Изобретение относится к оборудованию для производства армированных материалов и может быть использовано в различных областях народного хозяйства при производстве стеклопластиковой арматуры, слоистых изделий или препрега.
Цель изобретения - повышение производительности установки.
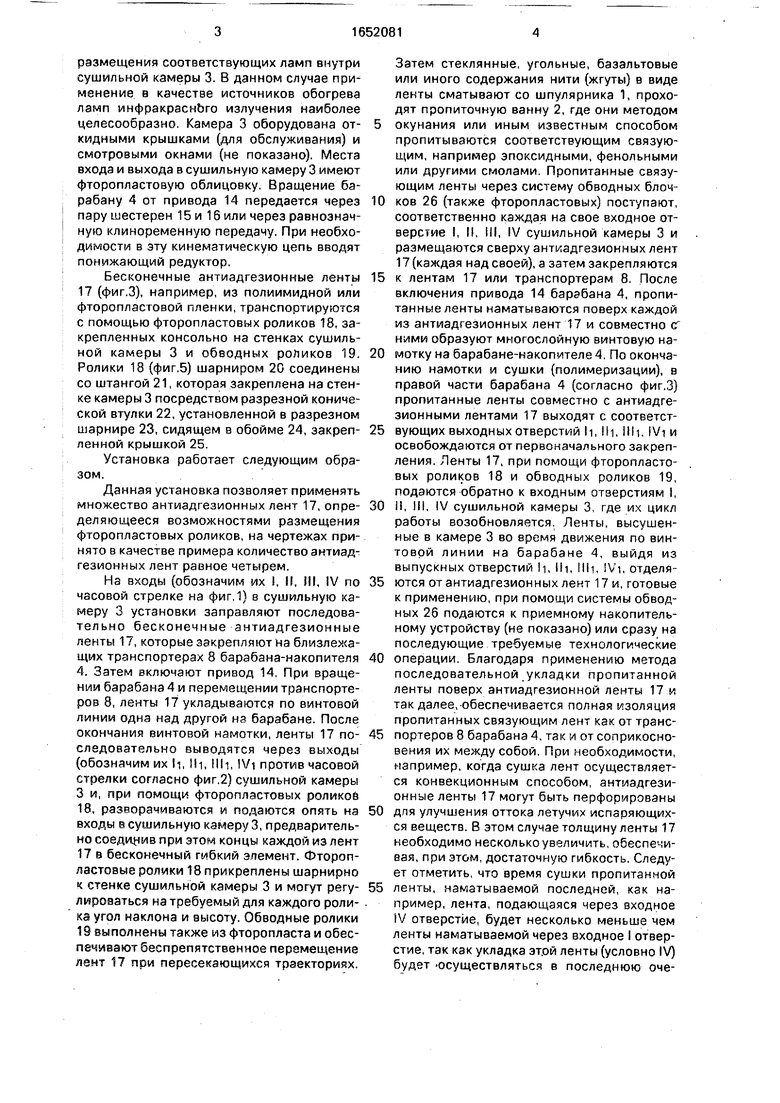
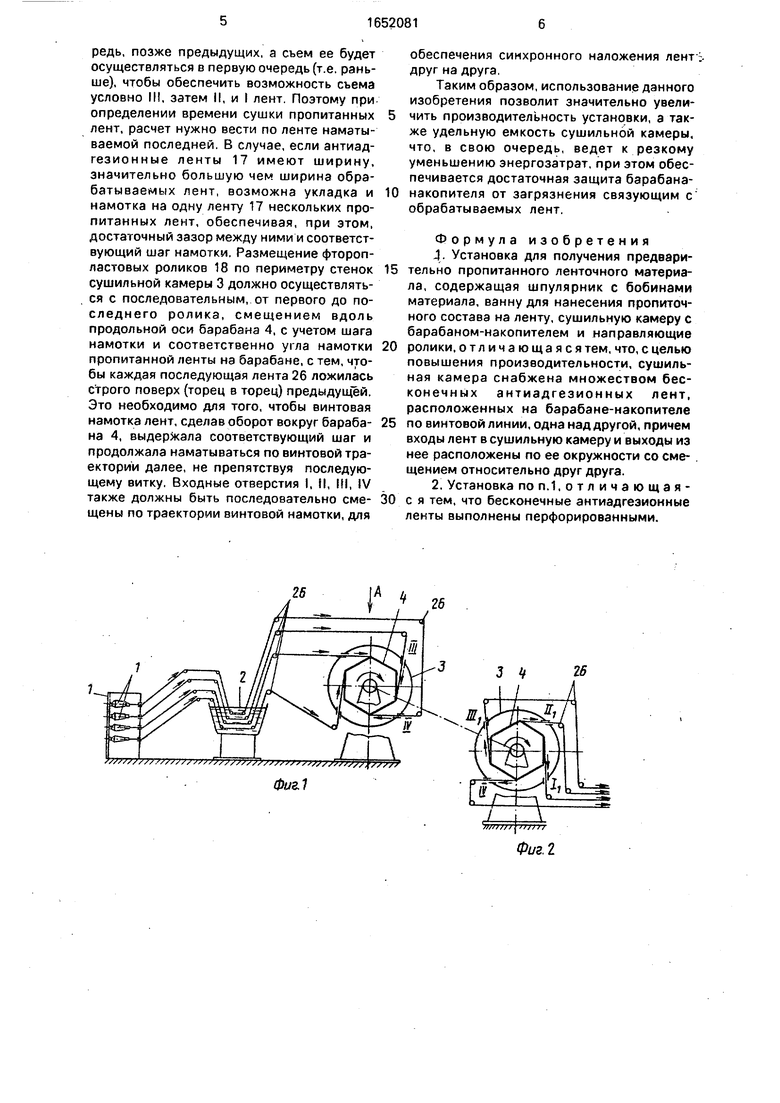
На фиг.1 схематично изображена предлагаемая установка, вид спереди; на фиг.2 - схема возврата бесконечных антиадгезионных лент на барабане-накопителе; на фиг.З - сушильная камера с бесконечными антиадгезионными лентами, вид сверху; на фиг.4 - кинематическая схема барабана-накопителя; на фиг.5 - фторопластовый ролик с консольным закреплением на стенке камеры.
Установка (фиг.1) включает шпулярник 1 нитевидного материала, пропиточную ванну 2 со связующим и отжимными органами (не показаны), сушильную камеру 3 с размещенным внутри нее барабаном-накопителем 4. Барабан-накопитель 4 (фиг.4) включает приводной вал 5, на котором посажены две торцовые стенки барабана, выполненные в виде силовых дисков, правого 6 и левого 7, к которым крепят несколько, например шесть, цепных транспортеров 8, расположенных равномерно по окружности. Под верхней ветвью каждого транспортера 8 обычно устанавливают продольные силовые элементы (условно не показаны), различные по конструкции и закрепленные шарнирно к силовым дискам 6, 7. Движение цепных транспортеров 8 осуществляется от приводного вала 5 через шестерни 9 и 10. червячную пару 11 и 12, и звездочку 13. Неподвижная шестерня 9 крепится к корпусу сушильной камеры 3, Барабан-накопитель 4 закрыт со всех сторон металлическим кожухом, образующим сушильную камеру 3, через которую продувают подогретый до нужной температуры газ. Возможно применение и иных источников излучения и обогрева, например инфракрасных, путем
е
Ov СП
ю о
00
размещения соответствующих ламп внутри сушильной камеры 3. 8 данном случае применение в качестве источников обогрева ламп инфракрасного излучения наиболее целесообразно, Камера 3 оборудована откидными крышками (для обслуживания) и смотровыми окнами (не показано), Места входа и выхода в сушильную камеру 3 имеют фторопластовую облицовку. Вращение барабану 4 от привода 14 передается через пару шестерен 15 и 16 или через равнозначную клиноременную передачу. При необходимости в эту кинематическую цепь вводят понижающий редуктор.
Бесконечные антиадгезионные ленты 17 (фиг.З), например, из полиимидной или фторопластовой пленки, транспортируются с помощью фторопластовых роликов 18, закрепленных консольно на стенках сушильной камеры 3 и обводных роликов 19. Ролики 18 (фиг.5) шарниром 20 соединены со штангой 21, которая закреплена на стенке камеры 3 посредством разрезной конической втулки 22, установленной в разрезном шарнире 23, сидящем в обойме 24, закрепленной крышкой 25.
Установка работает следующим образом.
Данная установка позволяет применять множество антиадгезионных лент 17, определяющееся возможностями размещения фторопластовых роликов, на чертежах принято в качестве примера количество антиадгезионных лент равное четырем,
На входы (обозначим их I, И, III, IV по часовой стрелке на фиг. 1) в сушильную камеру 3 установки заправляют последовательно бесконечные антиадгезионные ленты 17, которые закрепляют на близлежащих транспортерах 8 барабана-накопителя 4, Затем включают привод 14. При вращении барабана 4 и перемещении транспортеров 8, ленты 17 укладываются по винтовой линии одна над другой на барабане. После окончания винтовой намотки, ленты 17 последовательно выводятся через выходы (обозначим их И, Hi, llti, Vi против часовой стрелки согласно фиг.2) сушильной камеры 3 и, при помощи фторопластовых роликов 18, разворачиваются и подаются опять на входы в сушильную камеру 3, предварительно соединив при этом концы каждой из лент 17 в бесконечный гибкий элемент. Фторопластовые ролики 18 прикреплены шарнирно к стенке сушильной камеры 3 и могут регулироваться на требуемый для каждого ролика угол наклона и высоту, Обводные ролики 19 выполнены также из фторопласта и обеспечивают беспрепятственное перемещение лент 17 при пересекающихся траекториях.
Затем стеклянные, угольные, базальтовые или иного содержания нити (жгуты) в виде ленты сматывают со шпулярника 1, проходят пропиточную ванну 2, где они методом
окунания или иным известным способом пропитываются соответствующим связую- , например эпоксидными, фенольными или другими смолами. Пропитанные связующим ленты через систему обводных блоч0 ков 26 (также фторопластовых) поступают, соответственно каждая на свое входное отверстие I, И, III, IV сушильной камеры 3 и размещаются сверху антиадгезионных лент 17 (каждая над своей), а затем закрепляются
5 к лентам 17 или транспортерам 8. После включения привода 14 барабана 4, пропитанные ленты наматываются поверх каждой из антиадгезионных лент 17 и совместно сг ними образуют многослойную винтовую на0 мотку на барабане-накопителе 4. По окончанию намотки и сушки (полимеризации), в правой части барабана 4 (согласно фиг.З) пропитанные ленты совместно с антиадгезионными лентами 17 выходят с соответст5 вующих выходных отверстий И, (И, llh, IVi и освобождаются от первоначального закрепления. Ленты 17, при помощи фторопластовых роликов 18 и обводных роликов 19, подаются обратно к входным отверстиям I,
0 II, III, IV сушильной камеры 3, где их цикл работы возобновляется. Ленты, высушенные в камере 3 во время движения по винтовой линии на барабане 4, выйдя из выпускных отверстий И, Hi, llh, IVi, отделя5 ются от антиадгезионных лент 17 и, готовые к применению, при помощи системы обводных 26 подаются к приемному накопительному устройству (не показано) или сразу на последующие требуемые технологические
0 операции. Благодаря применению метода последовательной укладки пропитанной ленты поверх антиадгезионной ленты 17 и так далее, обеспечивается полная изоляция пропитанных связующим лент как от транс5 портеров 8 барабана 4, так и от соприкосновения их между собой. При необходимости, например, когда сушка лент осуществляется конвекционным способом, антиадгезионные ленты 17 могут быть перфорированы
0 для улучшения оттока летучих испаряющихся веществ. В этом случае толщину ленты 17 необходимо несколько увеличить, обеспечивая, при этом, достаточную гибкость. Следует отметить, что время сушки пропитанной
5 ленты, наматываемой последней, как например, лента, подающаяся через входное IV отверстие, будет несколько меньше чем ленты наматываемой через входное I отверстие, так как укладка эт.ой ленты (условно IV) будет -осуществляться в последнюю очередь, позже предыдущих, а съем ее будет осуществляться в первую очередь (т.е. раньше), чтобы обеспечить возможность съема условно III, затем II, и I лент. Поэтому при определении времени сушки пропитанных лент, расчет нужно вести по ленте наматываемой последней. В случае, если антиадгезионные ленты 17 имеют ширину, значительно большую чем ширина обрабатываемых лент, возможна укладка и намотка на одну ленту 17 нескольких пропитанных лент, обеспечивая, при этом, достаточный зазор между ними и соответствующий шаг намотки. Размещение фторопластовых роликов 18 по периметру стенок сушильной камеры 3 должно осуществляться с последовательным, от первого до последнего ролика, смещением вдоль продольной оси барабана 4, с учетом шага намотки и соответственно угла намотки пропитанной ленты на барабане, с тем, чтобы каждая последующая лента 26 ложилась строго поверх (торец в торец) предыдущей. Это необходимо для того, чтобы винтовая намотка лент, сделав оборот вокруг бараба- на 4, выдержала соответствующий шаг и продолжала наматываться по винтовой траектории далее, не препятствуя последующему витку. Входные отверстия I, II, III, IV также должны быть последовательно сме- щены по траектории винтовой намотки, для
обеспечения синхронного наложения лент друг на друга.
Таким образом, использование данного изобретения позволит значительно увеличить производительность установки, а также удельную емкость сушильной камеры, что, в свою очередь, ведет к резкому уменьшению энергозатрат, при этом обеспечивается достаточная защита барабана- накопителя от загрязнения связующим с обрабатываемых лент.
Формула изобретения 4- Установка для получения предварительно пропитанного ленточного материала, содержащая шпулярник с бобинами материала, ванну для нанесения пропиточного состава на ленту, сушильную камеру с барабаном-накопителем и направляющие ролики, отличающаяся тем, что, с целью повышения производительности, сушильная камера снабжена множеством бесконечных антиадгезионных лент, расположенных на барабане-накопителе по винтовой линии, одна над другой, причем входы лент в сушильную камеру и выходы из нее расположены по ее окружности со смещением относительно друг друга.
2. Установка поп.1,отличающая- с я тем, что бесконечные антиадгезионные ленты выполнены перфорированными.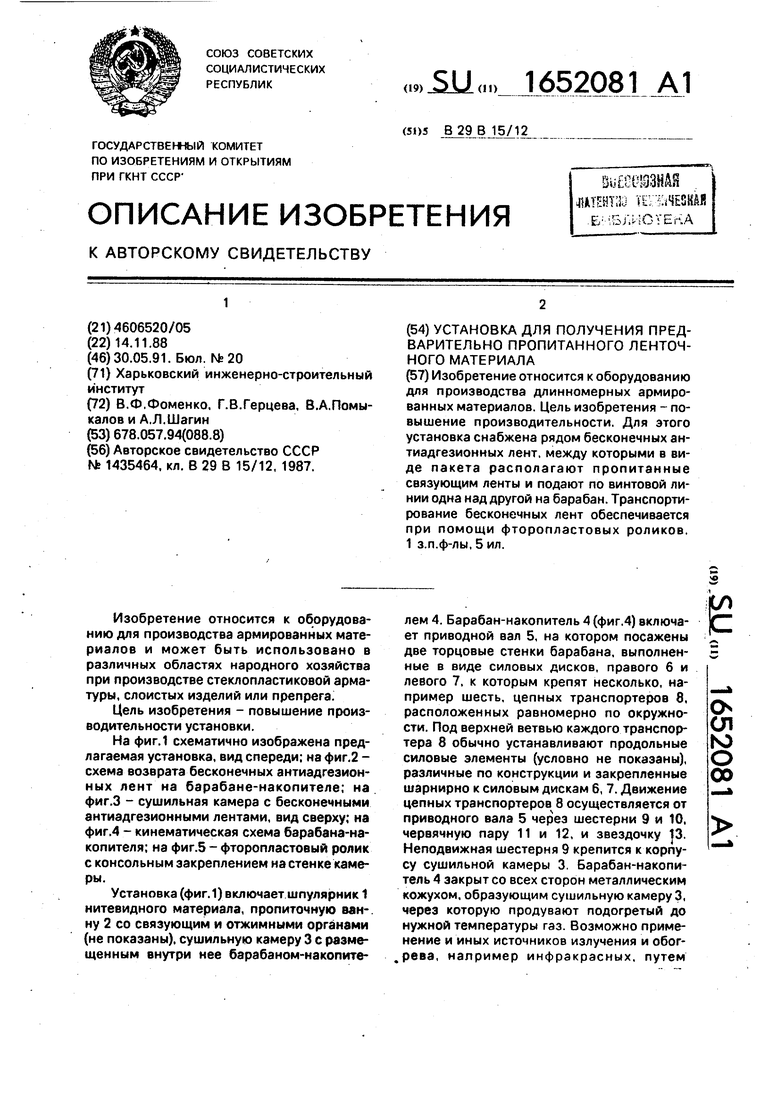
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения предварительно пропитанного ленточного материала | 1980 |
|
SU929448A2 |
| Установка для получения предваритель-HO пРОпиТАННОгО лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU821182A1 |
| Установка для получения предварительно пропитанного ленточного материала | 1986 |
|
SU1435463A2 |
| Установка для получения предварительно пропитанного ленточного материала | 1986 |
|
SU1423405A2 |
| Барабанный накопитель | 1986 |
|
SU1435464A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU362699A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ИЗ СТЕКЛОПЛАСТИКА | 1967 |
|
SU199380A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА НЕТКАНОГО Л\АТЕРИАЛА ИЗ НИТЕЙ ОСНОВЫ И УТКА12 | 1971 |
|
SU303382A1 |
| Установка для получения предварительно пропитанного ленточного материала | 1986 |
|
SU1328215A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НАМОТКИ | 2006 |
|
RU2322350C2 |
Изобретение относится к оборудованию для производства длинномерных армированных материалов. Цель изобретения - повышение производительности. Для этого установка снабжена рядом бесконечных антиадгезионных лент, между которыми в виде пакета располагают пропитанные связующим ленты и подают по винтовой линии одна над другой на барабан. Транспортирование бесконечных лент обеспечивается при помощи фторопластовых роликов. 1 з.п.ф-лы,5ил.
25
IV
26
26
ВВС
/ i
i/inn Jrrr
Фиг. 2
Подача
материала
Y1 И
материала
20
Вид А (подвинуто) П
Фиг.
| Барабанный накопитель | 1986 |
|
SU1435464A1 |
| Солесос | 1922 |
|
SU29A1 |
