Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей из трубчатых заготовок.
Известно устройство для изготовления деталей из трубчатых заготовок эластичным инструментом (см. Е.А.Попов, В.Г.Ковалев, И.Н.Шубин «Технология и автоматизация листовой штамповки», М., Издательство МГТУ им. Н.Э.Баумана, 2000 г., стр.271, рис.6.17). Недостатками такого устройства является недостаточная стойкость эластичного инструмента при разнонаправленных радиальных деформациях, низкая производительность процесса штамповки.
Известно устройство для раздачи трубы, в котором на матрицу в осевом направлении подается трубчатая заготовка и происходит радиальная деформация при ее осевой подаче (см. В.Т.Мещерин, атлас схем, М., Машиностроение, 1975 г., стр.113, рис.299). Недостатком этого устройства является невозможность получения внутренних выступов в трубчатой детали сложной формы и необходимость последующей калибровки для получения наружных элементов, например плоских поверхностей.
Известен штамп для формовки внутренних выступов в трубчатой детали (см. авт.св. №1117102, кл. В21D 22/02, опубл. 23.11.82 г.), содержащий неподвижную плиту, на которой установлены матрица, на рабочей поверхности которой имеются выемки, и ползушки, рабочая поверхность которых соответствует конфигурации формуемых элементов, а также подвижную плиту, несущую клинья, установленные с возможностью взаимодействия с ползушками. Недостатками штампа являются невысокая точность изготовления деталей, так как в формообразовании выступов задействовано большое количество взаимодействующих между собой деталей штампа, каждая из которых имеет допуск на изготовление и допуск на износ, а поскольку движение секторов матрицы происходит по радиусу, то перемещения в нижней части секторов будут меньше, чем в верхней части, и формуемые элементы будут непараллельны, к тому же сложность конструкции матрицы ограничивает использование штампа при изготовлении мелких деталей, так как при нагрузках секторы матрицы малых размеров будут иметь низкую стойкость к разрушению.
Известен штамп для формовки выступов в трубчатой детали (см. патент РФ 2223160, МПК В21D 22/02, от 13.02.2002), содержащий неподвижную плиту, на которой установлены матрица с выемками и выступами, соответствующими конфигурации формуемых элементов детали, и ползушки, рабочая поверхность которых соответствует конфигурации формуемых элементов, а также подвижную плиту с конусом.
Недостатками штампа являются узкий диапазон исполнительных размеров изготавливаемых деталей, а также недостаточная точность формовки деталей из трубчатых заготовок из-за невозможности подстройки размеров выемок и выступов.
Эти недостатки устранены в штампе для формовки выступов в трубчатой детали (см. патент 2291015, МПК7 В21D 22/02, от 13.10.2004), содержащем неподвижную плиту, на которой установлены матрица с выемками и выступами, соответствующими конфигурации формуемых элементов детали, и ползушки, рабочая поверхность которых соответствует конфигурации формуемых элементов, а также подвижную плиту с конусом, состоящим из двух колец, одно из которых жестко связано с подвижной плитой, оснащено наружной резьбой и взаимодействует с ползушками, формующими выступы, а другое установлено с возможностью регулирования по вертикали при помощи резьбовых колец, перемещающихся по кольцу, связанному с подвижной плитой, и взаимодействует с ползушками, формующими выемки.
Недостатком штампа данной конструкции является нестабильность геометрических размеров штампуемых деталей, так как в случае разнотолщинности стенки трубчатой заготовки вписанный в образованный выемками диаметр будет меняться на две величины изменения толщины стенки трубчатой заготовки.
Технической задачей изобретения является повышение точности изготовления деталей из трубчатых заготовок.
Эта техническая задача решается тем, что в штампе для формовки выступов в трубчатой детали, содержащем неподвижную плиту, на которой установлены матрица с выемками и выступами, соответствующими конфигурации формуемых элементов детали, ползушки, формующие выступы и выемки, подвижную плиту с конусом, состоящим из двух колец, одно из которых жестко связано с подвижной плитой, оснащено наружной резьбой и взаимодействует с ползушками, формующими выступы, а другое установлено с возможностью регулирования по вертикали при помощи резьбовых колец, перемещающихся по кольцу, связанному с подвижной плитой, и взаимодействует с ползушками, формующими выемки, согласно изобретению размер выемок матрицы образует размер описанной вокруг них окружности, равный вписанному диаметру трубчатой детали, то есть ячейки, а ползушки, образующие выемки, выполнены с радиусом рабочей поверхности, меньшим радиуса выемки матрицы на величину минимальной толщины стенки трубчатой детали, при этом угол раскрытия выемки матрицы выполнен больше соответствующего угла ползушки.
Указанная совокупность признаков позволяет расширить технические возможности штампа за счет возможности подстройки исполнительных размеров, повысить точность изготавливаемых деталей.
Сущность изобретения поясняется чертежами.
На чертежах представлен штамп для формовки выступов в трубчатой детали, где
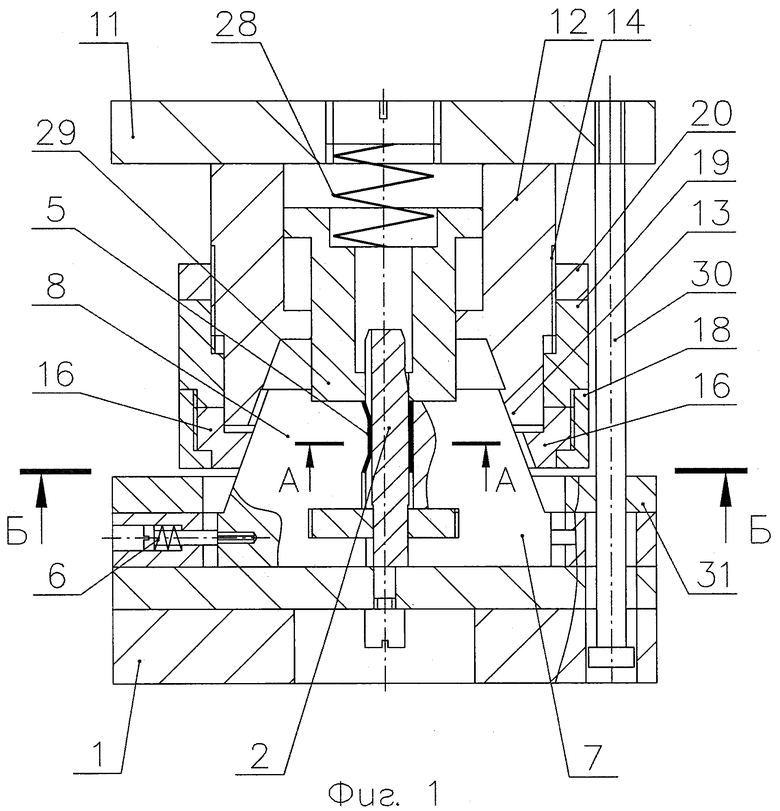
фиг.1 - штамп для формовки выступов в трубчатой детали - общий вид;
фиг.2 - схема формообразования детали с внутренними и наружными выступами, сечение А-А;
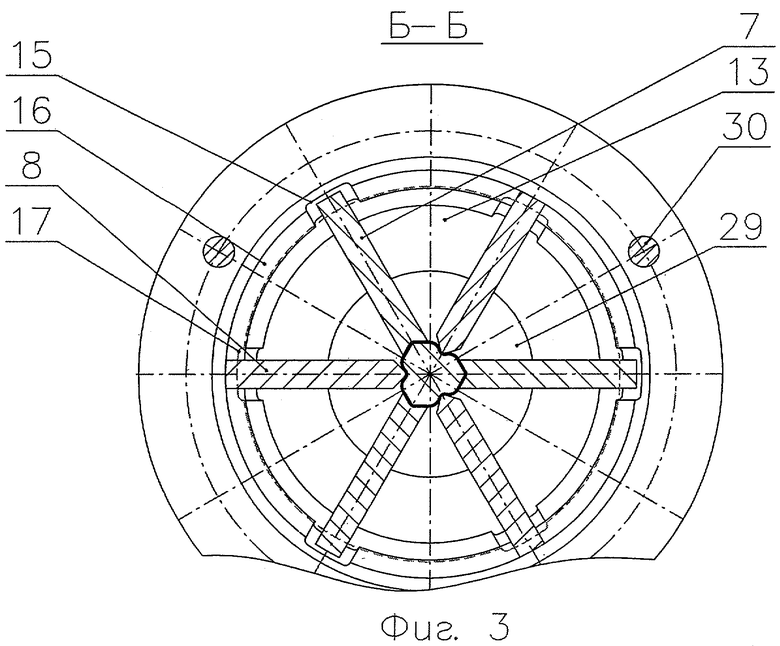
фиг.3 - взаимодействие ползушек с конусными кольцами, сечение Б-Б;
фиг.4 - формообразование внутренних выступов, вид В;
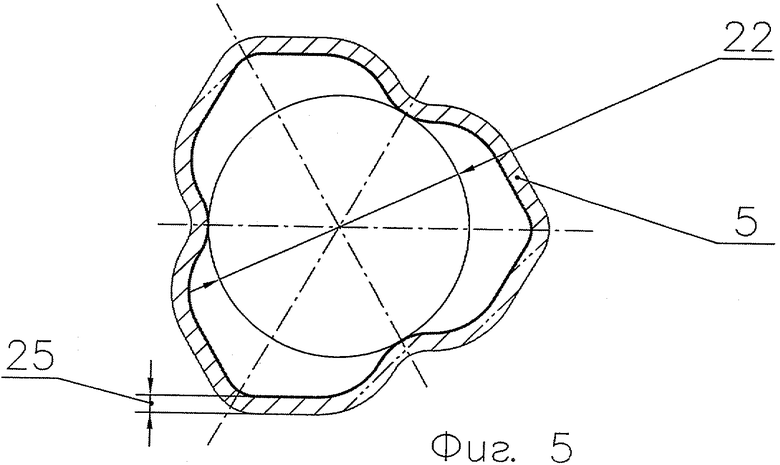
фиг.5 - формуемая деталь в поперечном сечении.
Штамп для формовки выступов в трубчатой детали содержит неподвижную плиту 1, на которой установлены матрица 2 с выемками 3 и выступами 4, соответствующими конфигурации формуемых элементов детали 5, и оснащенные возвратными пружинами 6 ползушки 7 и 8, рабочие поверхности 9 и 10 которых соответствуют конфигурации формуемых элементов детали 5, подвижную плиту 11, конус 12, состоящий из жестко закрепленного на плите 11 кольца 13 с наружной резьбой 14, с пазами 15 и взаимодействующего с ползушками 7, кольца 16 с пазами 17, установленного с возможностью регулирования по вертикали при помощи резьбовых колец 18, 19 и контргайки 20, перемещающихся по кольцу 13, взаимодействующего с ползушками 8, при этом выемки 3 матрицы 2 образуют размер описанной вокруг них окружности 21, равный вписанному диаметру выемок 22 детали 5, а ползушки 8 имеют радиус 23 рабочей части 10 меньше, чем радиус 24 выемки 3 матрицы 2, на величину минимальной толщины стенки 25 заготовки трубчатой детали, при этом угол раскрытия 26 выемки 3 матрицы 2 выполнен больше соответствующего угла 27 ползушки 8. На подвижной плите 11 установлен поджатый пружиной 28 прижим 29, тяги 30 со съемником 31.
Штамп работает следующим образом.
На матрицу 2 устанавливают заготовку трубчатой детали и при движении плиты 11 прижимом 29 осуществляют осевую подачу заготовки на матрицу 2, при этом происходит предварительная деформация заготовки при прохождении через выступы 4.
После этого прижим 29 упирается в ползушки 7 и 8, пружина 28 начинает сжиматься, и осевая подача заготовки прекращается. Кольцо 13 взаимодействует с ползушками 7, кольцо 14 взаимодействует с ползушками 8, которые, радиально перемещаясь к матрице 2, доформовывают наружные и формуют внутренние выступы трубчатой детали 5. При движении плиты 11 вверх ползушки 7 и 8 под действием пружин 6 расходятся, тяги 30 увлекают за собой съемник 31 и отформованная деталь 5 снимается с матрицы 2.
Для настройки штампа на определенный размер толщины стенки 25 заготовки трубчатой детали - ячейки дистанционирующей решетки - откручивают контргайку 20 и кольцо 18, после чего кольцом 19 регулируют расположение кольца 17 по вертикали, что дает возможность изменять радиальный ход ползушек 8 при рабочем ходе. После регулировки кольцо 18 затягивают и фиксируют контргайкой 20. В случае жесткого контакта ползушек 7, формующих выемки в детали 5, через стенку заготовки с выемкой 3 матрицы 2 стенка трубчатой детали 5 будет пластически деформирована с уменьшением размера толщины стенки 25 в пределах допуска на ее размер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2291015C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2007 |
|
RU2359775C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2002 |
|
RU2223160C2 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для вытяжки полых изделий | 1990 |
|
SU1773533A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |


Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей из трубчатых заготовок. Матрица штампа выполнена с выемками, причем диаметр описанной вокруг них окружности равен вписанному диаметру трубчатой детали. А ползушки, образующие выемки, выполнены с радиусом рабочей поверхности, меньшим радиуса выемки матрицы на величину минимальной толщины стенки трубчатой детали. При этом угол раскрытия выемки матрицы выполнен большим соответствующего угла ползушки. Повышается точность изготовления. 5 ил.
Штамп для формовки выступов в трубчатой детали, содержащий неподвижную плиту, на которой установлены матрица с выемками и выступами, выполненными формой, соответствующей конфигурации формуемых элементов детали, ползушки, формующие выступы и выемки, подвижную плиту с конусом, состоящим из двух колец, одно из которых жестко связано с подвижной плитой, оснащено наружной резьбой и взаимодействует с ползушками, формующими выступы детали, а другое установлено с возможностью регулирования по вертикали при помощи резьбовых колец, перемещающихся по кольцу, связанному с подвижной плитой, и взаимодействует с ползушками, формующими выемки детали, отличающийся тем, что диаметр окружности, описанной вокруг выемок матрицы, равен диаметру окружности, вписанной в трубчатую деталь, а рабочая поверхность ползушек, образующих выемки детали, выполнена радиусом, меньшим радиуса выемки матрицы на величину минимальной толщины стенки трубчатой детали, при этом матрица выполнена с углом раскрытия выемки большим соответствующего угла ползушки.
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2291015C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2002 |
|
RU2223160C2 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| US 4726214 А, 23.02.1988. | |||

