Изобретение относится к металлургии, в частности к технологии производства аморфных, сплавов.
По условиям эксплуатации аморфных сплавов от них требуется улучшенная пластичность и магнитные свойства, высокая температура кристаллизации.
Целью изобретения является увеличение выхода годной аморфной ленты, улучшение ее механических и магнитных свойств за счет повышения температуры кристаллизации.
Изобретение распространяется на все аморфные сплавы, производимые на крупных одновалковых машинах. Температура нагрева и разливки оценивается по результатам измерения политерм кинематической вязкости сплавов, выплавляемых по однотипной технологии.
Пример 1. Сплав состава РеаВь5цС 4, где Ъ 10-Й, с 3,5- 5,0, d 1,5-2,5 ат.%, а 100-d-b-c, нагревали и выдерживали при указан- . ной температуре не более 3 мин, а затем разливали на водоохлаждаемый барабан.
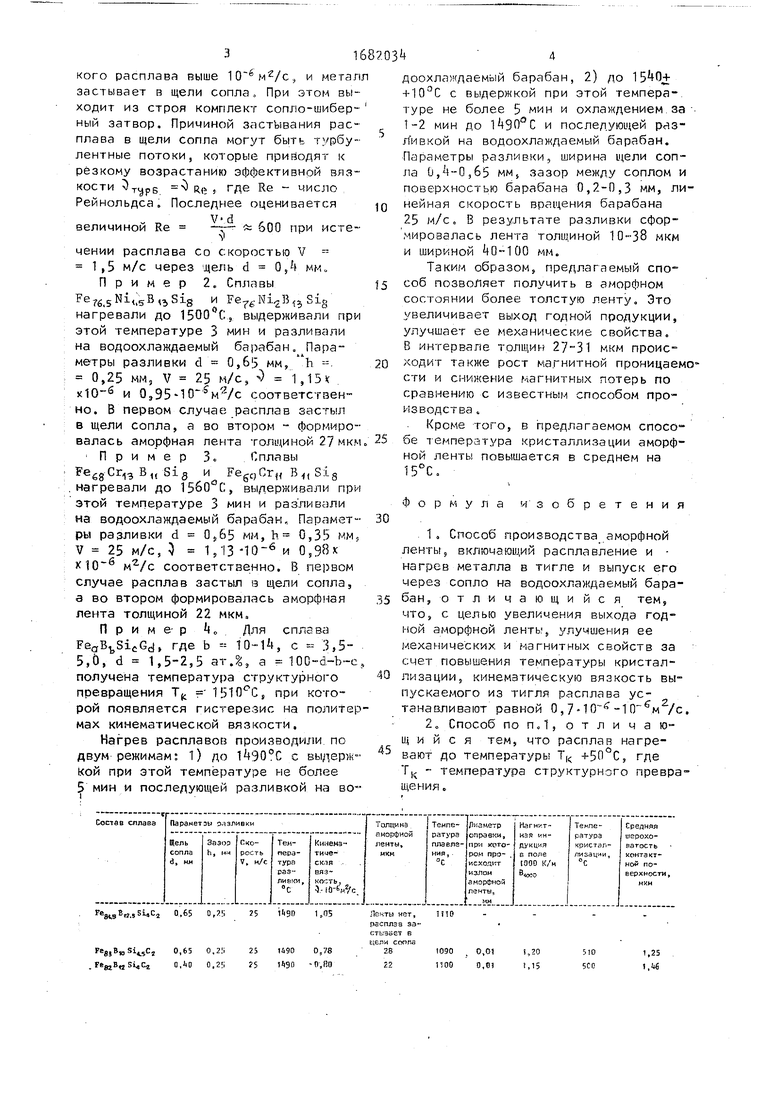
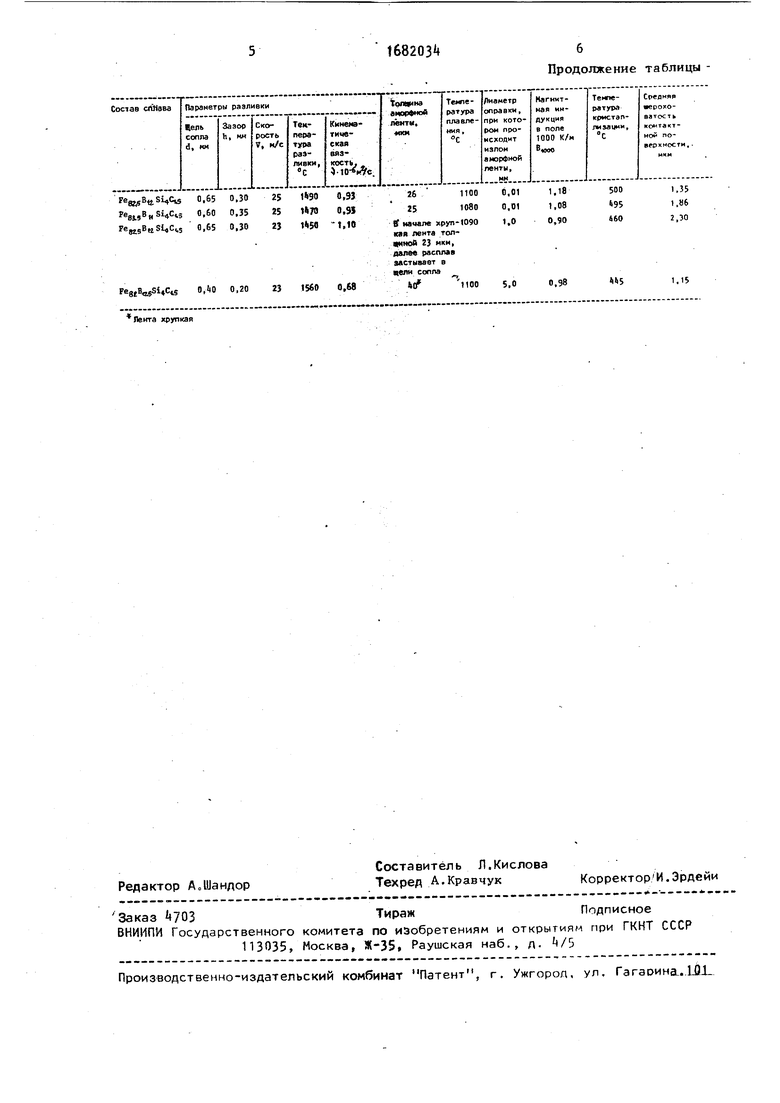
Химический состав сплавов, параметры разливки и ее результаты представлены в таблице.4
Из таблицы следует, что аморфная лента стабильно формируется для расплавов с кинематической вязкостью 0,7 10 -10 6м2/с. При чрезмерно высокой текучести расплава получается толстая и хрупкая лента.
Согласно прототипу температура 1 разливки для сплава не превышает . Кинематическая вязкость тавеличиной Re
600 при истекого расплава выше , и метал застывает в щели сопла. При этом выходит из строя комплект сопло-шиберный затвор. Причиной застывания расплава в щели сопла могут быть турбулентные потоки, которые прийодят к резкому возрастанию эффективной вязкости туре - Re гДе RS число Рейнольдса. Последнее оценивается V-d
}
чении расплава со скоростью V 1,5 м/с через щель d 0,4 мм. Пример 2. Сплавы
Fe76.5 Sis и Fer sNi2B15Si8 нагревали до 1500 С, выдерживали при этой температуре 3 мин и разливали на водоохлаждаемый барабан. Параметры разливки d 0,65 мм, п 0,25 мм, V 25 м/с, ч 1,15 к . и 0,95 10 бм2/с соответственно. В первом случае расплав застыл в щели сопла, а во втором - формировалась аморфная лента толщиной 27 мкм
Пример 3.Сплавы
FeggCr13 В„ Si3 и FegqCr,f нагревали до 15&0°С, выдерживали при этой температуре 3 мин и разливали на водоохлаждаемый барабан. Параметры разливки d 0,65 мм, Ъ. 0,35 мм, V 25 м/с, 3 1,13 Ю-6 и 0,98s мг/с соответственно. В первом случае расплав застыл в щели сопла, а во втором формировалась аморфная лента толщиной 22 мкм.
Пример 4„ Для сплава FeaB SiuGd, где Ъ 10-14, с - 3,5- 5,0, d 1,5-2,5 ат.З, а 100-d-b-c получена температура структурного превращения Т(, 15Ю°С, при которой появляется гистерезис на политермах кинематической вязкости.
Нагрев расплавов производили по двум режимам: 1) до 1490°С с выдержкой при этой температуре не более 5 мин и последующей разливкой на во
5
доохлаждаемый барабан, 2} до 1540+ +10°С с выдержкой при этой температуре не более 5 мин и охлаждением за 1-2 мин до 1490°С и последующей разбивкой на водоохлаждаемый барабан. Параметры разливки, ширина щели сопла 0,4-0,65 мм, зазор между соплом и поверхностью барабана 0,2-0,3 мм, линейная скорость вращения барабана 25 м/с. В результате разливки сфор- мировалась лента толщиной 10-38 мкм и шириной 40-100 мм.
Таким образом, предлагаемый способ позволяет получить в аморфном состоянии более толстую ленту. Это увеличивает выход годной продукции, улучшает ее механические свойства. В интервале толщин 27-31 мкм происходит также рост магнитной проницаемости и снижение магнитных потерь по сравнению с известным способом производства .
Кроме того, в предлагаемом способе температура кристаллизации аморфной ленты повышается в среднем на 15°С.
Формула изобретения
1,Способ производства аморфной ленты, включающий расплавление и нагрев металла в тигле и выпуск его через сопло на водоохлаждаемый бара5 бан, отличающийся тем, что, с целью увеличения выхода годной аморфной ленты, улучшения ее механических и магнитных свойств за счет повышения температуры кристаллизации, кинематическую вязкость выпускаемого из тигля расплава устанавливают равной 0,7-Ю /с.
2.Способ поп.1,отличаю- щ и и с я тем, что расплав нагревают до температуры Т +50°С, где TK - температура структурного превращения .
0
5
0
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения и намотки быстрозакаленной ленты и устройство для его осуществления | 1988 |
|
SU1675032A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ АМОРФНОГО СПЛАВА | 1988 |
|
SU1577169A1 |
| СПОСОБ ПРОИЗВОДСТВА АМОРФНОЙ ЛЕНТЫ | 2000 |
|
RU2191658C2 |
| ВЫСОКОИНДУКЦИОННЫЙ АМОРФНЫЙ СПЛАВ С НИЗКИМИ ЭЛЕКТРОМАГНИТНЫМИ ПОТЕРЯМИ, ПОЛУЧЕННЫЙ РАЗЛИВКОЙ В ЛЕНТУ | 2010 |
|
RU2434970C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИСХОДНОГО СПЛАВА ДЛЯ ПРОИЗВОДСТВА АМОРФНЫХ ЛЕНТ | 2004 |
|
RU2260070C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151662C1 |
| Способ получения металлического порошка извлечением из расплава | 1983 |
|
SU1135555A1 |
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНОЙ ЛЕНТЫ | 1989 |
|
SU1775929A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ НИКЕЛЬ-МОЛИБДЕН | 2003 |
|
RU2236478C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2417859C2 |
Fe8WE«.Si«C ° 65 ° 2525l l901 OS
0,65 0,25 0,АО 0,25
25 5
1490 Й90
0,78 -0,BO
Продолжение таблицы
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
