00 О)
сх
to
том 4 несамотормозящую винтовую пару. Движение на винт 4 передается от эксцентрика 10 вала 7 через центральный шатун 6, а на ползун 2 - через боковые шатуны 11 и 12,- дополнительный ползун 13, смонтированный
в дополнительных направляющих станины 1, и соединительное звено 15. Это позволяет оптимизировать соотношение параметров вращательного и поступательного движений штампо- держателя З. 2 ил.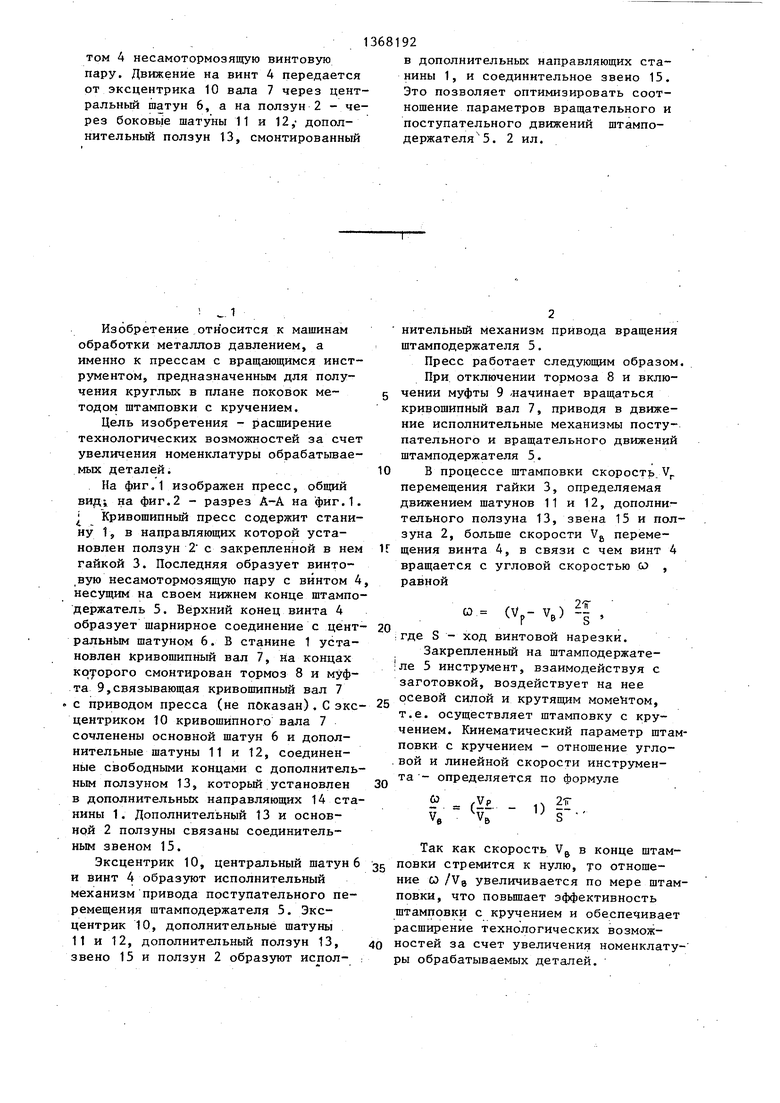
| название | год | авторы | номер документа |
|---|---|---|---|
| Кривошипный пресс для штамповки с кручением | 1982 |
|
SU1276521A1 |
| Кривошипный пресс для штамповки с кручением | 1988 |
|
SU1606346A1 |
| Пресс для штамповки с кручением | 1983 |
|
SU1117228A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2496644C1 |
| ПРЕСС | 2001 |
|
RU2193969C2 |
| Пресс для штамповки с кручением | 1983 |
|
SU1117226A1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU996227A1 |
| Вертикальный кривошипный пресс двойного действия | 1988 |
|
SU1608085A1 |
| Гидравлический пресс | 1980 |
|
SU1232499A2 |
| Винтовой пресс | 1975 |
|
SU519347A1 |
Изобретение относится к машинам обработки металлов давлением, а именно к прессам с вращающимся инструментом, предназначенным для получения круглых в плане поковок методом штамповки с кручением. Целью изобретения является расширение технологических возможностей за счет увеличения номенклатуры обрабатываемых деталей. В ползуне 2 пресса закреплена гайка 3, образующая с вин
.1
Изобретение отн осится к машинам обработки металлов давлением, а именно к прессам с вращающимся инструментом, предназначенным для получения круглых в плане поковок ме тодом штамповки с кручением.
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры обрабатываемых деталей.
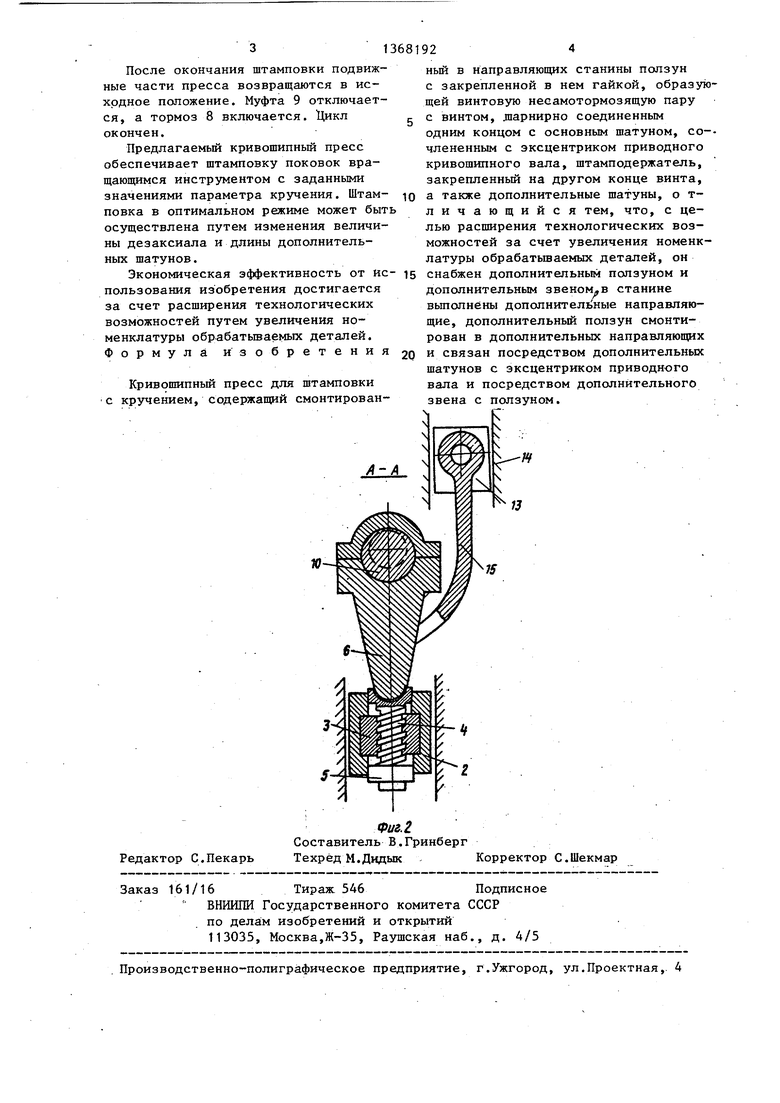
На фиг,1 изображен пресс, общий вид; на фиг.2 - разрез А-А на фиг.1. Кривошипньш пресс содержит станину 1, в направляющих которой установлен ползун 2 с закрепленной в нем гайкой 3. Последняя образует винтовую несамотормозящуш пару с винтом 4 несущим на своем нижнем конце штампо- держатель 5. Верхний конец винта 4 образует шарнирное соединение с цент- ральнЬпч шатуном 6. В станине 1 установлен кривошипный вал 7, на концах которого смонтирован тормоз 8 и муфта 9,связывающая кривошипный вал 7 с приводом пресса (не показан). С экс- центриком 10 кривошипного вала 7 сочленены основной шатун 6 и дополнительные шатуны 11 и 12, соединенные свободными концами с дополнительным ползуном 13, который установлен в дополнительных направляющих 14 станины 1. Дополнительный 13 и основной 2 ползуны связаны соединительным звеном 15.
Эксцентрик 10, центральный шатун 6 и винт 4 образуют исполнительный механизм привода поступательного перемещения штамподержателя 5. Эксцентрик 10, дополнительные шатуны 11 и 12, дополнительный ползун 13, звено 15 и ползун 2 образуют испол-
нительный механизм привода вращения штамподержателя 5.
Пресс работает следующим образом
При. отключении тормоза 8 и включении муфты 9 -начинает вращаться кривошипный вал 7, приводя в движение исполнительные механизмы поступательного и вращательного движений штамподержателя 5.
В процессе штамповки скорость. V перемещения гайки 3, определяемая движением шатунов 11 и 12, дополнительного ползуна 13, звена 15 и ползуна 2, больше скорости Vg перемещения винта А, в связи с чем винт 4 вращается с угловой скоростью со , равной
со (Vp- V,) 1 ,
iгде S - ход винтовой нарезки.
Закрепленный на штамподержате ле 5 инструмент, взаимодействуя с заготовкой, воздействует на нее осевой силой и крутящим моментом, т.е. осуществляет штамповку с кручением. Кинематический параметр штаповки с кручением - отношение угло.вой и линейной скорости инструмента - определяется по формуле
О
,Vp
)|Так как скорость V в конце штамповки стремится к нулю, 70 отношение СО /Vg увеличивается по мере штамповки, что повьш1ает эффективность штамповки с кручением и обеспечивает расширение технологических возможностей за счет увеличения номенклату- ры обрабатываемых деталей.
| Кривошипный пресс для штамповки с кручением | 1982 |
|
SU1276521A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| : Ч | |||
