Ю
СО 00 4
Изобретение относится к литейному производству, в частности к сбоке литейных форм с литейными стержнями.
Известен способ сборки литейныж форм с литейншли стержнями при гррлзонтально-стопочной формовке, включающий транспортировку стержня на позицию сборки и установку его в полуформу с помощью маски, расположение стержней в которой соответствует расположению их в форме CiJ.
Недостатком известного способа является ненадежность фиксации стержня в полуформе, так как смыкание полуформ производят после удаления маски из разъема формы, что приводит к перекосу стержня, выпадению его из полуформы и разрушению формы при смыкании полуформ.
Наиболее близким к изобретению является способ сборки литейных форм со стержнями, включающий установку стержня знаковой частью на Транспортирующий орган по центрирующему штырю, транспортировку стержня на позицию сборки форлы, извлечение центрирующего штыря из стержня, установку стержня в полуформу и смыкание полуформ r2J.
Недостатками данного способа являются сужение номенклатуры отливок из-за необходимости развитого знака стержня, а также отсутствие фиксации стержня при установке его в полуформу и смыкании полуформ, что приводит к перекосу стержня или разрушению формы.
Цель изобретения - расширение номенклатуры отливок и исключение перекоса стержня или разрушения формы.
I Поставленная цель достигается тем, что согласно способу сборки литейных форм,, включакядему установку стержня знаковой частью на транспортирующий орган по центрирующему штырю, транспортировку стержня на позицию сборки фор1«л, извлечение центрирующего штыря из стержня, установку стержня в полуформу и cKfaкание полуформ, транспортировку стержня на позицию сборки формы, установку и удержание его в полуформе при смыкании полуформ осуществляют с помощью центрирующего штыря, а извлечение штыря из стержня производят после смыкания полуформ.
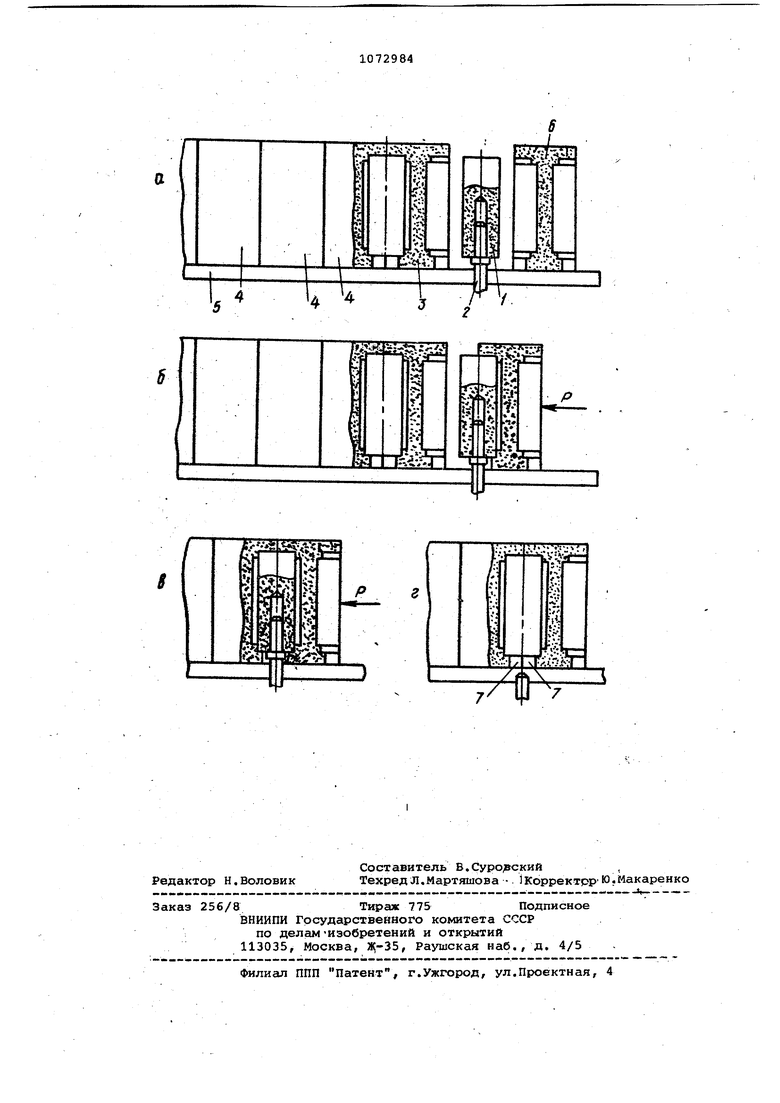
На чертеже представлена последовательность выполнения операций при
5 реализации способа сборки форм.
Стержень 1, насаженный на штьзрь 2, транспортируют на позицию сборки форм в разъем кежду последней полуформой 3 цепочки собранных форм 4, установленных на конвейер 5, и полу- формой 6, установленной для сборки на конвейер {«). Установку стержня в полуформу 6 осуществляют за счет перемещения полуформы в направя
5 лении стрелки (Р}. При дальнейшем перемещении полуформы 6 со стержнем, удерживаемым в полуформе с помощью штыря, в направлении стрелки R осуществляют смыкание полуформ и фиксацию стержня по знакам (в), после чего штырь 2 удаляют из формы через каналы 7, предусмотренные в полуформах (tj.
Надежная фиксация стержня при его установке в полуформу и при смыкании полуформ предотвращает перекос стержня и разрушение формы. Транспортировка стержня непосредственно на центрирующем штыре снижает требования к размерам стержневого знака и устойчивости стержня на нем, что позволяет расширить номенклатуру отливок, изготавливае1«ах предлагае мым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2030244C1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| КОКИЛЬ | 1989 |
|
RU2007262C1 |
| Способ сборки горизонтально-стопочных безопочных форм и устройство для его осуществления | 1985 |
|
SU1261740A1 |
| Песчаный стержень для литья в кокиль | 1987 |
|
SU1502159A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
СПОСОБ СБОРКИ ЛИТЕЙНЫХ ФОРМ ПРИ ГОРИЗОНТАЛЬНО-СТОЦОЧНОЙ БЕЗОПОЧВОЙ ФОРШВКБ, включающий установку стержня знаковой частью на трёшспор тируЕощий орган по центрирующему штырю, транспортировку стержня на позицию сборки формы, извлечение цейт рирушцего из.стержня, установку стержня в лаЛуформу и смыкание полуформ, о т л Д1 ч а ю щ и .и с я тем, что, с целью расширения ном нклатуры отливок я исключения перекоса стержня -lum разрушения, формы, трш спортировку стержня на позицию сборки формы, установку и удержание его в полуформе при смыксшии полуформ осуществляют с помсэдью центрирующего ШТ1ФЯ, а извлечение штыря из стержня производят после ci«iKaния полуформ. «
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для пристановКй стержней Диэа-матик, 1968 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патрон для укрепления поршневых колец при шлифовании одновременно обеих их торцевых поверхностей | 1930 |
|
SU28123A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
