Изобретение относится к обработке металлов давлением и, в частности, к процессам закрепления труб в трубных отверстиях теплообменных аппаратов с использованием эффекта локализованного направленного пластического течения материала трубы.
Известен способ закрепления труб в трубных решетках, включающий установку трубы в трубное отверстие решетки, выполненное с кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее закрепление ее в трубном отверстии путем приложения к внутренней поверхности трубы деформирующего усилия (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов. - Ленинград: Судостроение, 1972, 143 с. )
К главному недостатку известного способа закрепления труб в трубных решетках следует отнести неравномерное остаточное давление по длине вальцовочного пояска и, как следствие, относительно низкие служебные характеристики вальцовочных соединений. Для устранения данного недостатка прибегают к повышенным деформирующим трубу давлениям. Последнее обуславливает коробление трубной решетки, течение материала трубы в осевом направлении, а значит, короткий (повышенная коррозия) межремонтный пробег трубного пучка теплообменного аппарата.
Известен также способ закрепления труб в трубных решетках, включающий установку трубы в трубное отверстие решетки, выполненное с кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее закрепление ее в трубном отверстии путем приложения к внутренней поверхности трубы деформирующего усилия ( см. Ткаченко Г.П., Бриф B.М. Изготовление и ремонт кожухотрубчатой теплообменной аппаратуры. - М.: Машиностроение, 1980, -160 с.).
Недостатком известного способа является имеющий место интенсивный наклеп внутреннего слоя трубы при ее закреплении в отверстии трубной решетки, что приводит к раннему выходу из эксплуатации трубного дорогостоящего пучка ( стоимость более 100 тысяч рублей за тонну).
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках, который бы обеспечивал повышенные характеристики прочности и плотности, а также коррозионной стойкости вальцовочных соединений, не вызывал бы при этом коробления трубной решетки, неоднократно увеличивая таким образом срок межремонтного пробега трубного пучка теплообменного аппарата.
Технический результат достигается тем, что в способе закрепления труб в трубных решетках, включающем установку трубы в трубное отверстие решетки, выполненное с кольцевыми канавками, фиксацию трубы от возможного перемещения и последующее закрепление ее в трубном отверстии путем приложения к внутренней поверхности трубы деформирующего усилия, согласно изобретению предварительно конец трубы профилируют с формированием на ее внутренней поверхности кольцевого выступа, после чего в стенке трубы по периметру упомянутого кольцевого выступа выполняют не более трех равноудаленных одно от другого отверстий, которые заполняют пластичным материалом в виде стержня, а установку трубы в трубное отверстие решетки осуществляют с консольным расположением кольцевого выступа относительно внешних кромок кольцевых канавок, при этом используют стержень из алюминия.
Осуществление предлагаемого способа закрепления труб в трубных решетках позволяет получать вальцовочные соединения труб с трубными решетками, обладающие наряду с увеличенными характеристиками прочности и плотности повышенными характеристиками коррозионной стойкости в условиях технологического управления необратимыми деформациями трубной решетки.
Это объясняется тем, что вальцовочное соединение образуют на биметаллической законцовке теплообменной трубы, когда его служебные коррозионные характеристики должны существенно возрастать. Однако степень повышения коррозионных характеристик соединений всецело зависит от природы образования пограничного слоя плакирующего и плакируемого материалов. Причем здесь немалую роль играет и себестоимость производства одного вальцовочного соединения. В предлагаемом изобретении для уменьшения стоимости трубы с биметаллическими профилированными законцовками в качестве протектора используют стержни из алюминия, как материала, имеющего более отрицательный электродный потенциал, чем электродный потенциал материалов соединяемых элементов.
Применение в конструкции вальцовочного соединения стержней из алюминия позволяет, деформируя их в осевом направлении при закреплении трубы в отверстии трубной решетки, дополнительно формировать силовые поля с улучшением и таких основных его характеристик, как прочность и плотность.
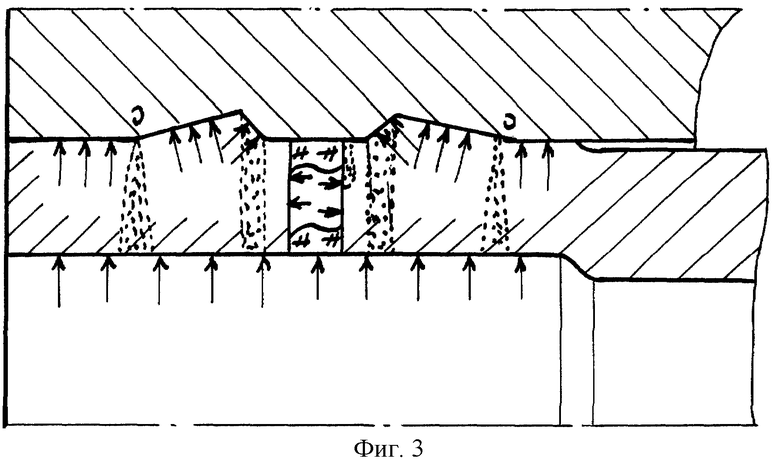
Сущность изобретения поясняется чертежами, где на фиг. 1 показано исходное положение профилированной законцовки теплообменной трубы, содержащей стержни из алюминия, в отверстии трубной решетки; на фиг. 2 -поперечное сечение трубы в плоскости, где размещены осевые линии стержней из алюминия; на фиг. 3 - окончание стадии совместного деформирования трубы и перемычки трубной решетки; на фиг. 4 - вальцовочное соединение трубы с трубной решеткой.
Вариант осуществления изобретения состоит в следующем.
Подготавливают трубу 1, например, из стали 10 к закреплению в трубных решетках теплообменного аппарата. Для чего последовательно осуществляют ее правку в косовалковой машине, отрезку мерной длины, определяемой техническими условиями производства. После чего концы трубы калибруют, раздавая жестким пуансоном и увеличивая внешний диаметр калиброванного участка трубы до диаметра, который на 0,05 мм меньше диаметра отверстия трубной решетки. Далее, используя такие формообразующие операции, как обжим и раздача, калиброванный участок трубы профилируют в его центральной части. При этом формируют кольцевой выступ на внутренней поверхности законцовки с образованием поперечного сечения, имеющего минимальный диаметр.
Затем в стенке кольцевого выступа трубы на равноудаленном друг от друга расстоянии выполняют не более трех сквозных отверстий, которые заполняют стержнями 2 из алюминия. Тем самым завершают получение биметаллических профилированных законцовок на теплообменной трубе.
В отверстиях трубной решетки 3 резцами - канавочниками выполняют по две кольцевые канавки с треугольным поперечным сечением. Причем малые стороны треугольников поперечного сечения обращены навстречу друг другу.
В отверстие трубной решетки устанавливают профилированную биметаллическую законцовку, образуя консольное размещение внутреннего кольцевого выступа относительно внешних кромок кольцевых канавок (фиг. 1 и 2).
В отверстие профилированной законцовки трубы вводят механическую вальцовку (силовое воздействие ее роликов далее условно показано стрелками) и осуществляют первоначально раздачу законцовки по местоположению кольцевого выступа. Консольное же расположение кольцевого выступа относительно внешних кромок кольцевых канавок, а также наличие кольцевых конических переходных участков (жесткостей), полученных при профилировании концов трубы (условно затемнены), обуславливают изгибную деформацию (относительно точки 0) образующей калиброванного участка законцовки. Реализуется стадия заполнения объемов кольцевых канавок отверстия трубной решетки материалом трубы с формированием пластических шарниров относительно точки 0 (затемнены в виде треугольников). На завершающей стадии закрепления трубы в отверстии трубной решетки (фиг. 3) нагружению в осевом направлении подвергаются и стержни из алюминия. Следствием чего является раздача каждого стержня с формированием по их периметру силового поля, приводящего к дополнительному фиксированию трубы в отверстии трубной решетки.
Снятие деформирующего трубу усилия приводит к появлению остаточного давления на контактируемых поверхностях в сочетании с остаточным давлением между трубой и алюминиевыми стержнями, претерпевшими деформацию (фиг. 4).
Опытно-промышленная проверка предлагаемого способа прошла при закреплении теплообменных труб из стали 10 (с геометрическими исходными размерами 25•2,5 мм) с биметаллическими профилированными законцовками, содержащими стержни из алюминия марки АДО.
Предварительно концы теплообменных труб (после их соответствующей подготовки) калибровались на длине в 30 мм под диаметр отверстия в трубной решетке, равный 25,45 мм.
Далее калиброванные участки трубы (последовательно с обеих сторон) подвергались формообразующим операциям: обжим и раздача, приводящими к образованию внутреннего кольцевого выступа шириной 7 мм и внешним диаметром 23,85 мм. При этом ширина кольцевых конических участков (жесткостей) равнялась 2 мм.
Отверстия трубной решетки имели кольцевые канавки треугольного поперечного сечения с шириной основания в 6 мм и глубиной канавок, равной 0,4 мм.
В качестве протектора использовались стержни из алюминия с диаметром, равным 3 мм.
Штамповая оснастка для получения биметаллических законцовок изготавливалась из стали X12 М с твердостью после закалки HRC= 52-56 единиц и исполнительными размерами по 9-му квалитету точности.
Закрепление теплообменных труб с биметаллическими профилированными законцовками выполняли в отверстиях трубных решеток из стали 16ГС отечественными вальцовками на стенде фирмы "Индреско" (США).
Как показали проведенные испытания на прочность, плотность и коррозионную стойкость вальцовочных соединений, новая технология закрепления труб в трубных решетках, основанная на предлагаемом изобретении, соответствует требованиям производства в полном масштабе, не вызывая существенного удорожания трубных пучков теплообменных аппаратов.
Изобретение применимо при изготовлении и ремонте трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, энергетической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2205719C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2190492C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2208495C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177853C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |


Изобретение относится к обработке металлов давлением, в частности к процессам закрепления труб в трубных отверстиях теплообменных аппаратов с использованием эффекта локализованного направленного пластического течения материала трубы. Трубу устанавливают в трубное отверстие решетки, выполненное с кольцевыми канавками, фиксируют ее от возможного перемещения и закрепляют путем приложения к внутренней поверхности деформирующего усилия. Предварительно конец трубы профилируют с формированием на ее внутренней поверхности кольцевого выступа. Затем в стенке трубы по периметру кольцевого выступа выполняют не более трех равноудаленных одно от другого отверстий. Отверстия заполняют пластичным материалом в виде стержня. Установку трубы в трубное отверстие решетки осуществляют с консольным расположением кольцевого выступа относительно внешних кромок кольцевых канавок. В качестве пластичного материала может быть использован алюминий. В результате обеспечивается повышение прочности, плотности и коррозионной стойкости вальцовочных соединений, исключается коробление трубной решетки. 1 з.п. ф-лы, 4 ил.
| ТКАЧЕНКО Г.П., БРИФ В.М | |||
| Изготовление и ремонт кожухотрубчатой теплообменной аппаратуры | |||
| - М.: Машиностроение, 1980, с.31 и 32, 44-46, 90 | |||
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНОЙ РЕШЕТКЕ | 1995 |
|
RU2087231C1 |
| СОЕДИНЕНИЕ ТРУБНОЙ ДОСКИ С ЗАВАЛЬЦОВАННОЙ | 0 |
|
SU265060A1 |
| Способ соединения трубы с трубной решеткой | 1985 |
|
SU1323177A1 |
| US 4413395, 08.11.1983 | |||
| Многоканальный коммутатор | 1985 |
|
SU1285511A1 |
| СПОСОБ ДИАГНОСТИКИ УСТОЙЧИВОСТИ КРУПНОГО РОГАТОГО СКОТА К ВИРУСУ ЛЕЙКОЗА | 2010 |
|
RU2428485C1 |

