////////////////////////
(Dtnl
Изобретение относится к области литейного производства, а именно к установкам для сборки опок с модельным комплектом или форм, где требует ся точная установка элементов, имеющих центрирующие пары.
Цель изобретения - повышение точ - ности сборки и долговечности.
На фиг. 1 схематически изображена установка, общий вид; на фиг.2 - узел I на фиг.1.
Установка представляет собой раму 1 с силовым цилиндром 2, к штоку 3 которого прикреплена подвижная тра- верса 4. На траверсе расположена плита 5 с жестко закрепленными захватами 6 и механизмом 7 фиксации. Подвижная траверса имеет каналы 8, сообщенные с системой 9 подачи ежа- того воздуха. В нижней части рамы установлены приводные ролики 10 конвейера 11, служащего для подачи на сборку верхней 12 и нижней 13 опоки. В приливе опоки 12 установлена направляющая втулка 14, образующая со штырем 15 нижней опоки центрирующую пару.
Принцип работы установки заклю- чается в следующем.
В исходном положении траверса 4 с зафиксированным механизмом 7 фиксации плитой 5 находится внизу. Опока 12 ладом вниз приводными ролика- ми 10 подается на сборку. После ее остановки траверса 4 с плитой 5 и захватами 6 поднимает опоку 1 2 вверх силовым цилиндром 2. Затем на сборку подается опока 13, после остановки которой силовой цилиндр 2 вместе с траверсой 4, плитой 5 и опокой 12
начинает опускаться вниз. В момент захода штыря 15 в направляющую втулку 14 механизм 7 фиксации отключаетс а в каналы 8 подается сжатый воздух, что вызывает компенсацию веса опускаемой части, благодаря давлению сжатого воздуха, действующего снизу на подвижную плиту. Это облегчает горизонтальное перемещение плиты 5 под действием сил, возникающих в центрирующей паре штырь-втулка, и значително уменьшает эти силы.
При дальнейшем опускании траверсы 4 опока 13 накрывается опокой 12, сжатый воздух отключается, а механизм 7 фиксации включается, на чем процесс сборки заканчивается. Собранная форма приводными роликами 10 конвейера 1 1 удаляется на дальнейшую технологическую операцию.
Такое выполнение установки упрощает конструкцию с одновременным повышением точности сборки и увеличением долговечности центрирующих пар оснастки.
Формула изобретен и я
Установка для сборки форм, содержащая раму, траверсу, связанную со штоком силового цилиндра, установленного на раме, и захваты, отличающаяся тем, что, с целью повышения точности сборки и долговечности оснастки, она снабжена плитой, расположенной на траверсе, механизмом фиксации плиты относительно траверсы, при этом в траверсе выполнены каналы, открытые сверху и сообщенные с системой сжатого воздуха, а на плите жестко зак- реплены захваты.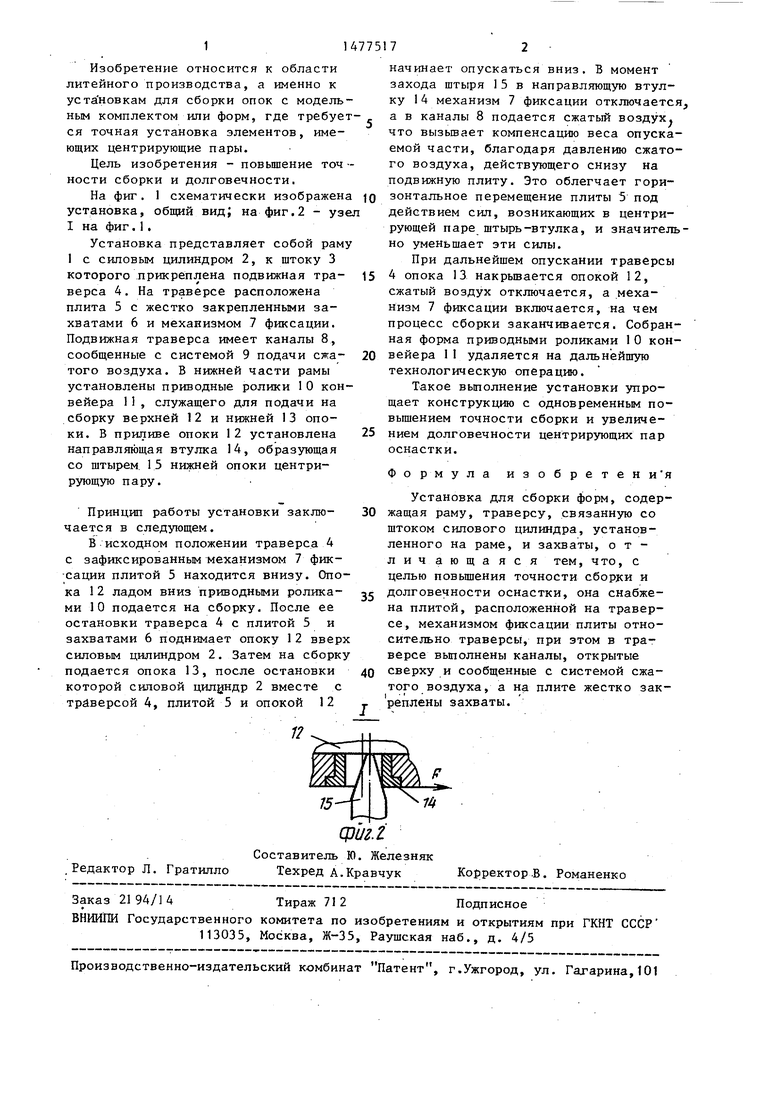
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1977 |
|
SU839661A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU350569A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ | 2022 |
|
RU2805406C2 |
| Однопозиционный формовочный автомат | 1983 |
|
SU1210959A1 |
Изобретение относится к области литейного производства, а именно к установкам для сборки опок с модельным комплектом или форм, где требуется точная установка элементов, имеющих центрирующие пары. Цель - повышение точности сборки и долговечности центрирующих пар. Установка, содержащая раму, силовой цилиндр, траверсу, связанную с его штоком, и захваты, снабжена плитой, на которой жестко закреплены захваты, расположенной на траверсе с возможностью перемещения относительно ее в горизонтальном направлении, а на траверсе установлен механизм фиксации плиты и, кроме того, в траверсе выполнены каналы подающие сжатый воздух снизу в места соприкосновения с плитой. 2 ил.
Редактор Л. Гратилло
74
ср иг.г
Составитель Ю. Железняк
Техред А.Кравчук Корректор В. Романенко
| Матвеенко И.В., Тарский В.Л | |||
| Оборудование литейных цехов | |||
| М.: Машиностроение, 1977, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
