Изобретение относится к станкостроению, к устройствам по сборке узлов и может быть использовано при разработке автоматических линий сборки изделий массового производства в различных отраслях машиностроения.
Известна автоматическая линия для сборки шлангов, содержащая шаговый транспортер и сборочные блоки, выполненные каждый в виде поворотного стола с равномерно установленными на нем зажимными устройствами. Линия снабжена кантователями, установленными соосно с зажимными устройствами, а вдоль транспортера с шагом, превышающим длину самого длинного из ряда типоразмеров шлангов, размещены заслонки.
Линия работает следующим образом.
Заготовка шланга поступает на транспортер, который перемещает ее к первому блоку. При обратном ходе транспортера шланг упирается торцем в заслонку. Кантователь берет своим захватом шланг и устанавливает его в сборочный блок в его зажимное устройство.
Шланг, зажатый в вертикальном положении при повороте стола, последовательно подается к сборочным устройствам.
Кантователь снимает шланг со сборочного блока и укладывает на транспортер вперед собранным концом. Транспортер перемещает шланг на следующий сборочный блок. Операции приема шланга с транспортера в зажимное устройство блока и сборка его второго конца происходят аналогичным образом. Однако в этой линии для перехода на сборку второго торца шланга последний отжимается, передается в кантователь, кантуется, укладывается на транспортер, транспортируется в одном направлении, потом в обратном до отсекателя забирается с транспортера кантователем, кантуется, устанавливается в зажим: зажимается в зажимном устройстве сборочного блока.
Все это усложняет конструкцию всей линии, снижает значительно ее работоспособность.
Целью изобретения является упрощение конструкции, повышение работоспособности.
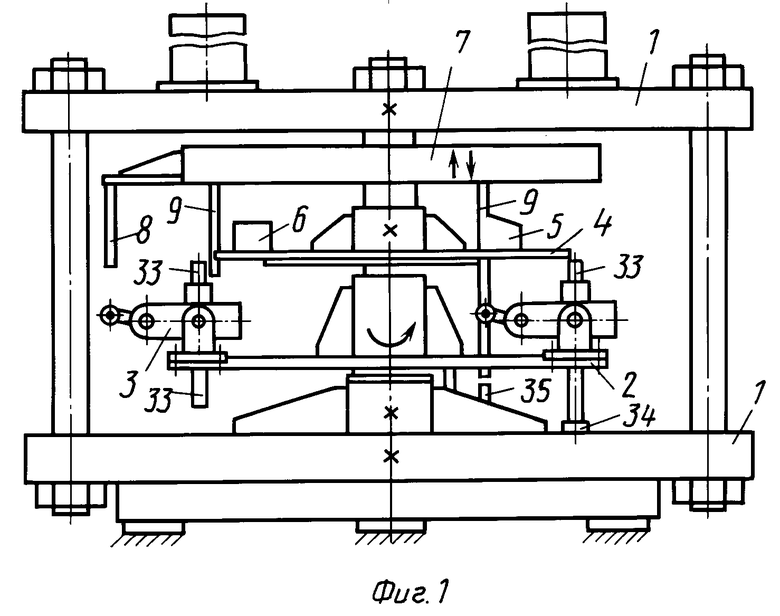
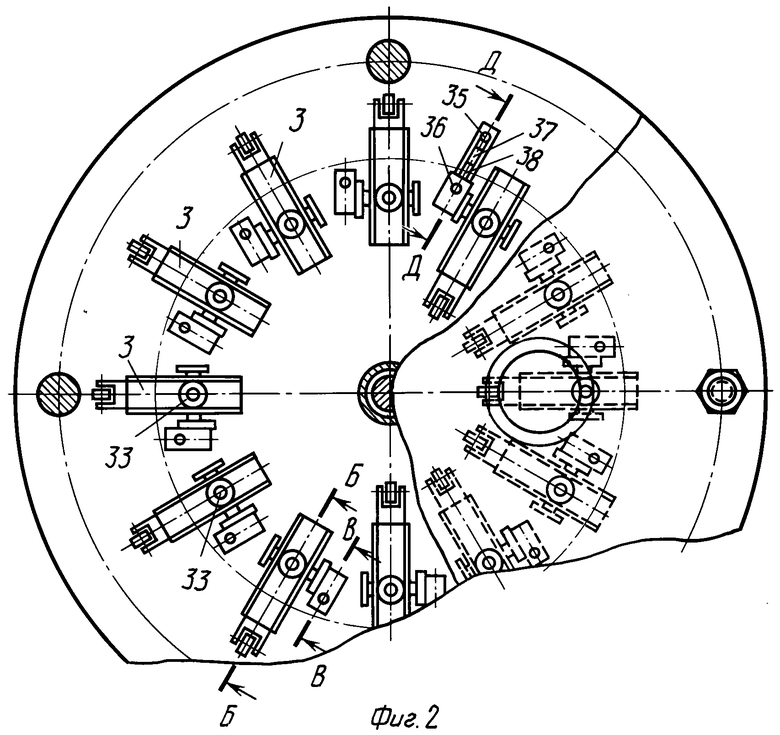
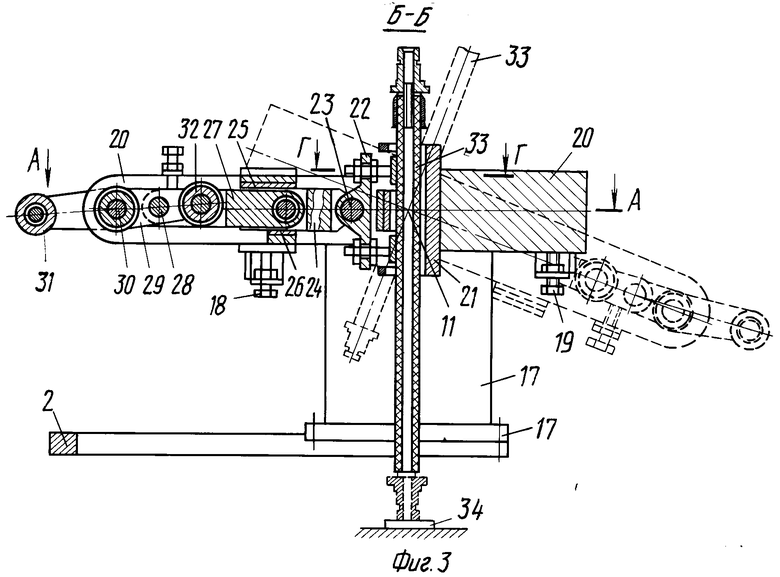
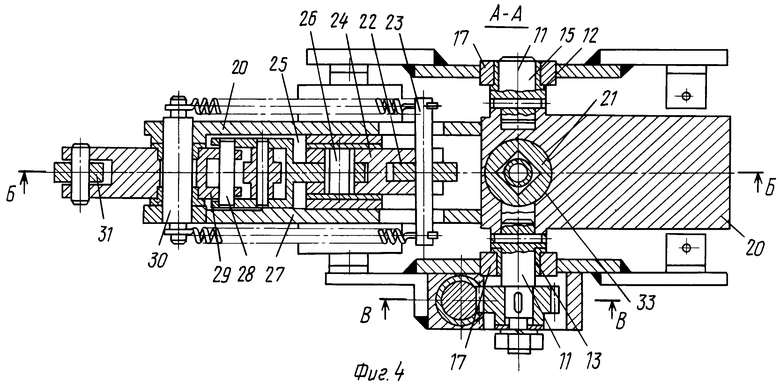
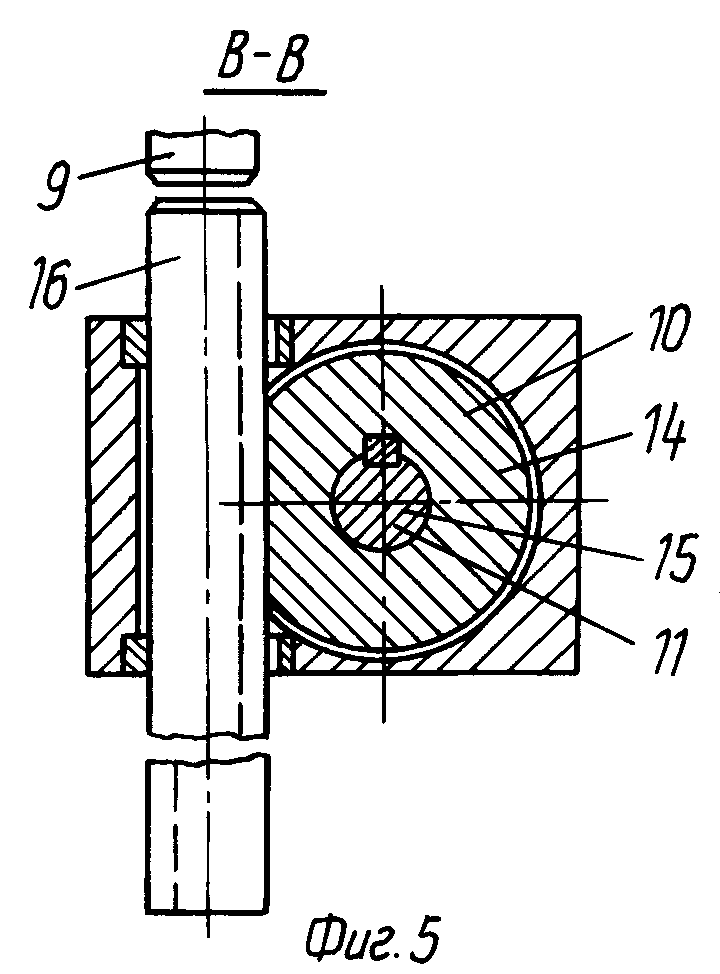
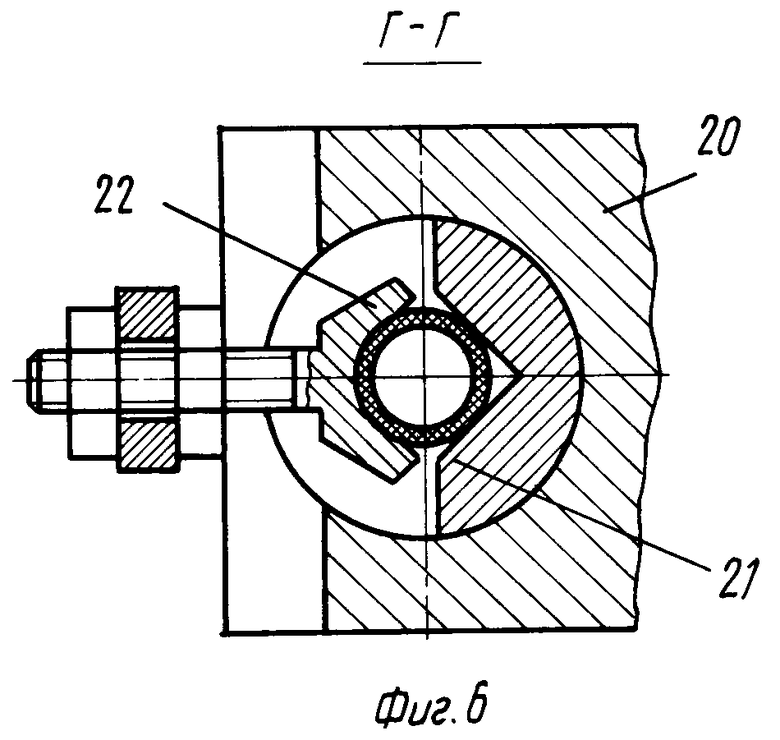
На фиг. 1 изображена линия, общий вид; на фиг.2 - то же, в плане; на фиг.3 - разрез Б-Б на фиг.2; на фиг.4 - разрез А-А на фиг.3; на фиг.5 - разрез В-В на фиг.4 и 2; на фиг.6 - разрез Г-Г на фиг.3; на фиг.7 - разрез Д-Д на фиг.2.
Линия содержит следующие узлы и механизмы.
Станина 1, многопозиционный повторный стол 2, на котором закреплены зажимные приспособления 3, неподвижный стол 4, на котором располагаются сборочные агрегаты 5 и бункерно-загрузочные устройства для подачи заготовок и его концевой арматуры 6, траверса 7, несущая закрепленные на ней толкатели 8 и 9, имеющая привод осевого перемещения. Зажимное приспособление 3 включает механизм 10 поворота относительно геометрической оси 11 в опорах 12 и 13, шестерни 14, закрепленной на валу 15 и находящейся в зубчатом зацеплении с рейкой 16. Зажимное приспособление 3 включает стойку 17, в которой образованы опоры 12 вращения и 13 и размещаются опорные винты 18 и 19, корпус 20, в котором образовано прижимное для заготовки гнездо 21, и подвижную призму 22, прикрепленную на шарнире 23 к ползуну 24, находящемуся в направляющей втулке 25. Ползун 24 через шарнир 28 соединен с шарниром 27, который в свою очередь через шарнир 28 соединен с кривошипным рычагом 29, имеющим шарнирную опору 30 в корпусе 20. На концах рычага 29 имеются ролики 31 и 32. На рабочей позиции, где осуществляется переворот заготовки (трубки) 33, для нее имеется упор 34 на станине 1.
На рабочей позиции, где осуществляется поворот зажимного приспособления в его исходное положение, на станине 1 установлены промежуточные рейки 35 и 36 и их зубчатые сектора 37 и 38.
Линия работает следующим образом.
Заготовка-шланг (трубка) 33 поступает в зажимное приспособление 3, где в фиксированном положении зажимается перемещением призмы 22 к гнезду 21. Призма 22 получает перемещение от осевого перемещения траверсы 7 толкателем 8 через ролик 31 или 32, рычаг 29, шатун 27, ползун 24 и шарнир 23. Далее поворотный стол 2 перемещает последовательно заготовку 31 по рабочим сборочным позициям до окончательной сборки верхнего конца заготовки 33. После этого на следующей рабочей позиции производится выставление нижнего не собранного конца заготовки 33 в верхнее ее положение, которое производится переворотом заготовки 33 следующим образом. От осевого перемещения траверсы 7 через ее толкатель 9 получает перемещение рейка 16, а вращение - шестерня 14, вал 15, корпус 20 с гнездом 21, а с последними относительно оси 11 поворачивается и зажатая заготовка 33 на угол 180о.
На фиг.3 пунктирными линиями показано промежуточное положение при повороте зажимного приспособления 3 совместно с зажатой заготовкой 33. После этого переворота заготовка 33 освобождается от зажима и свободно падает на упор 34. Упор 34 по высоте расположен так, что верхний торец заготовки 33 имеет фиксированное требуемое положение по высоте. Заготовка 33 зажимается в ее новом перевернутом положении и сборка второго конца заготовки 33 осуществляется на последующих рабочих позициях. Таким образом для замены концов торцев собираемой заготовки 33 в предлагаемой линии производится лишь поворот приспособления 3 совместно с заготовкой 33, отжим заготовки 33, ее свободное падение до упора 34 и последующий зажим заготовки 33. Для осуществления замены концов собираемой заготовки 33 служит механизм 10 поворота зажимного приспособления 3, состоящий из рейки 16 шестерни 14.
Поворот зажимного приспособления в исходное положение на соответствующей рабочей позиции осуществляется воздействием толкателя 9 траверсы 7 на нижний торец рейки 16 через промежуточные рейки 35 и 36 и их зубчатые сектора 37 и 38.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки шлангов | 1980 |
|
SU917999A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2188743C2 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| Автоматическая линия для сборки шлангов | 1976 |
|
SU601115A1 |
| СБОРОЧНО-СВАРОЧНЫЙ ВРАЩАТЕЛЬ-КАНТОВАТЕЛЬ | 2001 |
|
RU2210476C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| СПОСОБ СБОРКИ И РЕГУЛИРОВКИ СЦЕПЛЕНИЙ АВТОМОБИЛЬНЫХ ДВИГАТЕЛЕЙ | 1994 |
|
RU2090333C1 |
| Автоматическая линия для сборки магнитной системы электромагнитного реле | 1990 |
|
SU1709417A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |

Изобретение относится к станкостроению, а более конкретно к автоматическим устройствам для сборки узлов в массовом производстве. Сущность изобретения: автоматическая линия содержит бункерно-загрузочные устройства, сборочные агрегаты, многопозиционный поворотный стол с равномерно установленными на нем зажимными приспособлениями на рабочих позициях, при этом зажимные приспособления снабжены механизмом их поворота на угол 180°. 7 ил.
АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ШЛАНГОВ ИЛИ ТРУБОК С ИХ КОНЦЕВОЙ АРМАТУРОЙ, содержащая станину, бункерно-загрузочные устройства, сборочные агрегаты, многопозиционный поворотный стол с равномерно установленными на нем в собственных корпусах зажимными приспособлениями на рабочих позициях и траверсу, имеющую привод осевого перемещения, отличающаяся тем, что, с целью упрощения конструкции, она снабжена механизмами поворота зажимных приспособлений относительно горизонтальной оси на 180o, при этом каждый механизм поворота выполнен в виде реечно-шестеренчатой передачи, элементы которой соответственно расположены на корпусе зажимных приспособлений и станине, причем на рейки этих передач имеют возможность воздействия дополнительно смонтированные на траверсе толкатели.
| Автоматическая линия для сборки шлангов | 1976 |
|
SU601115A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
