Изобретение относится к области металлургии, а именно к способу производства аморфной ленты.
Известен способ производства аморфной ленты [1] , взятый в качестве прототипа. Способ включает подачу расплавленного металла под давлением через щелевое сопло на холодную поверхность барабана, вращающегося с заранее выбранной скоростью в интервале от 200 до 2000 оборотов в минуту, причем зазор между соплом и поверхностью барабана составляет от 0,03 до 1 мм, и закалку расплавленного металла в контакте с холодной поверхностью с целью затвердевания в непрерывную аморфную ленту. Способ предполагает, что расплав выдавливается через щелевое сопло с шириной щели от 0,3 до 1 мм под действием избыточного давления в плавильной камере, а для получения ленты заданной толщины заранее выбирается скорость вращения барабана, которая в процессе разливки остается постоянной.
Однако расположение плавильной камеры и щелевого сопла относительно поверхности барабана могут быть таковым (см. например, чертеж), что скорость истечения расплава из плавильной камеры изменяется в процессе разливки, если не поддерживать постоянный уровень расплава в плавильной камере. В этом случае для того, чтобы получить ленту заданной толщины необходимо непрерывно снижать скорость вращения барабана в процессе разливки.
Кроме того, при достаточно большой массе расплава, или точнее при большой высоте столба расплава, последний вытекает через щель сопла без избыточного давления газа в плавильной камере.
Расплав вытекает через щель до тех пор, пока силы поверхностного натяжения расплава не захлопнут лужу расплава в щели сопла. Следовательно, при некоторой высоте столба расплава обязательно необходимо создавать избыточное давление в плавильной камере, чтобы обеспечить непрерывность процесса разливки. Момент начала подачи избыточного давления зависит от физических свойств расплава, высоты столба расплава, ширины щели сопла, величины зазора между соплом и поверхностью барабана. В этот момент предпочтительно зафиксировать скорость вращения барабана, а процесс разливки продолжать за счет регулирования давления.
Характер зависимости скорости вращения барабана или давления в плавильной камере от времени определяется формой емкости, в которой находится расплав. Если емкость плавильной камеры имеет постоянное поперечное сечение по всей своей высоте, то скорость вращения барабана должна снижаться по линейному закону. Это же относится к зависимости давления от времени, которое должно расти по линейному закону. При этом предполагается, что зазор между поверхностью барабана и соплом имеет постоянную величину в течение всей разливки.
Таким образом, предлагается способ производства аморфной ленты заданной толщины включающий расплавление сплава в плавильной камере, выпуск расплава через сопло с одним или несколькими отверстиями на холодную поверхность вращающегося барабана с расстоянием между соплом и поверхностью барабана от 0,03 до 1 мм и затвердевание расплава в контакте с холодной поверхностью барабана, отличающийся тем, что процесс разливки производится в два этапа, причем на начальном этапе избыточное давление в плавильной камере не создается и скорость вращения барабана непрерывно снижается, а на конечном этапе избыточное давление в плавильной камере непрерывно увеличивается при постоянной скорости вращения барабана.
Чертеж. Поперечное сечение устройства для производства аморфной ленты: p - избыточное давление в плавильной камере, v - скорость вращения барабана, 1 - расплав, 2 - плавильная камера, 3 - поверхность холодного барабана, 4 - индуктор, 5 - щель сопла, 6 - аморфная лента.
Аморфную ленту шириной 20 мм получали на установке типа "Сириус" с расположением плавильной камеры и щелевого сопла над вращающимся барабаном. Внутренний диаметр плавильной камеры 0,19 мм, сопло имеет щель прямоугольной формы размером 20х0,6 мм. Зазор между соплом и поверхностью барабана составлял 0,2 мм. Слитки сплава Fe77Ni1Si9B13 массой 50, 40, 30 и 20 кг расплавляли и нагревали до температуры разливки в плавильной камере установки. Соответствующая этим массам начальная скорость вращения барабана составляла 1000, 910, 810 и 720 об/мин. Скорость вращения барабана в процессе разливки снижалась по линейному закону на 90 об/мин за 1 минуту, а избыточное давление в плавильной камере не создавалось.
Скорость вращения барабана фиксировалась в момент, когда в плавильной камере оставалось 10 кг сплава. В этот момент скорость вращения барабана снижалась до 610-630 об/мин. Далее в плавильную камеру подавали защитный газ под давлением, которое нарастало по линейному закону - 0,06 атмосфер за 1 минуту. После получения ленты измеряли толщину ленты вдоль всей длины. Результаты измерения составили 31±2 мкм.
Источники информации
1. Патент США 4221257 (1980).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНЫХ И НАНОКРИСТАЛЛИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ЛЕНТ СКОРОСТНОЙ ЗАКАЛКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2374033C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА БЫСТРОЗАКАЛЕННОЙ ЛЕНТЫ | 1991 |
|
RU2030956C1 |
| Способ получения тонких микрокристаллических широких лент из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава | 2021 |
|
RU2790333C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2417859C2 |
| Способ производства аморфной ленты | 1989 |
|
SU1682034A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ ПРОИЗВОДСТВА ЛИТЫХ ПОСТОЯННЫХ МАГНИТОВ | 2005 |
|
RU2323268C2 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВЫХ КАТАЛИЗАТОРОВ РЕНЕЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ НИКЕЛЕВЫЕ КАТАЛИЗАТОРЫ РЕНЕЯ, ИХ ПРИМЕНЕНИЕ ДЛЯ ПОЛУЧЕНИЯ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ И СПОСОБ ГИДРИРОВАНИЯ ОРГАНИЧЕСКИХ НИТРОСОЕДИНЕНИЙ | 2004 |
|
RU2352392C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕДИ ПИРОМЕТАЛЛУРГИЧЕСКИМ МЕТОДОМ | 1997 |
|
RU2116366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАВЛЕНОГО ЦЕМЕНТНОГО КЛИНКЕРА | 2000 |
|
RU2196116C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ КОНТАКТА КИСЛОРОДА С МЕТАЛЛИЧЕСКИМ РАСПЛАВОМ | 1998 |
|
RU2195385C2 |
Изобретение относится к области металлургии, а именно к способу производства аморфной ленты. Способ производства аморфной ленты заданной толщины включающий плавление сплава в плавильной камере, выпуск расплава через сопло на холодную поверхность вращающегося барабана при изменении давления расплава и газа в камере и затвердевание расплава в контакте с холодной поверхностью барабана, при этом выпуск расплава производят в два этапа, причем на начальном этапе избыточное давление в плавильной камере не создается и скорость вращения барабана непрерывно снижается, а на конечном этапе избыточное давление в плавильной камере непрерывно увеличивается при постоянной скорости вращения барабана. Технический результат - повышение точности толщины полученной аморфной ленты и улучшение качества поверхности. 2 з.п. ф-лы, 1 ил.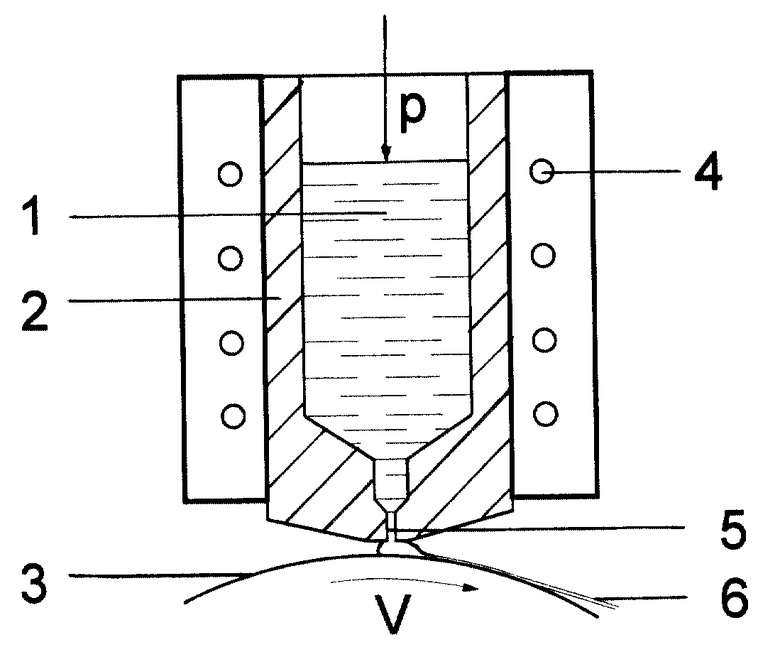
| Способ получения металлических лент из расплава | 1986 |
|
SU1448505A1 |
| Устройство для захвата и намотки быстрозакаленной ленты | 1988 |
|
SU1570839A1 |
| US 4221257, 09.09.1980 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1993 |
|
RU2118583C1 |

