Изобретение относится к производству биметалла методом холодной прокатки, предназначенного для изготовления деталей, работающих в условиях трения и изнашивания, в частности биметаллических вкладышей подшипников скольжения коленвалов двигателей внутреннего сгорания.
Известна технологическая линия обработки листа (см. авт.св. 761054, В 21 В 41/00, 1980 г.), содержащая расположенные по ходу технологического процесса приеморазматывающее устройство, правильную машину, ножницы, стыкосварочную машину, подающие ролики, моталки, расположенные перед рабочими клетями, она снабжена натяжным устройством и дополнительными ножницами, последовательно установленными между подающими роликами и первой моталкой.
Недостатком данной линии является невозможность использования ее для рулонного производства биметалла.
За ближайший аналог принята линия рулонного производства биметалла 04А-3-1, содержащая разматыватели стальной и антифрикционной полосы, правильную машину, гидравлические ножницы, стыкосварочную машину, два подающих роликовых устройства, накопитель полосы стальной, установку обезжиривания, устройство контроля и регулирования петли, два устройства натяжения, две машины подготовки поверхности стальной и антифрикционной полосы с влажным пылесборником, плакированный одноклетевый двухвалковый стан с гидроприводом валков и двумя электроприводами нажимных механизмов, прибор контроля толщины биметаллической полосы, пульт управления, пресс для резки биметаллической полосы, моталку для сматывания биметалла в рулоны.
Недостатком данной линии является контроль и ручное регулирование толщины биметалла только по середине полосы с помощью контактного роликового толщиномера. При прокатывании ролика на поверхности биметалла остается след, что снижает качество поверхности. Мощность гидропривода стана недостаточна для производства биметалла толщиной более 3,5 мм и с более высокой скоростью прокатки.
Технический результат изобретения - снижение продольной и поперечной разнотолщинности биметаллической полосы, расширение номенклатуры по толщине биметалла, повышение производительности линии рулонного производства биметалла за счет непрерывного контроля и автоматического регулирования толщины биметалла не только по середине, но и по кромкам полосы. Использование более мощного электропривода плакировочного стана вместо гидропривода дает возможность производить рулонный биметалл большей толщины и с большей скоростью прокатки.
Указанный технический результат достигается тем, что линия рулонного производства биметалла, содержащая разматыватели стальной и антифрикционной полос, правильную машину, гидравлические ножницы, стыкосварочную машину, два подающих роликовых устройства, накопитель полосы стальной, установку обезжиривания, устройство контроля и регулирования петли, два устройства натяжения, две машины подготовки поверхности стальной и антифрикционной полос с влажным пылесборником, плакировочный одноклетевый двухвалковый стан с гидроприводом и двумя электроприводами нажимных механизмов, прибор контроля толщины биметаллической полосы, пульт управления, пресс для резки биметаллической полосы, моталку для сматывания биметалла в рулоны, линия снабжена тремя бесконтактными толщиномерами, регистрирующим узлом, двумя вычитающими узлами, блоком задания толщины, двумя усилителями мощности, электроприводами стана, измерение толщины полосы проводят бесконтактными толщиномерами по кромкам и по середине полосы, выход каждого из них соединен с входом регистрирующего узла, кроме того, выходы двух крайних толщиномеров соединены с первыми входами вычитающих узлов, на второй вход которых подается с блока задания толщины полосы напряжения установки, моделирующей величину наперед заданной толщины полосы, выходы вычитающих узлов через усилители мощности соединены, соответственно, с первыми и вторым электроприводами нажимных механизмов стана.
На фиг. 1 изображена схема линии рулонного производства биметалла, а на фиг.2 - схема контроля и регулирования толщины биметаллической полосы.
Линия состоит из разматывателей 1, 12 стальной и антифрикционной полос, которые служат для установки и размещения рулонов по мере их подачи на линию, правильной машины 2 для правки полосы, обеспечения подачи нового рулона на ножницы 3 и поддержания его при сварке встык с помощью стыкосварочной машины 4. Подающее роликовое устройство 5 применяется для подачи полос в накопитель 6, остановки движения полосы во время сварки в стыкосварочной машине, подающее роликовое устройство 8 - для регулировки скорости линии, а устройство 9 контроля петли - для контроля скорости рабочих валков плакировочного стана 14 и регулировки натяжения полосы.
Устройство 7 для обезжиривания предназначено для удаления смазки и других загрязнений со стальной полосы, а устройство 10 заднего натяжения и устройство 16 переднего натяжения предназначены для обеспечения, соответственно, заднего и переднего натяжения полосы, выравнивания полосы во время операции соединения антифрикционного слоя со стальной основой, ведущее к выходу биметалла в выпрямленном состоянии.
Кроме того, линия состоит из машин 11 и 13 для подготовки поверхности, соответственно, стальной и антифрикционной полос с влажным пылесборником, электропривода 19, плакировочного стана 14, пульта управления 16, пресса 17 для резки биметаллической полосы, моталки 18 для сматывания прокатной полосы в рулоны. Для непрерывного контроля и автоматического регулирования толщины биметалла линия содержит бесконтактные толщиномеры 20, 21, 22, регистрирующий узел 23, блок 26 задания толщины, вычитающие узлы 24, 25, усилители 27,28 мощности.
Линия рулонного производства биметалла работает следующим образом.
Стальная полоса с разматывателя 1 подается на входные тянущие ролики правильной машины 2 и проходит серию из семи правильных роликов. На одной раме с правильной машиной установлены гидравлические ножницы 3 для обрезки хвостовой части обрабатываемого рулона и переднего конца нового рулона. После обрезки концов двух рулонов с помощью стыкосварочной машины 4 автоматически с дистанционными кнопочным управлением с пульта 16 осуществляется операция сварки. Далее стальная полоса подающим роликовым устройством 5 подается в накопитель 6 для обеспечения запаса стальной полосы в целях поддержания рабочего цикла в период, пока конец одного рулона сваривается с началом следующего. Из накопителя 6 стальная полоса через устройство 7 обезжиривания подающим устройством 8 через устройство 10 заднего натяжения поступает в устройство 11 для зачистки верхней поверхности полосы с целью получения однородной и чистой поверхности для последующего соединения антифрикционной полосы, поступающей с разматывателя 12 и, пройдя устройство 13 зачистки, со стальной основой с помощью плакировочного одноклетевого стана 14, снабженного электроприводом 19. Плакировочный стан 14 является одним из основных механизмов линии прокатки биметалла и расположен между задним натяжным устройством 10 и передним натяжным устройством 16. Плакировочный стан тянет стальную полосу от устройства 9 контроля петли через две пары тянущих роликов заднего натяжного устройства. Устройство 9 контроля петли предназначено для контроля скорости валков стана 14 и регулировки натяжения стальной полосы, устройство 10 заднего натяжения и устройство 16 переднего натяжения для обеспечения заднего и переднего натяжения, выравнивания стальной полосы во время операции соединения антифрикционной полосы со стальной основой. После выхода из валков стана биметаллическую полосу сматывают на намоточный барабан моталки 18, по мере заполнения которого с помощью пресса 17 биметаллическая полоса режется по длине.
Непрерывный контроль и автоматическое регулирование толщины биметаллической полосы (см. фиг.2) осуществляется следующим образом.
Информация о толщине полосы с трех бесконтактных толщиномеров 20, 21, 22, расположенных над полосой, поступает на регистрирующий узел 23, где осуществляется запись и показания толщины по середине и по кромкам полосы. Кроме того, информация с двух крайних толщиномеров 20, 22 поступает на вычитающие узлы 24 и 25, на второй вход которых подается с блока 26 задания толщины напряжения уставки, моделирующей величину заданной толщины. Разностные сигналы с выхода вычитающих узлов 24 и 25 через усилители 27, 28 мощности поступают, соответственно, на электроприводы 29 и 30 нажимных механизмов стана 14, которые в зависимости от знака и величины рассогласования перемещают верхний валок стана относительно нижнего валка. Изменение расстояния между валками стана осуществляется до тех пор, пока контролируемая толщина полосы станет равной заданному значению.
На линии-прототипе используется гидропривод мощностью 67 кВт. Параметры биметалла: максимальная толщина стальной основы 4,2 мм, толщина антифрикционного сплава 1,2 мм, суммарное обжатие 41-43%, максимальная толщина биметалла 3,1 мм, разнотолщинность по ширине полосы 0,075 мм, ширина биметалла 105-180 мм. Максимальная скорость прокатки 9 м/мин. Диаметр валков 406 мм и длина бочки 508 мм.
В предлагаемом техническом решении используется электропривод ЭПУ1М-2-4347М мощностью 80 кВт с регулируемой скоростью вращения. Параметры биметалла: максимальная толщина стальной основы 6,3 мм, толщина антифрикционного сплава 1,6 мм, суммарное обжатие 41-43%, максимальная толщина биметалла 5 мм, ширина биметалла 105-210 мм. Максимальная скорость прокатки 20 м/мин. Диаметр валков 406 мм и длина бочки 508 мм.
Для непрерывного контроля толщины биметалла используются бесконтактные токовихревые толщиномеры. Контроль и регулирование толщины биметалла по центру и по кромкам полосы позволили уменьшить разнотолщинность биметаллической полосы до 0,05-0,03 мм.
Технико-экономические преимущества предлагаемого технического решения в сравнении с прототипом обусловлены увеличением производительности рулонного производства биметалла в 2 раза, значительным расширением по толщине и ширине номенклатуры биметалла на основе сплава А0-6-1, А0-12-1, А0-20-1 и существенным снижением разнотолщинности по длине и ширине биметаллической полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| НЕПРЕРЫВНЫЙ КОМПЛЕКС ДЛЯ ПОДГОТОВКИ ПЛАКИРОВОЧНОЙ ЛЕНТЫ В ПРОЦЕССЕ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПОЛОС | 1989 |
|
RU1605432C |
| Способ изготовления многослойных металлов и сплавов | 1980 |
|
SU870037A1 |
| Устройство для рулонной прокатки биметаллов. | 1990 |
|
SU1796381A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ХОЛОДНОГО ПЛАКИРОВАНИЯ АЛЮМИНИЯ ДРУГИМИ МЕТАЛЛАМИ | 2003 |
|
RU2230639C1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 2000 |
|
RU2172654C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| Комплекс для получения биметаллических материалов | 1987 |
|
SU1669673A1 |

Изобретение относится к производству биметалла методом холодной прокатки, предназначенного для изготовления деталей, работающих в условиях трения и изнашивания, в частности биметаллических вкладышей подшипников скольжения коленвалов двигателей внутреннего сгорания. Сущность: линия рулонного производства биметалла, содержит разматыватели стальной и антифрикционной полос, правильную машину, гидравлические ножницы, стыкосварочную машину, два подающих роликовых устройства, накопитель полосы стальной, установку обезжиривания, устройство контроля и регулирования петли, два устройства натяжения, две машины подготовки поверхности стальной и антифрикционной полос с влажным пылесборником, плакировочный одноклетевый двухвалковый стан с гидроприводом и двумя электроприводами нажимных механизмов, прибор контроля толщины биметаллической полосы, пульт управления, пресс для резки биметаллической полосы, моталку для сматывания биметалла в рулоны. Линия снабжена тремя бесконтактными толщиномерами, регистрирующим узлом, двумя вычитающими узлами, блоком задания толщины, двумя усилителями мощности, электроприводами стана, измерение толщины полосы проводят бесконтактными толщиномерами по кромкам и по середине полосы, выход каждого из них соединен с входом регистрирующего узла, кроме того, выходы двух крайних толщиномеров соединены с первыми входами вычитающих узлов, на второй вход которых подается с блока задания толщины полосы напряжения установки, моделирующей величину наперед заданной толщины полосы, выходы вычитающих узлов через усилители мощности соединены, соответственно, с первыми и вторым электроприводами нажимных механизмов стана. Изобретение обеспечивает снижение продольной и поперечной разнотолщинности биметаллической полосы, расширение номенклатуры по толщине биметалла, повышение производительности линии рулонного производства биметалла за счет непрерывного контроля и автоматического регулирования толщины биметалла не только по середине, но и по кромкам полосы. Использование более мощного электропривода плакировочного стана вместо гидропривода дает возможность производить рулонный биметалл большей толщины и с большей скоростью прокатки. 2 ил.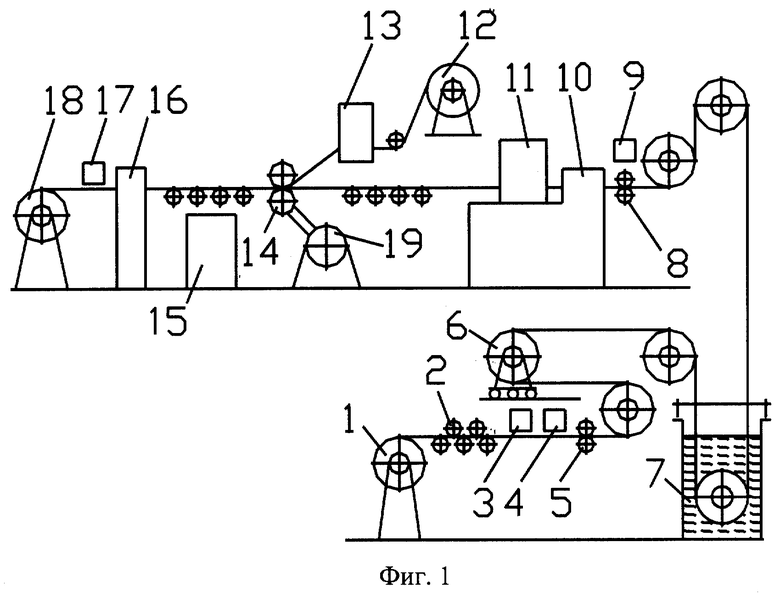
Линия рулонного производства биметалла, содержащая разматыватели стальной и антифрикционной полос, правильную машину, гидравлические ножницы, стыкосварочную машину, два подающих роликовых устройства, накопитель полосы стальной, установку обезжиривания, устройство контроля и регулирования петли, два устройства натяжения, две машины подготовки поверхности стальной и антифрикционной полос с влажным пылесборником, плакировочный одноклетевый двухвалковый стан с гидроприводом и двумя электроприводами нажимных механизмов, приборов контроля толщины биметаллической полосы, пульт управления, пресс для резки биметаллической полосы, моталку для сматывания биметалла в рулоны, отличающаяся тем, что она снабжена тремя бесконтактными толщиномерами, регистрирующим узлом, двумя вычитающими узлами, блоком задания толщины, двумя усилителями мощности, электроприводом стана, измерение толщины полосы проводят бесконтактными толщиномерами по кромкам и по середине полосы, выход каждого из них соединен с входом регистрирующего узла, кроме того, выходы двух крайних толщиномеров соединены с первыми входами вычитающих узлов, на второй вход которых подается с блока задания толщины полосы напряжения установки, моделирующей величину наперед заданной толщины полосы, выходы вычитающих узлов через усилители мощности соединены соответственно с первыми и вторым электроприводами нажимных механизмов стана.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| "Гласьер Метал, Лтд.", контракт №64/33211-115 от 31.10.1968, Лондон | |||
| SU 761054, 07.09.1980 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 1992 |
|
RU2078626C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
| US 5502992 A, 02.04.1996 | |||
| US 5461894 A, 31.10.1995 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| EP 0671225 A1, 13.09.1995. | |||

