Изобретение относится к области испытаний соединений, в частности гидравлических испытаний вальцовочных соединений на плотность.
Известен способ испытания вальцовочных соединений на плотность, включающий размещение конца теплообменной трубы в отверстии фланца, имеющее кольцевые канавки, фиксирование трубы от возможного перемещения, закрепление трубы в отверстии фланца путем ее раскатки роликами механической вальцовки, обработку торцовых частей соединения с целью удаления жировых пятен, нанесение на лицевую поверхность вальцовочного соединения водного раствора мела, а с противоположной стороны вальцовочного соединения по месту контакта трубы и фланца нанесение керосина (см. Юзик С.И. Развальцовка труб в судовых теплообменных аппаратах. - Л.: Судостроение, 1978, 140 с.).
К недостаткам известного способа испытаний вальцовочных соединений на плотность относится установление только качественной картины контакта между соединяемыми элементами. Субъективность анализа при обнаружении протечек между соединяемыми элементами, а также сложности с нанесением керосина на тыльную поверхность трубной решетки пучка существенно ограничивают масштабы применимости данного способа испытаний.
Известен также способ гидравлических испытаний вальцовочных соединений на плотность, включающий закрепление трубы механической вальцовкой в отверстии фланца, имеющем кольцевые канавки, подачу жидкости высокого давления в зазор между поверхностью полости во фланце и внешней поверхностью трубы, выдержку соединения под давлением жидкости и оценку в последующем наличия ее протечек в зазоре между соединенными элементами (Ткаченко Г.П., Бриф В.М. Изготовление и ремонт кожухотрубчатой теплообменной аппаратуры. - М.: Машиностроение, 1980, 160 с., см. с. 153 - прототип).
К недостатку известного способа следует отнести отсутствие информации о добротности вальцовочного соединения при работе на заданных эксплуатационных параметрах теплообменного аппарата - сроке гарантированного межремонтного пробега, определяемого скоростью коррозии металла трубы в большей степени на ее внутренней поверхности, величинами осевых нагрузок на плавающей трубной решетке для теплообменного аппарата нежесткого типа и температурой эксплуатации последнего.
Задачей изобретения является разработка такого способа гидравлического испытания вальцовочных соединений на плотность, который бы позволял иметь объективную информацию о сроке гарантированного межремонтного пробега теплообменного аппарата при известных параметрах его эксплуатации, таких как величины осевого усилия, давления рабочей жидкости и температуры.
Технический результат достигается тем, что в способе гидравлических испытаний вальцовочных соединений на плотность, включающем закрепление трубы механической вальцовкой в отверстии фланца, имеющем кольцевые канавки, подачу жидкости высокого давления в зазор между поверхностью полости во фланце и внешней поверхности трубы, выдержку соединения под давлением жидкости и оценку в последующем наличия ее протечек в зазоре между соединенными элементами, согласно изобретению вальцовочное соединение последовательно нагружают осевым усилием, прикладываемым к торцу трубы со стороны тыльной поверхности фланца, заданным давлением рi жидкости и температурой, вызывающей нагрев внешней поверхности фланца, например токами Фуко, предварительно каждый раз уменьшая толщину стенки трубы на длине вальцовочного пояска до ti - ее критического значения, при котором наблюдаются протечки, после чего устанавливают экспериментальную зависимость рi=f(ti) для данного типа соединения, величины осевого усилия и значения температуры испытания, и далее по известной скорости коррозии материала трубы, а также техническим параметрам эксплуатации соединения определяют ресурс его надежной работы.
Осуществление предлагаемого способа позволяет получать объективную и полную информацию о технических возможностях конкретного типа вальцовочного соединения и экономической целесообразности его использования в конкретных условиях эксплуатации теплообменного аппарата нежесткого типа.
Это объясняется тем, что в предлагаемом способе механическому, гидравлическому и тепловому испытаниям подвергаются вальцовочные соединения с предварительно уменьшенной толщиной стенки трубы, что в определенной степени имитирует действие коррозии на внутреннюю ее поверхность. В результате плавного уменьшения толщины стенки, но при постоянных осевом усилии, прикладываемому к торцу трубы, температуре нагрева и давлении жидкости, подаваемой в зазор между соединенными элементами, выявляется критическая толщина трубы для реальных условий эксплуатации теплообменного аппарата, при которой имеют место протечки жидкости. Повторяя подобные действия с образцами на давлениях, меньших выявленных ранее, открывается возможность построения зависимости давления подаваемой в зазор между соединенными элементами жидкости и величиной критической толщины стенки при заданных уровнях осевой нагрузки трубы и температуры эксплуатации теплообменного аппарата. Последнее, с учетом знания скорости коррозии материала трубы от степени агрессивности рабочей среды теплообменного аппарата нежесткого типа, позволяет выявить пригодность и целесообразность использования данного типа вальцовочного соединения.
Сущность изобретения поясняется чертежом, где показана конструкция испытательного аппарата, содержащего высококачественное вальцовочное соединение трубы, имеющую и заглушку, приваренную к торцу, и фланца, имеющего крышку, приваренную к его торцу, установленного в нагревательный элемент и предназначенного для испытания вальцовочного соединения одновременным действием рабочей жидкости, осевого усилия, прикладываемого к торцу заглушки, и температуры, нагревающей вальцовочное соединение посредством нагрева внешней поверхности фланца.
Вариант осуществления изобретения состоит в следующем.
Первоначально анализу подвергаются известные способы образования вальцовочных соединений, применительно к условиям эксплуатации теплообменного аппарата нежесткого типа.
Допустим пригодным является вальцовочное соединение, когда профилированная законцовка 1, содержащая на внешней поверхности кольцевой выступ трапециевидного поперечного сечения (см. статью Г.А.Батраев, С.И.Козий, Ф.В. Гречников, С.С.Козий. Новый механизм закрепления труб в трубных решетках. - Химическое и нефтегазовое машиностроение, 1998, 9-10, с. 64-66, рис. 1), закрепляется механической вальцовкой в отверстии фланца 2, содержавшего кольцевые канавки трапециевидного и треугольного поперечных сечений (см. чертеж). Таким закреплением трубы формируется поле остаточных напряжений, удерживающее трубу в отверстии фланца (действие напряжений условно показано стрелками).
К торцу трубы, имевшему исходные геометрические размеры, приваривают заглушку 3 и далее, разместив крышку 4 на торце фланца со стороны заглушки, выполняют сваркой неразъемное соединение фланца и трубы.
При этом имеет место зазор между соединенными элементами, что позволяет подать рабочую жидкость под крышку, а значит, нагрузить высоким ее давлением торцовую поверхность заглушки и заполнить зазор между трубой и фланцем (имитируется испытание жидкостью высокого давления при подаче ее в межтрубное пространство и осевого усилия, воспринимаемого вальцовочным соединением).
После чего через отверстие в крышке подают рабочую жидкость заданного давления, что при известной торцовой площади заглушки позволяет нагрузить вальцовочное соединение пропорциональным осевым усилием.
Далее индуктором 5 (условно показаны только витки) подвергают нагреву внешнюю поверхность фланца, вызывая увеличение его поперечных размеров, а значит, изменения уровня остаточных напряжений на контактной поверхности вальцовочного соединения. Для большинства теплообменных аппаратов нефтеперерабатывающей и нефтехимической отраслей промышленности максимальное значение температуры их эксплуатации составляет 350-450oC.
Вальцовочное соединение выдерживают под этим давлением рабочей жидкости, расчетным осевым усилием и температурой в 350-400oC не менее 10 минут. Затем по манометру определяют наличие или отсутствие падения величины исходного давления, что может свидетельствовать о протечках рабочей жидкости в соединении или их отсутствии.
Отсутствие протечек рабочей жидкости, что является отличительной их особенностью от традиционных типов вальцовочных соединений, позволяет режущими методами уменьшить толщину стенки на величину Δti. При уменьшенной толщине стенки вновь подают рабочую жидкость под крышку аппарата. Уменьшение стенки трубы повторяют до тех пор, пока не проявятся протечки. Для следующего вальцовочного соединения, выполненного по адекватной предыдущему вальцовочному соединению технологии, толщину стенки уменьшают до окончательной толщины стенки предыдущего образца вальцовочного соединения, но уменьшают величину давления рабочей жидкости и, следовательно, осевого усилия. Повторяя вышерассмотренный прием на гамме однотипных образцов вальцовочных соединений, получают экспериментальные точки, позволяющие построить зависимость толщины стенки законцовки теплообменной трубы от величины давления рабочей жидкости, соответствующего ему осевого усилия и температуры. Устойчивость и воспроизводимость значений полученной экспериментальной зависимости определяется устойчивостью технологии закрепления труб в трубных решетках и числом образцов вальцовочных соединений, подвергаемых испытанию.
Исходя из вышеизложенного, подчеркнем зависимость осевого усилия, воспринимаемого вальцовочным соединением, от величины давления рабочей жидкости, что в определенной степени может служить некоторым ограничением при использовании ряда конструкций теплообменных аппаратов.
Для подобных конструкций, когда величина прикладываемого к соединению осевого усилия не зависит от величины давления рабочей жидкости, проводятся испытания по схеме, приведенной на чертеже.
Данная схема в отличие от вышерассмотренной предусматривает наличие у заглушки стержня, выходящего за пределы лицевой поверхности фланца. Один из вариантов такой схемы состоит в том, что предварительно, закрепив испытательный аппарат от возможных перемещений, нагружают вальцовочное соединение усилием Р через стержень заглушки. Последующая подача рабочей жидкости заданного давления под крышку, увеличивая осевое усилие на соединении, приводит к возможности его испытания в условиях, не зависимых от уровня давления подаваемой в аппарат рабочей жидкости. Далее производят нагрев фланца до температуры в 350-400oС. Аналогично рассмотренному выше строится экспериментальная зависимость величины давления рабочей жидкости, осевого усилия и температуры от толщины стенки вальцовочного соединения. Отметим, что данная методика не исключает и варьирование значением температуры нагрева фланца при отыскании экспериментальной искомой зависимости.
Дальнейшая формализация позволяет математически описать получаемые зависимости срока межремонтного пробега вальцовочного соединения от типа вальцовочного соединения и агрессивности среды, подаваемой в теплообменный аппарат. Другими словами, использование относительно простой и, главное, дешевой методики открывает перед эксплуатационниками возможность штатного планирования по ремонту теплообменной аппаратуры (внештатные ситуации отвергаются применяемой технологией при закреплении труб в трубных решетках).
Опытно-промышленная проверка разработанного способа прошла при испытании на плотность вальцовочных соединений с профилированными внешними поверхностями концов труб из стали 10.
Подготовленные к профилированию трубы с исходными геометрическими размерами поперечного сечения 24,9 х 19,8 мм раздавались жестким пуансоном с коническим заходным конусом длиной, равной 10 мм, до внешнего диаметра калиброванного участка трубы 25,4 мм. Длина калиброванного участка при этом составляла 30 мм.
Затем калиброванный участок трубы на длине в 20 мм каскадно обжимался в двухступенчатой матрице, что вызывало деформацию трубы на первой ступени до внешнего диаметра 24,3 мм, на второй ступени до внешнего диаметра 23,8 мм. Ширина кольцевой жесткости при этом равнялась 2 мм.
При фиксировании трубы в разъемной трехсегментной матрице калиброванный участок трубы обжимался с диаметра 25,4 мм до диаметра 25,3 мм.
В качестве технологического оборудования использовался гидравлический горизонтальный пресс двойного действия конструкции ООО "Ремонтно-механический завод" нефтяной компании "ЮКОС".
Профилированные законцовки имели внешний диаметр кольцевого выступа 25,3 мм, внешний диаметр полотна трубы 24,3 мм, диаметр отверстия во второй ступени 18,4 мм. Высота кольцевого выступа равнялась 0,5 мм, его большое основание 4,0 мм, малое основание 2,0 мм.
Технологическая оснастка изготавливалась из инструментальной стали У8А с твердостью HRC после закалки не менее 56 единиц и точностью исполнительных размеров по 9-му квалитету. Трапециевидные кольцевые канавки в матрице технологической оснастки выполняли со следующими геометрическими размерами: малым основанием 2 мм; большим основанием 4 мм; глубиной 0,5 мм.
Ступенчатый пуансон имел диаметр малой ступени 18,4 мм, диметр большой ступени 24,3 мм.
Формирование кольцевых выступов на трубе проводилось на гидравлическом горизонтальном прессе двойного действия конструкции ООО "Ремонтно-механический завод" нефтяной компании "ЮКОС" при усилиях, не превышающих 0,3 МН, что обеспечивало полное воспроизведение требуемых геометрических размеров кольцевых выступов трапециевидного поперечного сечения.
Полученные трубы с профилированными законцовками закреплялись механическими вальцовками отечественного производства на стенде фирмы "Индреско" (США) в отверстиях фланцев, имевших две кольцевые канавки трапециевидного и треугольного поперечных сечений, рассчитанных в соответствии с применяемой технологией вальцевания.
Для производства давления рабочей жидкости, подаваемой под крышку испытательного аппарата, использовался ручной насос, позволявший изменять ее давление в пределах до 20 МПа.
Осевое усилие прикладывалось к стержню заглушки посредством экстрактора фирмы "Индреско" и регулировалось давлением рабочей жидкости в насосной станции.
Нагрев фланцев до температур 350-400oС производился по известной технологии в индукторе. Контроль температуры осуществлялся термопарами, закрепленными на торцовой поверхности фланца.
Установленная экспериментально зависимость между толщиной стенки и величинами испытуемых соединение осевого усилия, давления рабочей жидкости и температуры впоследствии проверялась на практике сравнением фактического срока службы теплообменного аппарата и условий его эксплуатации с расчетными. Как показала практика, фактический срок службы вальцовочного соединений несколько больше расчетного, что можно отнести к различию в уменьшении толщины стенки коррозией и механической обработкой.
Изобретение применимо для оценки эффективного применения того или иного вальцовочного соединения при производстве и ремонте трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ НА ПЛОТНОСТЬ ВАЛЬЦОВОЧНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2195639C2 |
| СПОСОБ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ НА ПЛОТНОСТЬ ВАЛЬЦОВОЧНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2195638C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162023C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162022C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159689C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2165325C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2190492C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2191087C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170153C2 |
Изобретение относится к испытаниям соединений, в частности к гидравлическим испытаниям вальцовочных соединений на плотность. Вальцовочное соединение последовательно нагружают осевым усилием, прикладываемым к торцу трубы со стороны тыльной поверхности фланца, заданным давлением pi жидкости и температурой, вызывающей нагрев внешней поверхности фланца, например, токами Фуко, предварительно каждый раз уменьшая толщину стенки трубы на длине вальцовочного пояска до ti - ее критического значения, при котором наблюдаются протечки, после чего устанавливают экспериментальную зависимость pi=f(ti) для данного типа соединения, величины осевого усилия и значения температуры испытания и далее по известной скорости коррозии материала трубы, а также техническим параметрам эксплуатации соединения определяют ресурс его надежной работы. Технический результат изобретения - обеспечение объективной информацией о сроке гарантированного межремонтного пробега теплообменного аппарата при известных параметрах его эксплуатации. 1 ил.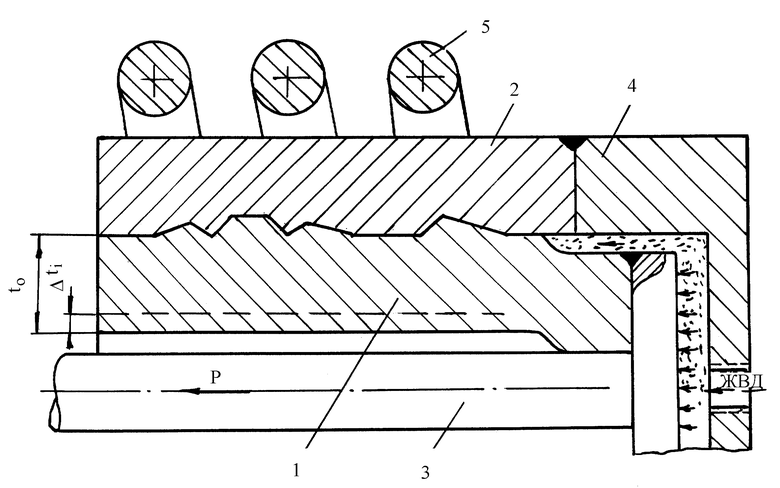
Способ гидравлических испытаний вальцовочных соединений на плотность, включающий закрепление трубы механической вальцовкой в отверстии фланца, имеющем кольцевые канавки, подачу жидкости высокого давления в зазор между поверхностью полости во фланце и внешней поверхностью трубы, выдержку соединения под давлением жидкости и оценку в последующем наличия ее протечек в зазоре между соединенными элементами, отличающийся тем, что вальцовочное соединение последовательно нагружают осевым усилием, прикладываемым к торцу трубы со стороны тыльной поверхности фланца, заданным давлением pi жидкости и температурой, вызывающей нагрев внешней поверхности фланца, например, токами Фуко, предварительно каждый раз уменьшая толщину стенки трубы на длине вальцовочного пояска до ti - ее критического значения, при котором наблюдаются протечки, после чего устанавливают экспериментальную зависимость pi= f(ti) для данного типа соединения, величины осевого усилия и значения температуры испытания и далее по известной скорости коррозии материала трубы, а также техническим параметрам эксплуатации соединения определяют ресурс его надежной работы.
| Юзик С.И | |||
| Развальцовка труб в судовых теплообменных аппаратах | |||
| - Л.: Судостроение, 1978, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Ткаченко Г.П | |||
| и др | |||
| Изготовление и ремонт кожухотрубчатой теплообменной аппаратуры | |||
| - М.: Машиностроение, 1980, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| УСТАНОВКА ДЛЯ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ ТРУБ | 1998 |
|
RU2150683C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЯ НА ГЕРМЕТИЧНОСТЬ | 1991 |
|
RU2020302C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| US 4383436 A, 17.05.1983 | |||
| US 4727749 A, 01.03.1988 | |||
| DE 19526992 A1, 01.02.1996. | |||

