1
Изобретение относится к литейному производству, в частности к устройствам для сборки литейных форм.
Известно устройство для сборки форм, в котором опока верха движущаяся по приводному рольгангу, останавливается над подъемным столом, а затем подается столом в кантователь, где закрепляется. Подъемный стол опускается, а опока в кантователе поворачивается на 180®-. После того как на эту же позищсо по рольгангу поступает опока низа подъемный стол подает вверх эту опоку для сборки с опокой верха. Однако даже при незначительных отклонениях в размерах центрирукяцих элементов верхней и нижней полуформ, и отклонениях в фиксировании их над подъемным столом, сборка требует дополнительных усилий с помощью рычагов .
Недостатками данного устройства являются увеличенный износ центри рукйдих элементов при их несовпадении и опасность травмирования рабочих при сборке вручную с применением рычагов.
Цель изобретения - автоматизация процесса центрирования полуформ в кантователе.
Поставленная цель достигается тем, что в устройство введена плава10. ющая платформа, размещенная на подъемном столе, которая состоит из двух плит и шаровых тел качения между ними, причем перемещение верхней плиты относительно нижней ограничи15вается в нужных пределах с помощью регулируемых ограничителей. Такая конструкция устройства для сборки форм позволяет скомпенсировать все неточности установки верхней и ниж30 полуформ друг относительно друга -и самоориентировать их центрирующие элементы таким образом, что сборка производится без больших усиЛИЙ, износа центрирующих элементов и без помощи ручных Операций.
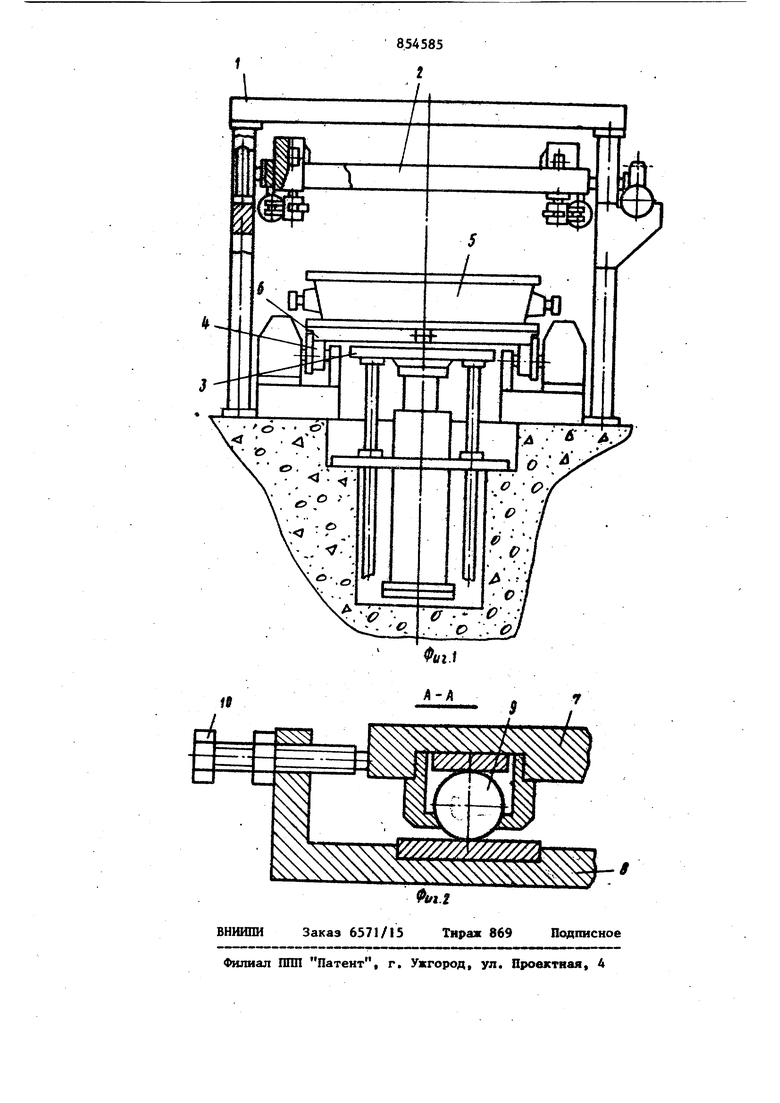
На фиг, 1 изображено устройство с установленной в нем опокбй верха на поддоне; на фиг. 2 - разрез А-А на фиг. I (плавающая платформа.
Устройство включает каркас I с кантователем 2, подъеммьй стол 3, пряводной рольганг 4, по которому перемещается комплект, состоящий из полуфоркш 5 и поддона 6« На подъемном столе 3 смонтирована плавакпцая платформа« состоящая из верхней плиты 7, нижней плиты 8, шаровых тел 9 качения между ними и регулирует лс упоров to.
Устройство для сборки форм работает с ледуинцим образсм.
Верхняя полуформа 5 иа поддоне 6 по рольгангу 4 перемещается на позицию над подъемным столом 3, Кантователь 2 в это время находится в исходном положении. Подъемный стол 3 подает полуформу 5 на поддоне 6 в кантователь 2. При этом цап опоки скользят по скоку направляющего гнезда кантователя 2, верхняя плита 7 плавающей платформы на шаровых телах 9 качеиия перемечается по нижней плите 8, компенсируя неточности изготовления центрирующих злементов опок и установки комплекта из опоки и поддона относительно кантователя. После фиксации комплект зависает в кантователе, а подъемный стол опускается ниже уровня рольганга. Производится кантовка KOMnjjeKTa на 180® и опока оказывается ладом вниз. Затем иа позицию над подьёмнь84 столом 3 по рольгангу 4 поступает на поддоне 6 полуформа Чшза (ие показана). Подъемный стол 3 перемещает опоку низа на поддоне по направлению к опоке верха, центрирующие элементы которых входя в соприкоановение друг..с другом. Верхняя плита 7 с помощью шаровых
.тел 9 качения перемещается по нижней плите 8, облегчая центрирование полуформ. После сборки верхняя полуформа 5 освобождается от фиксации в кантователе, стоя 3 опускается в крайнее нижнее положение, спарениая форма опускается на ролики приводного рольганга 4 и перемещается иа следующую позицию. Для настррйки плавающей платформы на определенную величину перемещения в горизонтальной плоскости служат регулируемые упоры 10, расположенные со всех четырех сторон нижней плиты 8,
Благодаря тому, что плавающая платформа обеспечивает самоориентироваю1е в пределах настройки упоров 10 применение ее облегчает условия сборки и уменьшает износ центрирующих злементов опок и направляющих элементов кантователя.
Формула изобретения
Устройство для сборки форм, содержащее раму с размещенньв4 на ней кантователем, под которым установлен подъемный стол, встроенный в секцию приводного рольганга, о т л и чающее с.я тем, что, с целью автоматизации процесса центрирования верхней полуформы относительно приемных пазов кантователя и иижней полуфор ш относительио верхней, оно снабжено плавающей платформой встроенной в подъемный стол, состоящей из подаижиой верхней плиты, неподвижной нижней-плиты с регулируемыми в горизонтальной плоскости ограничителями перемещения верхней плиты относительной инжией и размещенными между ю04и шаровьми телами качения.
Источники , принятые во виимаиие при экспертизе
I. Авторское свидетельство СССР № 388839, кл, В 22 О 33/02, 1971, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Устройство для сборки форм | 1979 |
|
SU865517A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Распаровщик-кантователь опок | 1980 |
|
SU1069946A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |