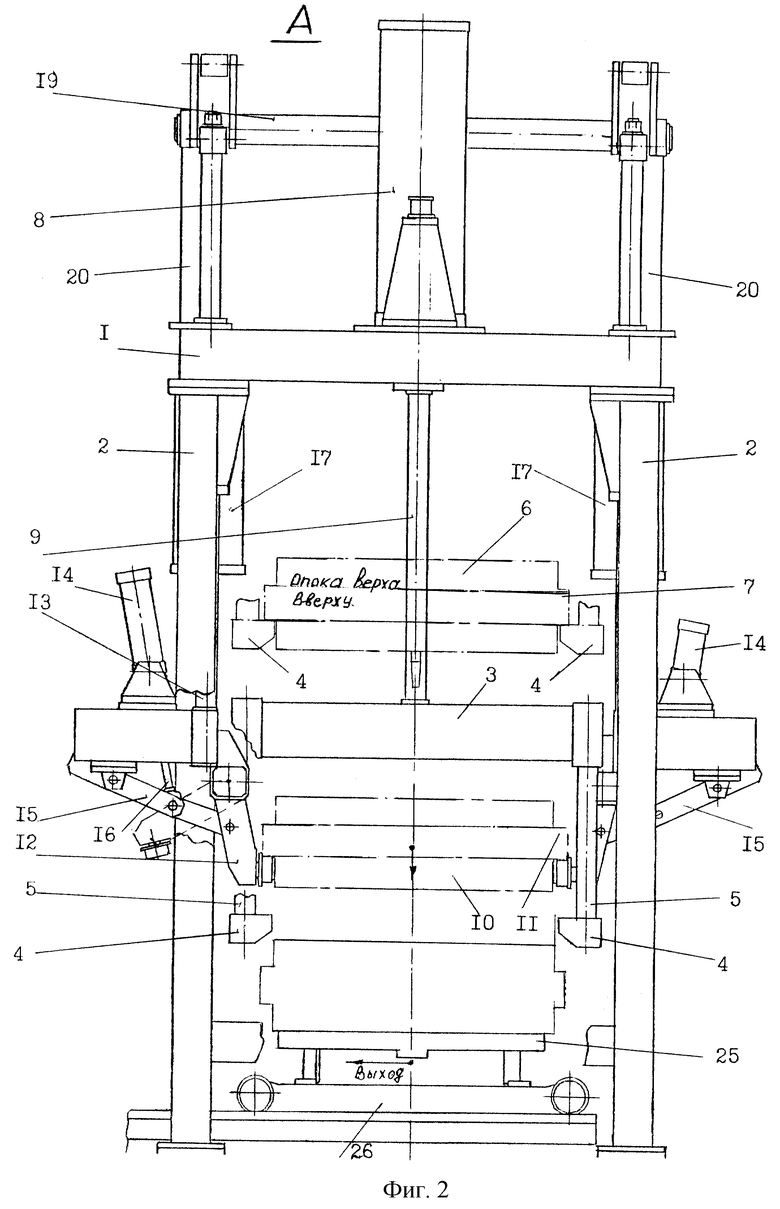
Предлагаемое техническое решение поясняется чертежами, где на фиг.1 изображено устройство для сборки литейных форм, вид сбоку; на фиг.2 - то же, вид по стрелке А; на фиг.3 - разрез по Б-Б.
Устройство для сборки литейных форм содержит неподвижную раму с верхней плитой 1, установленную на направляющих 2, подвижную раму 3, снабженную механизмом захвата верхней опоки, который выполнен в виде упоров 4, установленных на стойках 5, количество которых должно быть таким, чтобы обеспечивалась устойчивость верхней опоки 6 с ребордами 7 в момент ее нахождения на упорах 4. Необходимая устойчивость может быть достигнута применением, например, четырех стоек 5. Стойки 5 расположены под подвижной рамой 3 и соединены с ней. При этом стойки 5 и упоры 4 выполнены такой формы и расположены под подвижной рамой 3 таким образом, чтобы обеспечивался свободный проход опок в устройство для сборки и выход из него собранных литейных форм во взаимно перпендикулярных направлениях (в направлении стрелок на фиг.3). Устройство содержит также основной цилиндр 8 перемещения верхней опоки 6, установленный на верхней плите 1, шток 9 которого соединен с подвижной рамой 3. Устройство снабжено также механизмом захвата нижней опоки 10, имеющей реборды 11, выполненным в виде, например, роликовых захватов 12, установленных на четырех колоннах 13 с возможностью откидывания. Для откидывания захватов 12 нижней опоки 10 устройство снабжено механизмом откидывания, который может быть выполнен, например, в виде цилиндров 14 перемещения захватов 12 и рычагов привода 15, выполненных, например, в виде рычагов Эйлера с "мертвой точкой" и соединенных с цилиндрами 14 их штоками 16. На боковых сторонах устройства под верхней плитой 1 установлены цилиндры 17 перемещения механизма захвата нижней опоки 10. При этом их штоки 18 могут быть соединены, например, с захватами 12. Устройство снабжено также механизмом синхронизации подъема-опускания механизма захвата нижней опоки 10, выполненным в виде вала 19, установленного на опорах 20 и надетых на вал 19 рычагов-качалок 21. При этом колонны 13 захватов 12 попарно соединены над верхней плитой 1 траверсой 22 и через серьгу 23 - с рычагами-качалками 21.
Устройство работает следующим образом. В исходном положении роликовые захваты 12 закрыты и находятся на уровне рольганга 24 подачи опок, а упоры 4 находятся ниже реборд 11 верхней опоки 6. Поэтому после подачи в устройство верхней опоки 6, последняя входит в захваты 12. Затем включается основной цилиндр 8 перемещения верхней опоки 6, который тянет вверх упоры 4. Упоры 4 подхватывают верхнюю опоку 6 за реборды 7 снизу, поднимают ее вверх и удерживают там, освобождая место в закрытых захватах 12 для нижней опоки 10. Затем в устройство в захваты 12 подается нижняя опока 10, которая удерживается ими. При этом, благодаря выполнению рычагов привода 15 в виде рычагов Эйлера с "мертвой точкой", при аварийном отключении подачи сжатого воздуха в пневмосистеме устройства рычаги привода 15 не раскрываются и, находясь в "мертвой точке", удерживают нижнюю опоку 10, предотвращая ее падение. В это же время снизу в устройство подается тележка 25 на трансбордере 26. После этого включаются цилиндры 17 на ход вниз, которые с помощью механизма синхронизации синхронно опускают захваты 12 с нижней опокой 10 на тележку 25 с трансбордером 26. Затем включается основной цилиндр 8, который опускает верхнюю опоку 6 на нижнюю опоку 10, и таким образом происходит сборка форм. Далее включаются цилиндры 14, которые через рычаги привода 15 откидывают (открывают) захваты 12 в стороны. Затем цилиндры 17 включаются на ход вверх и поднимают захваты 12, освобождая путь собранным формам для выхода из устройства. В это время стойки 5 и упоры 4 удерживаются внизу, но благодаря своей форме и расположению не препятствуют свободному выходу собранных форм на трансбордере 26 из устройства в направлении, перпендикулярном вводу в него опок перед сборкой. После ухода трансбордера 26 с собранной формой цилиндры 14 включаются на обратный ход и через рычаги привода 15 опускают (закрывают) захваты 12. Устройство готово для операции по сборке следующей литейной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ДЛЯ СЪЕМА И УКЛАДКИ ГРУЗОВ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2014950C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ШЛАНГОВ ИЛИ ТРУБОК С ИХ КОНЦЕВОЙ АРМАТУРОЙ | 1991 |
|
RU2022755C1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| СПОСОБ СБОРКИ И РЕГУЛИРОВКИ СЦЕПЛЕНИЙ АВТОМОБИЛЬНЫХ ДВИГАТЕЛЕЙ | 1994 |
|
RU2090333C1 |
| СТЕНД ДЛЯ ИЗМЕРЕНИЯ УГЛОВ УСТАНОВКИ КОЛЕС ПЕРЕДНЕЙ ПОДВЕСКИ | 2000 |
|
RU2177147C1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| ШТАМП ДЛЯ ОТРЕЗКИ И ГИБКИ | 1993 |
|
RU2086334C1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |

Устройство содержит механизмы захвата верхней и нижней опок и механизм синхронизации подъема механизма захвата нижней опоки. После подачи в устройство верхней опоки ее поднимают и удерживают в верхнем положении упорами механизма захвата. Затем в устройство подают нижнюю опоку, которая механизмом захвата нижней опоки поднимается над конвейером. Это дает возможность ввести в устройство тележку для приема собранной формы. Захваты для нижней опоки выполнены с возможностью откидывания, а стойки и упоры механизма захвата верхней опоки расположены так, чтобы не препятствовать свободному выходу собранной формы из устройства в направлении, перпендикулярном направлению ввода опок. За счет объединения операций сборки форм и их поворота для передачи на участок заливки обеспечивается упрощение конструкции и технологического процесса. 2 з.п.ф-лы, 3 ил.
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Устройство для сборки форм | 1979 |
|
SU854585A1 |
| Установка для сборки форм | 1987 |
|
SU1477517A1 |
| US 3640335, 08.02.1972 | |||
| DE 1558147, 29.06.1972. | |||

