Изобретение относится к технологии ремонта огнеупорных футеровочных покрытий малообъемных печей и высокотемпературных агрегатов.
Известен способ ремонта огнеупорной футеровки путем нанесения порошкообразной смеси на основе огнеупорного наполнителя и водосодержащей смолы на нагретую стенку ремонтируемого участка. При контакте с нагретой стенкой смола разлагается с выделением воды, происходит псевдоожижение огнеупорного наполнителя, что облегчает заполнение им ремонтируемого участка (JP 4-362068, С 04 В 35/68, F 27 D 1/16, 1992).
Данный способ применим только к проведению так называемых горячих ремонтов (при которых невозможно или недопустимо охлаждение), что ограничивает область использования способа.
Ремонт огнеупорной футеровки остывшего агрегата возможен с помощью реакции самораспространяющегося высокотемпературного синтеза (СВС), инициируемой от источника нагрева, находящегося вне ремонтируемого участка, в герметичных условиях под давлением с использованием смеси металлов и неметаллов, которую предварительно наносят по месту образовавшегося дефекта футеровки (JP 5-15669, С 04 В 35/65), 1993).
Однако техническая реализация данного способа затруднительна по следующим причинам:
- создание условий местной герметизации и высокого давления, а также инициирование СВС от источника нагрева, находящегося вне ремонтируемого участка, нетехнологично;
техническая реализация ремонта в режиме СВС требует доопределения рецептуры используемой смеси, что подтверждается анализом приводимых ниже экспериментальных данных.
Известен также способ ремонта огнеупорной футеровки, предусматривающий нанесение на ремонтируемый участок экзотермической смеси (ЭТС), содержащей огнеупорный наполнитель и горючее на основе алюминия, в струе окислителя - двуокиси углерода - с последующим спеканием материалов на ремонтируемом участке. Процесс ведут непосредственно после отключения ремонтируемого высокотемпературного агрегата с тем, чтобы обеспечить необходимую для спекания высокую температуру (680÷1100oС). Продувка СО2 позволяет снизить смачиваемость футеровочного покрытия расплавом шлака (SU 1717593, С 04 В 35/68, 1992).
Ремонт огнеупорной футеровки может быть выполнен также нанесением на ремонтируемый участок ЭТС, включающей горючее на основе алюминия и огнеупорный наполнитель, в струе окислителя - кислорода - с последующим спеканием материалов на ремонтируемом участке (GB 2170191, С 04 В 35/60, 1985). В оптимальном варианте такой способ осуществляют с использованием ЭТС на основе Аl (55 мас.%) и ZrO2 (40 мас.%) (WO 97/28099 С 04 В 35/65, 35/66, 1997).
Однако данный способ имеет преимущественной областью использования ремонт футеровки крупных печей и высокотемпературных агрегатов (кислородных конвертеров, аппаратов для непрерывной разливки стали и т.п.), так как для его осуществления используют теплоту, рассеиваемую высокотемпературным агрегатом большой массы в течение длительного времени, в том числе после его отключения или перевода в режим ремонта.
Наиболее близким к заявляемому является способ ремонта огнеупорной футеровки, предусматривающий приготовление экзотермической смеси, содержащей горючее на основе алюминия, огнеупорный наполнитель, включающий диоксид циркония или его источник, окислитель - оксид хрома и/или железа или их источник, при соотношении ингредиентов в области горючести, перевод экзотермической смеси в пластическое состояние с помощью раствора связующего, нанесение ее на ремонтируемый участок и спекание в режиме СВС (WO 90/ 13526, С 04 В 35/66, 1990).
Однако прототипный способ имеет ограниченный арсенал используемых связующих, что особенно неудобно при наличии соответствующего отходного сырья.
Технической задачей предлагаемого способа является расширение арсенала используемых связующих.
Решение указанной технической задачи достигается тем, что в способе ремонта огнеупорной футеровки, предусматривающем приготовление экзотермической смеси, содержащей горючее на основе алюминия, огнеупорный наполнитель, включающий диоксид циркония или его источник, окислитель - оксид хрома и/или железа или их источник, при соотношении ингредиентов в области горючести, перевод экзотермической смеси в пластическое состояние с помощью раствора связующего, нанесение ее на ремонтируемый участок и спекание в режиме СВС, для перевода в пластическое состояние экзотермическую смесь обрабатывают раствором фторопласта, фторкаучука.
При технической реализации способа соотношение ингредиентов, соответствующих области горючести, определяют экспериментально. Возможно также установление этой области путем расчета адиабатической температуры горения Тa, например, с помощью энтальпийного метода (Новиков Н.П., Боровинская И.П. , Мержанов А.Г. Термодинамический анализ реакций самораспространяющегося высокотемпературного синтеза// Процессы горения в химической технологии и металлургии. - Черноголовка, 1975. -С. 174-187) Согласно (Мержанов А.Г. Процессы технологического горения//там же, с. 18-19) считается, что при Та>2500 К вероятность горения в режиме СВС значительная, а при Тa<1500 К проведение СВС маловероятно. В области промежуточных значений Та требуется дополнительная экспериментальная проверка вероятности проведения СВС.
Обеспечение пластического состояния ЭТС перед нанесением ее на ремонтируемый участок необходимо для плотного заполнения труднодоступных горизонтальных и вертикальных мест ремонтируемых участков. Кроме того, пластическая форма смеси удобна для нанесения ее при низкой температуре.
В пластическое состояние ЭТС может быть переведена обработкой ее раствором связующего. В качестве связующего целесообразно использовать фторопласт, фторкаучук, а также фенолформальдегидную смолу. Возможно также использовать ЭТС, дополнительно содержащую связующее в составе своей рецептуры. Такую ЭТС переводят в пластическое состояние обработкой соответствующим растворителем.
Таким образом, в предлагаемом техническом решении важны не только изменения технологических операций, но и рецептуры применяемой ЭТС. Как видно из приводимых примеров, рецептура ЭТС влияет как на возможность осуществления СВС, так и на технические характеристики отремонтированного участка, особенно в отношении огнестойкости.
Оптимальным в предлагаемом способе является использование ЭТС, включающей алюминий, диоксид циркония и оксид хрома (III), дополнительно содержащей органическое связующее - фторопласт или фторкаучук, при следующем соотношении ингредиентов, мас.ч.:
Алюминий - 20-30
Диоксид циркония - 10-20
Фторопласт или фторкаучук - 1-3
Оксид хрома (III) - 47-69
при этом перед нанесением по месту ремонта ЭТС переводят в пластическое состояние обработкой растворителем данного связующего, например ацетоном.
Данная рецептура имеет адиабатическую теоретическую температуру горения Та= 1500-2200 К и является оптимальной в отношении показателей качества нанесенного футеровочного покрытия, что поясняется примерами 1 и 5.
В табл. 1-4 представлены технические характеристики отремонтированных футеровочных покрытий к примерам 1-3 и 5.
ПРИМЕР 1. Для ремонта алундового футеровочного покрытия муфельной печи приготавливают варианты ЭТС, включающие, мас.ч.:
а) горючее - компонент из ряда Аl (АСД-3), Zr4Al3, Аl3Мg4 18-32;
б) огнеупорный наполнитель - ZrO2 8-22;
в) окислитель - Сr2О3 или Fе2О2 или их источники - ВаСrO4 или Fе3O4 (отход производства - железная окалина) 46-70.
Непосредственно перед использованием приготовленные варианты ЭТС переводят в пластическое состояние с помощью растворов связующих - ацетонового раствора фторкаучука СКФ-26 или фторопласта Ф-32Л из расчета 1-4 мас.ч. СКФ-26 или Ф-32Л на 100 маc.ч. ЭТС.
Для каждой прописи ЭТС рассчитывают адиабатическую температуру горения Та с помощью компьютерной программы "Астра" (Расчетные методы и программы для ЭВМ при исследованиях и отработке металлизированных гетерогенных систем: Сборник алгоритмов и программ/Под ред. Н. А. Силина. - М.: ЦНИИ НТИ и ТЭИ, 1986. - С. 14-32).
Пластифицированными ЭТС замазывают ремонтируемые участки поврежденной огнеупорной футеровки при комнатной температуре. Далее инициируют СВС поджиганием ЭТС. При этом происходит разложение окислителя с выделением кислорода в количестве, достаточном для полного окисления горючего и спекания материалов по месту ремонта. В вариантах ЭТС, обеспечивающих режим СВС, образуются огнеупорные пористые шлаки с хорошей адгезией к ремонтируемому футеровочному покрытию, которые заполняют трещины.
Определяют показатели качества ремонта: огнеупорность (К), пористость (%) и адгезию к футеровке (МПа).
Результаты приведены в табл. 1.
Как видно из табл.1, варианты ЭТС 1-9, где соотношение ингредиентов находится в области горючести, пригодны для ремонта, обеспечивая следующие значения показателей качества: огнеупорность 1780-1950 К; пористость 16-19%; адгезия к материалу футеровки 2,8-3,5 МПа. При этом оптимальными являются варианты 1 (ZrO2 15; Al 25; фторкаучук 2; Сr2О3 58 мас.ч.) и 5 (ZrO2 20; Al 20; фторкаучук 3; BaCrO4 58 мас.ч.), обеспечивающие наилучшее сочетание показателей качества ремонта (см. табл.А).
Вариант ЭТС 10, не обработанный пластификатором, для ремонта не пригоден, так как не позволяет плотно заделать место повреждения футеровки. В вариантах 11-13, где Та<1500 К, как и следовало ожидать, соотношение ингредиентов ЭТС находится вне области горючести, вследствие чего режим СВС здесь не реализуется.
ПРИМЕР 2. Использование наполнителей из отходного сырья.
Ремонт алундового футеровочного покрытия муфельной печи выполняют, как в примере 1, с использованием ЭТС, включающей, мас.ч.:
а) горючее - алюминиевый порошок марки АСД-1 - 25;
б) огнеупорный наполнитель - ZrO2, бой бадделеитового покрытия или их смесь - каждого от 0 до 15, суммарно - 15;
в) окислитель - Сr2О3 - 58.
Соотношение ингредиентов данной ЭТС находится в области горючести (см. п.5 табл.1).
Отходное сырье - бой баделлеитового покрытия - подготавливают для использования механическим измельчением с последующим выделением фракции размером 300 мкм и менее. Полученная фракция содержит не менее 95 мас.% ZrO2.
Непосредственно перед использованием приготовленные варианты ЭТС пластифицируют с помощью ацетонового раствора фторкаучука СКФ-26 из расчета 2 мас.ч. СКФ-26 на 100 мас.ч. ЭТС.
Значения показателей качества ремонта приведены в табл. 2.
Как видно из табл.2, значения показателей качества отремонтированного покрытия в данном примере являются близкими для всех испытанных вариантов состава наполнителя и находятся в пределах: огнеупорность 1900-1930 К; пористость 16-18%; адгезия к материалу футеровки 3,1-3,2 МПа.
ПРИМЕР 3. Использование различных связующих.
Ремонт бадделеитового футеровочного покрытия муфельной печи проводят, как в примере 1, с использованием ЭТС, включающей, маc.ч.:
а) горючее (алюминий АСД-1) 30;
б) огнеупорный наполнитель (диоксид циркония) 20;
в) окислитель (Сr2О3) 48.
Для пластификации ЭТС используют следующие связующие:
а) фторкаучук марок СКФ-26 и СКФ-32 (в виде 10%-ного раствора в ацетоне);
б) фторопласт Ф-42Л (в виде 10%-ного раствора в ацетоне);
в) фенолформальдегидная смола (в виде 25%-ного раствора идитола марки СФ-0112А в этиловом спирте);
г) фенолформальдегидная смола (в виде 30%-ного спирто-ацетонового раствора смолы СФ-342);
д) жидкое стекло (в виде 50%-ного водного раствора);
е) парафин (в виде 10%-ного раствора в бензине).
Связующие берут из расчета 2 мас.ч. на 100 мас.ч. ЭТС.
Результаты представлены в табл. 3.
Как видно из табл.3, оптимальным является использование ЭТС, пластифицированных с помощью фторопласта, фторкаучука или фенолформальдегидной смолы. В этом случае достигаются следующие значения технических характеристик: огнеупорность 2060-2070 К; пористость 18-19%; адгезия 2,8-3,1 МПа. При пластификации ЭТС с помощью жидкого стекла или парафина снижаются показатели огнеупорности (не более 1980 К) и пористости (12 и 16% для жидкого стекла и парафина соответственно).
ПРИМЕР 4. Использование ЭТС, в состав которой включено связующее.
Для ремонта алундового футеровочного покрытия приготавливают два варианта ЭТС, дополнительно включающие связующее, мас.ч.:
Горючее - Аl в виде порошка марки ПА-1 - 25
Огнеупорный наполнитель - ZrO2 - 15
Окислитель - Сr2О3 - 58
Связующее - 2
В качестве связующего берут фторкаучук СКФ-26 и фенолформальдегидную смолу СФ-0112А. Приведенное в данном примере соотношение ингредиентов ЭТС находится в области горючести.
Непосредственно перед проведением ремонта ЭТС, включающую фторкаучук, переводят в пластическое состояние обработкой растворителем - ацетоном, ЭТС, включающую фенолформальдегидную смолу, - этанолом до консистенции, позволяющей заделать щели футеровочного покрытия.
Последующие операции выполняют, как в примере 1.
В обоих вариантах достигнуты близкие значения технических характеристик: огнеупорность 1920-1930 К; пористость 18-19%; адгезия 2,9-3,1 МПа.
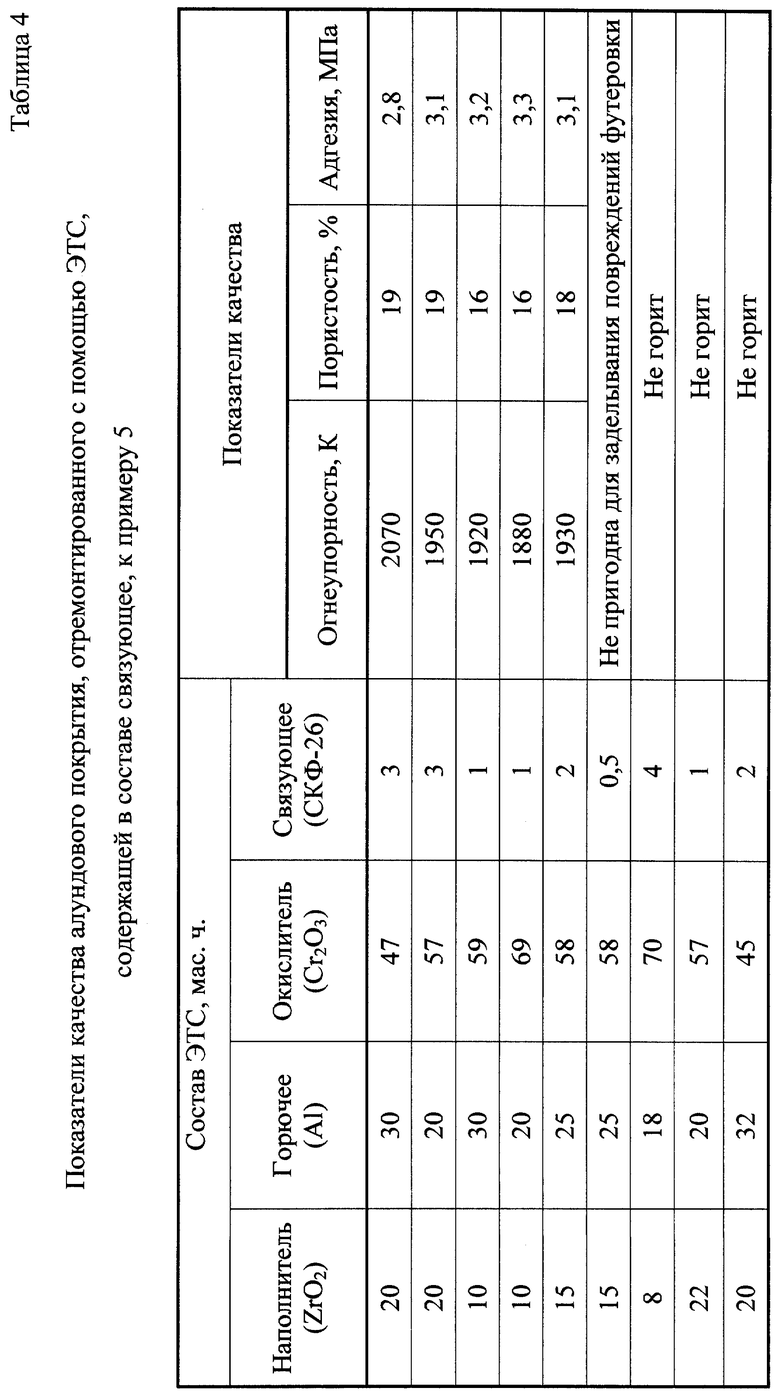
ПРИМЕР 5. Вариант способа по п.5 формулы.
Для ремонта огнеупорного алундового футеровочного покрытия приготавливают варианты ЭТС, включающие, мас.ч.:
Горючее - Аl в виде порошка марки АСД-1 - 18-32
Огнеупорный наполнитель - ZrO2 - 8-22
Окислитель - Сr2О3 - 45-70
Органическое связующее - фторкаучук СКФ-26 - 0,5-4
Перед нанесением на ремонтируемые участки приготовленные варианты ЭТС переводят в пластическое состояние обработкой ацетоном.
Последующие операции выполняют, как в примере 1.
Результаты представлены в табл. 4.
Как видно из табл. 4, из числа испытуемых для ремонта пригодны ЭТС, имеющие соотношение ингредиентов, мас.ч.:
Алюминий - 20-30
Диоксид циркония - 10-20
Фторопласт или фторкаучук - 1-3
Оксид хрома (III) - 47-69
Эти составы обладают горючестью и обеспечивают проведение ремонта в режиме СВС. При этом достигаются следующие значения технических характеристик: огнеупорность 1880-2070 К; пористость 6-19%; адгезия 2,8-3,2 МПа. ЭТС, имеющие соотношение ингредиентов вне указанных пределов, не обладают горючестью либо не пригодны для заделывания повреждений футеровки (отваливаются после нанесения на вертикальные и "потолочные" стенки).
Как пояснено приведенными примерами, использование предлагаемого способа удобно при ремонте футеровки высокотемпературных агрегатов малого объема, так как ремонт проводят на остывшем агрегате. Реализованный в новом способе режим СВС позволяет не только исключить подвод газообразного кислорода, но и обеспечить требуемый температурный режим спекания, а также образовать целевые продукты реакции, входящие в состав формируемого покрытия. Удобство проведения ремонта обеспечивается также возможностью приготовления ЭТС, в рецептуру которой включено связующее. В этом случае для перевода в пластическое состояние ЭТС достаточно обработать растворителем этого связующего. Другой технический результат заключается в возможности использования отходного сырья (в частности, боя огнеупорной футеровки, железной окалины и т. п.) в составе ЭТС.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНАЯ ШИХТА И МНОГОКОМПОНЕНТНЫЙ МАТЕРИАЛ ДЛЯ ПОКРЫТИЙ, ПОЛУЧЕННЫЙ ИЗ НЕЕ | 2001 |
|
RU2191758C2 |
| МАССА ДЛЯ ПОЛУЧЕНИЯ ВОДОУСТОЙЧИВОГО ИЗВЕСТКОВОГО КЛИНКЕРА | 1997 |
|
RU2133243C1 |
| ПИРОТЕХНИЧЕСКИЙ СОСТАВ, ДЕТОНИРУЮЩИЙ ПОД ДЕЙСТВИЕМ УДАРНО-ВОЛНОВЫХ НАГРУЗОК | 1997 |
|
RU2119903C1 |
| СОСТАВ И СПОСОБ ОБРАЗОВАНИЯ МАССЫ ДЛЯ КАРБОНИРОВАННЫХ ОГНЕУПОРОВ | 1998 |
|
RU2151123C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОУСТОЙЧИВОГО ИЗВЕСТКОВОГО КЛИНКЕРА | 1996 |
|
RU2136629C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ВОДОУСТОЙЧИВОГО ИЗВЕСТКОВОГО КЛИНКЕРА | 1998 |
|
RU2155173C2 |
| МНОГОКОМПОНЕНТНЫЙ РЕЗИСТИВНЫЙ МАТЕРИАЛ И ШИХТА ДЛЯ ПОЛУЧЕНИЯ РЕЗИСТИВНОГО МАТЕРИАЛА | 1996 |
|
RU2104984C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2000 |
|
RU2187473C2 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ВОДОУСТОЙЧИВОГО ИЗВЕСТКОВОГО КЛИНКЕРА | 1996 |
|
RU2116988C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ВОДОУСТОЙЧИВОГО ИЗВЕСТКОВОГО КЛИНКЕРА | 1996 |
|
RU2116987C1 |
Изобретение относится к технологии ремонта огнеупорных футеровочных покрытий малообъемных печей и высокотемпературных агрегатов. Решаемая техническая задача - обеспечение удобства ремонта футеровки высокотемпературных агрегатов малого объема, быстро остывающих после их отключения. Способ предусматривает нанесение на ремонтируемый участок экзотермической смеси (ЭТС), содержащей горючее на основе алюминия и огнеупорный наполнитель, с последующим спеканием под действием кислорода. Для решения указанной задачи используют ЭТС, дополнительно содержащую окислитель - оксид хрома и/или железа или их источник, при этом в качестве огнеупорного наполнителя ЭТС включает диоксид циркония или его источник при соотношении ингредиентов в области горючести. ЭТС переводят в пластическое состояние с помощью раствора связующего, а операцию спекания проводят в режиме самораспространяющегося высокотемпературного синтеза. Для перевода в пластическое состояние ЭТС обрабатывают раствором связующего - фторопласта или фторкаучука. Использование предлагаемого способа удобно при ремонте футеровки агрегатов малого объема. Способ позволяет не только исключить подвод газообразного кислорода, но и обеспечить требуемый температурный режим спекания. 1 с. и 2 з.п. ф-лы, 5 табл.
Алюминий - 20-30
Диоксид циркония - 10-20
Фторопласт или фторкаучук - 1-3
Оксид хрома (III) - 47-69
которую переводят в пластическое состояние обработкой растворителем связующего.
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| US 5180698 А, 19.01.1993 | |||
| US 4988647 А, 29.01.1991 | |||
| ЭКЗОТЕРМИЧЕСКИЙ ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 1996 |
|
RU2163579C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ПОКРЫТИЯ НА ГОРЯЧЕЙ ПОВЕРХНОСТИ И ПОРОШКОВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ПОКРЫТИЯ | 1990 |
|
RU2027690C1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ПОДА ТЕПЛОВЫХ АГРЕГАТОВ МЕТОДОМ КЕРАМИЧЕСКОЙ НАПЛАВКИ И ТЕРМИТНО-ОГНЕУПОРНАЯ МАССА ДЛЯ КЕРАМИЧЕСКОЙ НАПЛАВКИ | 1999 |
|
RU2158403C1 |
| Тепловой расходомер | 1972 |
|
SU447562A1 |

