Изобретение относится к ремонту конических резьб, преимущественно замковых резьб бурильных труб для нефтяных и газовых скважин.
Цель изобретения - повышение производительности процесса ремонта конических резьб.
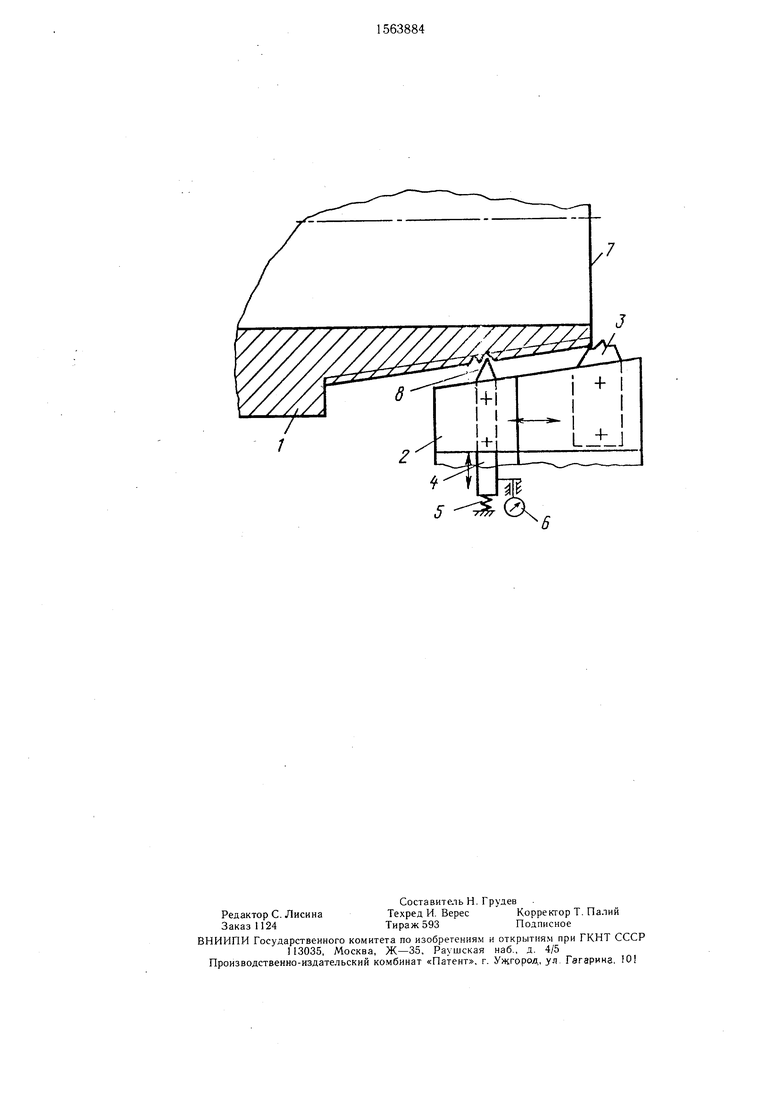
На чертеже представлена схема осуществления предлагаемого способа.
Способ осуществляют следующим образом.
На оправке станка перед резьбовым инструментом устанавливают на расстоянии, кратном шагу резьбы, измеритель высоты резьбы. Настройку осуществляют путем вращения изделия до попадания измерителя во впадину наиболее изношенного витка резьбы и производят перенарезание резьбы. Поскольку измеритель и режущий инструмент жестко связаны между собой и расположены на расстоянии, кратном шагу резьбы, обеспечивается самоустановка режущего инструмента в исходное положение, что позволяет определить необходимую величину слоя снимаемого металла для восстановления профиля изношенной резьбы.
Пример. Процесс ремонта бурильной трубы из алюминиевого сплава (труба Д16Т 147x11; ГОСТ 23786-79) в сборе с замком ЗЛ-172 (замки для легкосплавных бурильных труб, ТУ 26-02-72-78). В данном случае рассматривается ремонт изношенной замковой резьбы 3-147 ниппеля бурильного замка ЗЛ-172, выполненного из стали 40ХН. Трубу 1 устанавливают в шпиндель трубонарезного станка, например, 1Н983. На оправке 2 устанавливают профильный резьбовой резец 3 и измеритель высоты резьбы 4 с упругим элементом 5 и индикатором 6 часового типа (ИЧ-10, ГОСТ 577-68). Резьбовой резец 3 устанавливают на расстоянии 2-3 мм от торца 7 трубы, а измеритель высоты резьбы 4 - на расстоянии от резьбового резца, кратном шагу резьбы, так.
сл
оэ
со
оо
00 4
что вершина 8 измерителя резьбы, радиус закругления которой меньше радиуса впадины витка, находятся напротив наиболее изношенного витка. Так, для резьбы 3-147 наиболее изношенными витками ниппеля являются 7-8 витки. Включают вращение шпинделя с трубой и одновременно производят подачу измерителя к резьбе в поперечном направлении. При этом возможны три случая касания вершины измерителя 8 резьбовой поверхности: вершины витка; впадины витка; боковой поверхности витка. Вследствие расположения поверхности резьбы по винтовой линии, при последующем вращении трубы происходит перемещение вершины витка относительно измерителя высоты резьбы до его касания боковой поверхности профиля резьбы. За счет подпружинива- ния измеритечя происходит его перемещение относительно оси детали до попадания вершины измерителя в середину впадины. О том, что вершина измерителя находится в середине впадины, судят по изменениям показаний стрелки индикатора (меняется направление ее движения).
Определяют необходимую величину слоя снимаемого металла для восстановления профиля резьбы по зависимости
Дп2 Дп1- tv-h2,
где hi - высота профиля новой резьбы, мм; П2 - высота профиля резьбы наиболее
изношенного витка, мм; Ahi - величина износа наиболее изношенного витка, мм;
Ah - необходимая величина слоя снимаемого металла.
(Величинаtij. определяется как разница показаний индикатора при касании измерителем вершины и впадины наиболее изношенного витка резьбы).
Так, если высота профиля новой резьбы ,755, а высота профиля резьбы наиболее изношенного витка ,75 мм, необходимая величина слоя снимаемого металла равна.
0
5
0
,- ,755-2,75s 1 мм
В момент попадания вершины измерителя во впадину включается подача резца и производится нарезание резьбы до восстановления изношенного профиля за расчетное минимальное количество проходов. Так, при Ah2«l мм, минимальное число проходов на станке 1Н983 принимается равным 2.
При последующем вращении трубы обеспечивается перемещение наконечника по боковой поверхности витка до его выхода на вершину изношенной резьбы. Дальнейшее выполнение операции производится аналогично указанному.
При последующем вращении трубы, обеспечивается перемещение наконечника по боковой поверхности витка до его попадания в середину впадины. Дальнейшее выполнение операции производится аналогично указанному.
Использование предлагаемого способа по сравнению с известными способами позволяет устанавливать минимальное количество проходов, необходимое для восстановления профиля резьбы с разной степенью износа, что повышает производительность на 10- 15%, а также обеспечить ремонт конической резьбы на автоматическом и полуавтоматическом оборудовании с установкой режущего инструмента по впадине резьбы в автоматическом цикле.
Формула изобретения
Способ ремонта конических резьб, преимущественно замковых резьб бурильных труб, включающий ориентирование нарезного инструмента относительно впадины резьбы и ее перенарезку, отличающийся тем, что. с целью повышения производительности процесса путем уменьшения количества срезаемого металла, определяют впадину наиболее изношейного витка резьбы, а нарезной инструмент устанавливают от нее на расстоянии, кратном шагу резьбы.
/
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое соединение бурильной колонны | 2022 |
|
RU2796709C1 |
| ЗАМОК ДЛЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2669018C2 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| Способ упрочнения конических резьб | 1990 |
|
SU1722671A1 |
| Способ упрочнения конической резьбы | 1990 |
|
SU1750764A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ | 2002 |
|
RU2243874C2 |
| Сбалансированное резьбовое соединение бурильной колонны | 2022 |
|
RU2783935C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| ИНСТРУМЕНТ ДЛЯ ВОССТАНОВЛЕНИЯ КОНИЧЕСКИХ РЕЗЬБ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 1998 |
|
RU2141890C1 |
Изобретение относится к ремонту конических резьб, в частности к ремонту замковых резьб бурильных труб. Цель изобретения - повышение производительности процесса путем уменьшения количества срезаемого металла. На оправке станка устанавливают перед резьбовым инструментом на расстоянии, кратном шагу резьбы, измеритель высоты резьбы. Настройку резьбового инструмента в начальное положение относительно впадины резьбы осуществляют путем вращения изделия до попадания измерителя во впадину наиболее изношенного витка, ориентируя таким образом резьбонарезной инструмент относительно впадины наиболее изношенного витка. 1 ил.
5
(Л
| СПОСОБ РАЗГРУЗКИ ДВУХКОЛЕЙНОГО СЕКЦИОННОГО МЕХАНИЗИРОВАННОГО МОСТА С ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2111874C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Куйбышев: ВНИИТнефть, 1984. | |||
