Изобретение относится к способу получения полос из кремнистой стали с ориентированной зернистой структурой, а более конкретно, к способу, который позволяет оптимизировать получение обычного типа полос из кремнистой стали с ориентированной зернистой структурой за счет соответствующего синергического сочетания между конкретным выбором состава некоторых элементов и соответствующими видами обработки, позволяющей регулировать присутствие и тип ингибиторов и, следовательно, размер зерен после первичной рекристаллизации, а также режимы вторичной рекристаллизации.
Полосы из кремнистой стали используют в основном для производства трансформаторных сердечников.
Кремнистая сталь состоит из множества прилегающих друг к другу зерен, имеющих кубическую объемно-центрированную решетку, где оси, соответствующие углам куба, кристаллографически обозначаемые [100], определяют направления легкого намагничивания.
Дано:
(i) конструкция трансформаторных сердечников, состоящая из стопок магнитных пластин, изготовленных из полосы кремнистой стали, нарезанной параллельно длине катаной полосы, и расположенных так, чтобы образовать тор, и
(ii) рабочая схема самих трансформаторов, в которых прохождение тока в первичной обмотке индуцирует магнитный поток в сердечнике, который распространяется по самому сердечнику,
доказано, что работа, необходимая для распространения магнитного потока, является функцией сопротивления, которое ему препятствует, и, таким образом, очевидно, что оси [100] должны быть параллельны направлению прокатки полосы, а следовательно, ее длине. Кроме того, ясно, что нельзя получить все зерна, ориентированные точно в оптимальном направлении, описанном выше, и, следовательно, нужно приложить много усилий, чтобы снизить степень разориентации зерен.
Помимо этого, необходимо поддерживать количество и размер таких зерен в определенных пределах, которые хорошо известны специалисту в данной области.
Только с учетом этих основных условий можно получить материал, имеющий хорошие магнитные свойства, к которым относятся магнитная проницаемость, выражаемая как плотность магнитного потока, возбуждаемого в сердечнике магнитным полем данной величины, и рассеяние энергии в процессе работы, которое обычно относят к потерям сердечника при данной частоте и проницаемости и выражают в Вт/кг.
Правильную ориентацию зерен в готовом продукте получают в процессе термической обработки, называемой вторичным рекристаллизационным отжигом, при котором возможен рост только тех кристаллов, которые имеют нужную ориентацию. Количество и ориентация полученных зерен зависит в определенной степени от соответствующих исходных показателей.
Процесс роста зерен активируется нагревом и тем фактом, что определенные кристаллы, которые по кинетическим и энергетическим причинам являются более "возбужденными", чем другие, начинают расти за счет соседних кристаллов, при температуре, ниже той, при которой другие кристаллы активируются, значительно раньше достигая, таким образом, размера кристаллов, который позволяет им доминировать в процессе роста.
Однако хорошо известно, что процесс изготовления полос из стали с ориентированной структурой включает несколько циклов нагрева при высокой температуре, при этом в ходе некоторых из циклов может начаться рост зерен, который, если рост происходит не в должном направлении или не за соответствующее время, не может обеспечить достижения нужных конечных результатов.
Вторичную рекристаллизацию регулируют с помощью некоторых соединений, например сульфида марганца, селенида марганца, нитрида алюминия и т.п., которые, если их соответствующим образом вводят в сталь, замедляют рост зерен до тех пор, пока сами не растворятся, способствуя тем самым инициированию вторичной рекристаллизации. Чем выше температура растворения этих соединений (называемых также ингибиторами), тем выше их способность регулировать рост зерен и тем лучше качество готовой продукции. Кремнистую сталь с ориентированными зернами для электротехнических областей применения, как правило, разделяют на две категории, отличающиеся в основном уровнями величины магнитной индукции, выражаемой в мТ и измененной под действием магнитного поля, имеющего величину 800 А-виток/м, обозначаемую кодом В800: на категорию обычной кремнистой стали с ориентированными зернами так называемой OG с величинами В800 приблизительно до 1880 мТ, и на категорию кремнистой стали с суперориентированными зернами с величиной В800 свыше 1900 мТ.
В обычной кремнистой стали с ориентированными зернами, разработанной в тридцатые годы, в качестве ингибиторов используют в основном сульфиды и/или селениды марганца, тогда как в кремнистой стали с суперориентированными зернами используют в основном нитриды на основе алюминия, содержащие также другие элементы, такие как кремний. Ради упрощения в данном описании на эти ингибиторы ссылаются как на алюминиевые нитриды.
Использование нитридов алюминия позволяет достичь очень высоких результатов, однако может вызвать также некоторые производственные проблемы в большой степени по следующим причинам:
- повышенного содержания углерода;
- повышенной степени обжатия при холодной прокатке;
- принятие необходимых мер для сохранения, от фазы горячей прокатки до фазы вторичного рекристаллизационного отжига, оптимальных размеров и распределения одновременно двух типов ингибиторов, а именно сульфидов и нитридов алюминия, для достижения желаемых результатов.
Кроме того, при производстве обычной кремнистой стали с ориентированными зернами возникают трудности при регулировании размера и распределения ингибиторов, даже при менее экстремальных уровнях, чем в случае высококачественной продукции.
Однако получение высококачественной кремнистой стали с ориентированной зернистой структурой является сложным и дорогостоящим, и очевидно, что необходимо с особенной тщательностью использовать все возможные технологии для снижения производственных расходов.
Поэтому при производстве полос из обычной кремнистой стали с ориентированными зернами алюминий не используют, поскольку его считают элементом, который неблагоприятно влияет на магнитные свойства продукта из-за образования нежелательных выделений оксидов и из-за того, что сложности его ввода в процесс увеличивают расходы на обработку до абсолютно неприемлемых размеров.
Заявитель, который является одним из ведущих в Европе производителей сталей для электротехнических применений, поскольку долгое время изучал технические решения, направленные на оптимизацию производства и качество кремнистых сталей с ориентированными зернами, как в категории сталей с суперориентированными зернами, так и в категории обычных кремнистых сталей с ориентированной зернистой структурой. В частности, для последнего типа продукции заявитель изучал способы устранения, или в крайнем случае уменьшения критических аспектов процесса производства.
В известных способах, по которым кремнистую сталь получают непрерывной разливкой с образованием тонких плоских блюмов, как правило, имеющих толщину 40 - 70 мм, с получением при затвердевании благоприятной структуры, в которой преобладают так называемые однонаправленные зерна мелкого размера и структура с мелкими и хорошо распределенными зернами второй фазы, а именно, выделениями, которые замедляют рост зерен. Кроме того, была предложена концепция, которая впервые описана в нескольких патентах Японии, согласно которой можно полностью игнорировать необходимость получения мелких и хорошо распределенных выделений, начиная от исходных фаз процесса; наоборот, выделения, получаемые в процессе затвердевания стали, должны оставаться как можно более грубыми, в то время как для регулирования необходимых выделений наиболее благоприятен процесс вторичной рекристаллизации, происходящей в ходе этапа медленного нагрева, предшествующей вышеупомянутой вторичной рекристаллизации.
Заявитель данного изобретения, однако, отмечает в этом отношении, что в ходе большей части процесса необходимо продолжать тщательное регулирование для предотвращения неконтролируемого роста зерен вследствие того, что практически отсутствуют подходящие ингибиторы. Поэтому заявитель вводит радикальное новшество, состоящее в том, что в ходе нагрева слябов достигается температура, которая необходима для растворения ограниченного, но значительного количества ингибитора, который насущно необходим для получения возможности осуществлять различные термические обработки, которые подлежат выполнению без особого регулирования, и нового ингибитора, который образуется посредством использования специальных видов обработок, которые проще и точнее, чем известные в данной области техники.
Технический результат настоящего изобретения состоит в обеспечении возможности использования вышеупомянутых концепций при изготовлении листа из обычных кремнистых сталей с ориентированной зернистой структурой, рационализации производственного цикла и оптимизации качества продукции.
Согласно изобретению используют соответствующую комбинацию взаимосвязи между конкретным выбором диапазонов состава некоторых элементов и соответствующими термическими обработками для того, чтобы регулировать присутствие и тип ингибиторов и тем самым размер зерна после первичной рекристаллизации, а также условия вторичной рекристаллизации.
В частности, настоящее изобретение относится к способу получения полос из кремнистой стали с ориентированной зернистой структурой, по которому сталь, имеющую нужный состав, получают в расплавленном состоянии, из которой непрерывной отливкой получают слябы, которые направляют после промежуточного нагрева до высокой температуры в отдел горячей прокатки, а затем подвергают горячей прокатке для получения полосы нужной толщины, причем полосу сматывают в рулон, а впоследствии рулоны разматывают и подвергают холодной прокатке до нужной конечной толщины, при этом полученную таким образом холоднокатаную полосу затем подвергают завершающим этапам обработки, которые включают первичный рекристаллизационный отжиг и вторичный рекристаллизационный отжиг, причем упомянутый способ отличается комбинацией следующих взаимосвязанных операций:
а) непрерывной отливки слябов, имеющих следующий состав: 2,5 - 3,5 мас.% Si; 0,005 - 0,05 мас.% С; 0,025 - 0,045 мас.% А1раств.; менее 0,012 мас.% N; 0,05 - 0,3 мас.% Сu и 0,05 - 0,15 мас.% Sn, остальное железо и минимальное количество примесей.
b) нагрева слябов до температуры от 1200 до 1320oС;
c) горячей прокатки слябов, нагретых, как описано выше, до толщины от 1,8 до 2,5 мм при гарантированном времени выдержки на воздухе полосы, поступающей из последней прокатной клети, по меньшей мере 4 с при температуре от 1000 до 900oС, и смотки полосы при температуре 550 - 700oС;
d) холодной прокатки полосы за один проход до конечной толщины;
e) выполнения непрерывного обезуглероживающего отжига во влажной азотно-водородной атмосфере при температуре от 850 до 950oС в течение периода времени от 20 до 150 с, а после этого выполнения снова непрерывного азотирующего отжига при температуре от 900 до 1050oС в азотно-водородной атмосфере, содержащей NН3 в количестве 1-35, предпочтительно 1-9 стандартных литров на 1 кг полосы, и содержащей 0,5 - 100 г/м3 водяного пара. Предпочтительно в состав стали входит 0,01 - 0,03 мас.% С; 0,03 - 0,035 мас.% A1pacтв. и 0,06 - 0,009 мас.% N.
Нагрев полосы в процессе последующей вторичной рекристаллизации в температурном интервале от 700 до 1200oС выполняют за период времени по меньшей мере 2 ч, предпочтительно от 2 до 10 ч.
Важно отметить, что способ согласно изобретению позволяет не регулировать с особой строгостью содержание микроэлементов, тем самым позволяя использовать меньше дорогостоящих сырьевых материалов. В частности, согласно изобретению могут присутствовать такие элементы, как хром, никель и молибден, в суммарном количестве, не превышающем 0,35 мас.%.
Температура нагрева составляет предпочтительно от 1250 до 1300oС. Кроме того, горячекатаную стальную полосу охлаждают водой спустя 4 - 12 с после ее выхода из последней прокатной клети.
Настоящее изобретение далее иллюстрируется несколькими примерами, которые, однако, являются всего лишь иллюстрациями и не ограничивают возможностей и областей применения самого изобретения.
Пример 1
Слябы, имеющие следующий состав:
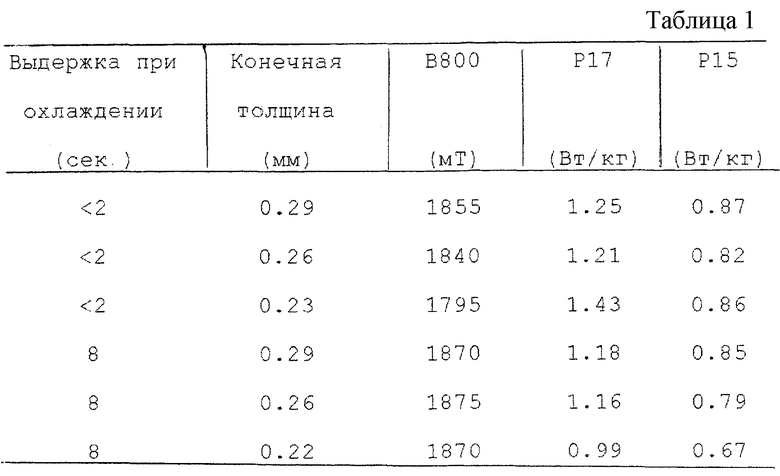
3,12 мас.% Si; 0,045 мас.% С; 0,073 мас.% Мn; 0,008 мас.% S; 0,032 мас.% A1pacтв.; 0,0082 мас.% N; 0,1 мас.% Сu; 0,053 мас.% Sn; 0,02 мас.% Сr; 0,01 мас.% Мo; 0,04 мас.% Ni; 0,01 мас.% Р; 0,002 Ti, остальное - железо и минимальное количество примесей, нагрели до температуры 1260oС, а затем подвергли горячей прокатке до толщины 2,2 мм.
Одну половину полос подвергли охлаждению в воде спустя по меньшей мере 2 с после их выхода из чистовой прокатной клети, в то время как остальные полосы подвергли медленному охлаждению спустя приблизительно 8 с после их выхода из последней чистовой прокатной клети. Температуру охлаждения полос в каждом случае поддерживали в диапазоне 650 - 670oС.
Горячекатаные полосы сначала подвергли пескоструйной обработке и травлению, а затем холодной прокатке до толщины от 0,30 до 0,23 мм. После этого их подвергли непрерывному обезуглероживающему отжигу в течение 90 с при 800oС в азотно-водородной атмосфере с температурой точки росы 68oС, вслед за чем азотирующему отжигу в течение 15 с при 960oС в азотно-водородной атмосфере, содержащей NH3, с температурой точки росы 15oС, с целью введения в полосы азота в количестве 0,008 - 0,014 мас.% в зависимости от толщины.
Полученные таким образом полосы покрыли разделительным слоем на основе МgО против слипания при отжиге и смотали в рулон; затем их подвергли отжигу в садочной печи при скорости нагрева выше, чем 40oС/ч вплоть до 700oС, оставили для выдержки в течение 15 ч при этой температуре, а затем нагрели до 1200oС со скоростью нагрева 30oС/ч и, наконец, охладили на воздухе.
В табл. 1 приведены полученные результаты.
Пример 2
Получили несколько отливок, имеющих различные составы, как показано в табл. 2.
Слябы нагрели до 1250oC, подвергли обжатию до 40 мм и горячей прокатке до 2,2-2,3 мм. Затем полосы подвергли холодной прокатке до толщины 0,26 мм. Холоднокатаные полосы после этого подвергли обезуглероживанию при 870oC и азотированию при 1000oC. Цикл завершили покрытием полосы против слипания при отжиге разделительным слоем на основе MgO, подвергли завершающему стабилизирующему отжигу с быстрым нагревом до 700oC, выдержали в течение 10 ч, нагрели до 1210oC со скоростью 40oC/ч в атмосфере азота с 30% водорода, выдержали в течение 15 ч в чистом водороде и, наконец, охладили. Полученные результаты приведены в таблице 3.
Пример 3
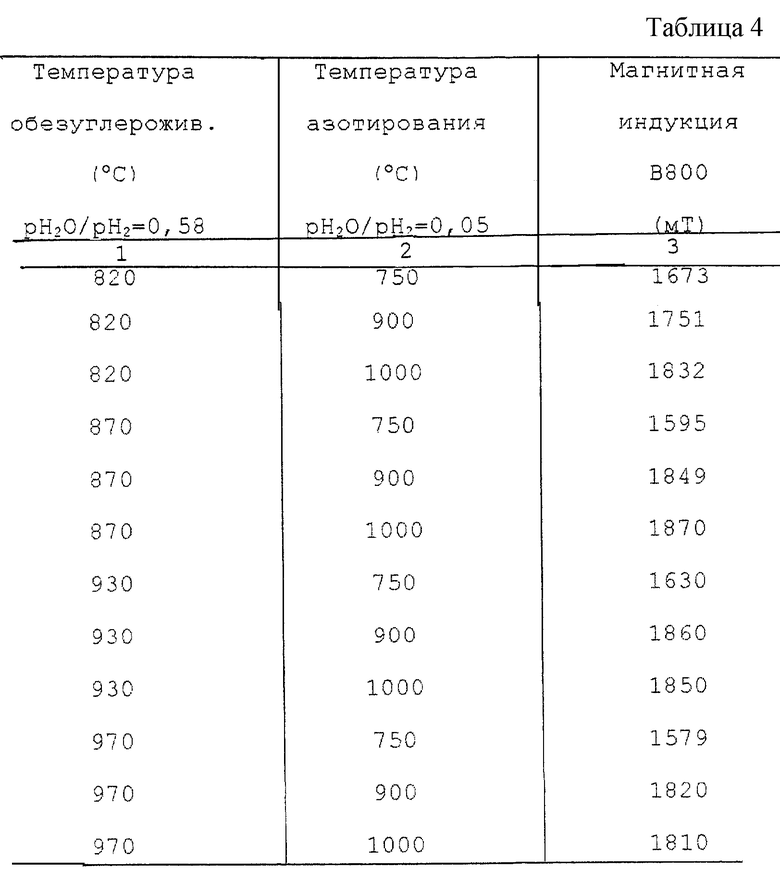
Отливку, имеющую состав 3,25 мас.% Si, 0,01 мас.% C; 0,085 мас.% Mn; 0.007 мас.% S, 0,15 мас.% CU; 0,031 мас.% Alраств; 0,12 мас.% Cr+Ni+Mo, подвергли горячей прокатке, как в примере 1, и охлаждению полученных в результате полос, спустя 8 секунд с момента, когда полосы вышли из чистовой прокатной клети. Затем полосы подвергли холодной прокатке до толщины 0,22 мм.
Одну из полос после обезуглероживания и азотирования испытали при различных режимах; билы выполнены измерения, полученные после статического отжига при быстром подъеме температуры до 650oC, 15-часовой выдержки, дальнейшего нагрева до 1200oC со скоростью 100oC/ч в атмосфере азота с 25% водорода, 20-часовой выдержки в водороде и охлаждения.
Условия испытаний и результаты приведены в таблице 4.
Остальные полосы были обработаны в соответствии со следующим циклом: (i) непрерывное обезуглероживание в течение 100 с при 870oC в атмосфере азота с 25% водорода, с температурой точки росы 41oC, и (ii) непрерывное азотирование в течение 20 с при различных концентрациях NH3 и температурой точки росы 10oC.
Полученные результаты после покрытия разделительным слоем на основе MgO против слипания при отжиге и отдига в садочной печи приведены ниже в таблице 5.



Изобретение относится к получению полос из кремнистой стали с ориентированной зернистой структурой за счет соответствующего синергитического сочетания конкретного выбора состава стали и соответствующего вида обработки. Техническим результатом изобретения является обеспечение возможности рационализации производственного цикла и оптимизации качества продукции. Для достижения технического результата сляб, полученный непрерывной разливкой стали, имеющей состав, мас.%: 3,12 - Si; 0,045 - C; 0,073 - Mn; 0,008 - S; 0,032 - Alраств; 0,0082 - N; 0,1 - Cu; 0,053 - Sn; 0,02 - Cr; 0,01 - Mo; 0,04 - Ni; 0,01 - P; 0,002 - Ti; остальное - железо и неизбежные примеси, нагревают до 1260oС, прокатывают до толщины 2,2 мм и охлаждают до 650oС. Полученную полосу подвергают пескоструйной обработке и травлению, а затем холодной прокатке до толщины 0,23 мм. После этого в непрерывном режиме проводят обезуглероживающий отжиг в азотно-водородной атмосфере и азотирующий отжиг. Полосу покрывают разделительным слоем на основе MgO против слипания при отжиге и сматывают в рулон, затем отжигают при 1200oС и охлаждают на воздухе. 7 з.п. ф-лы, 5 табл.
| КОНВЕЙЕР ДЛЯ СЫПУЧИХ И ПЫЛЕВИДНЫХ МАТЕРИАЛОВ | 0 |
|
SU339474A1 |
| US 4623406, 18.11.1986 | |||
| Способ изготовления электромагнитной кремнистой стали | 1977 |
|
SU1075985A3 |
| СПОСОБ ПРОИЗВОДСТВА ТРАНСФОРМАТОРНОЙ СТАЛИ | 1991 |
|
RU2017837C1 |

