Изобретение относится к способу пуска или переналадки машины для обработки металлических листов согласно ограничительной части п.1 формулы и к модульному магазину для осуществления способа по п.4.
Магазины для штабелей металлических листов и устройства для отделения листов известны и используются во многих машинах для обработки листов, а также в обычных машинах для изготовления консервных банок, где к механизму отделения предъявляются очень высокие требования: в машинах средней производительности следует отделять до 500, а в высокопроизводительных машинах - до 1000 листов в минуту. Регулируемые опоры штабеля в магазине выполняют, например, из четырех соответствующих углам штабеля уголковых профилей, которые при смене формата должны быть каждый раз согласованы между собой. Для обеспечения поштучного отделения листов от штабеля с названной скоростью известно также безупречное отделение каждого листа от штабеля посредством подачи разделяющего или раздвигающего листы воздуха. Для того чтобы поддерживать на необходимом и точно определенном уровне прогиб самого нижнего листа, захватываемого и транспортируемого дальше отделяющим устройством, необходимо точно позиционировать разделительные стопоры, подхватывающие снизу этот лист, для каждого формата, сортамента и покрытия листов стопоры следует позиционировать по-другому. Необходимые для этого регулируемые элементы для подачи раздвигающего листы воздуха, а также опоры штабеля, направляющие и удерживающие его, привязаны к машине, т.е. установлены вблизи магазина на самой машине.
К названным устанавливаемым параметрам (разделяющий листы воздух, разделительные стопоры) относится также разное в зависимости от отделяемого листа, но постоянное тогда расстояние между самым нижним листом и отделяющим органом.
При каждой переналадке, будь то на другой формат или на другой материал листов, все настройки необходимо выполнять заново. При этом к точности настроек предъявляются высокие требования, поскольку штабель листов, во-первых, должен достаточно прочно удерживаться в магазине, а во-вторых, должно обеспечиваться легкое поштучное снятие листов с помощью отделяющего устройства или разъединителя штабеля. Например, в зависимости от формата, материала или толщины листов (в частности, трудно манипулировать тонкими, легко склонными к вибрированию листами), а также в зависимости от покрытия листов или толщины масляного слоя на поверхности листов создаются каждый раз иные условия, которые необходимо учитывать при регулировании, например, опор штабеля, элементов для подачи раздвигающего листы воздуха (положение и ориентирование воздушной струи и количество вдуваемого воздуха) и расстояния до отделяющего органа. При большом количестве учитываемых параметров невозможно указать такое правило настройки, которое гарантировало бы безупречное отделение листов. Правила эксплуатации таких машин содержат предпочтительную основную настройку и дополнительные указания по улучшению настроек до тех пор, пока все параметры не будут эмпирически установлены и иметь правильное соотношение.
Эти сложные работы могут быть произведены только специалистом по пуску машины, и они приводят каждый раз к ее длительному простою. Также по окончании работ по обслуживанию, например, разъединителя штабеля, который недоступен без демонтажа магазина для штабеля листов и перемещения окружающих его вспомогательных органов, возникают большие перерывы в производстве, поскольку после этого настройки необходимо выполнять заново, т.е. снова определять эмпирически. В частности, у высокопроизводительных машин, на которых изготовляют, например, до 1000 банок в минуту, из-за этого возникают значительные простои.
Наиболее близким аналогом заявленного изобретения является ЕР 0406608 А1, В 65 Н 3/08, 09.01.91, в котором описан модульный механизм машины для обработки листов с устройством для отделения листов из магазина с высокой скоростью, содержащий опоры для размещения штабелей листов разного формата.
В основе изобретения лежит задача создания способа пуска или переналадки машины для сварки обечаек, который обеспечивает пуск производства или переналадку на другой продукт (смена формата и/или материала листов) в кратчайшее время и который может быть просто осуществлен самим обслуживающим персоналом линии, то есть без привлечения специалистов. Эта задача решается согласно изобретению за счет того, что в способе пуска или переналадки машины для обработки листов, в частности машины для сварки обечаек, с установленным на ней магазином листов с отделяющим и транспортирующим листы на позицию обработки устройством, в качестве магазина листов используют модульный, переносной и соединяемый с машиной магазин, по меньшей мере, с одним вспомогательным органом для отделения листов, рабочий параметр или рабочие параметры которого предварительно устанавливают готовыми к работе с учетом свойств обрабатываемого листа, таких как формат, и/или сплав, из которого он получен, и/или характер поверхности.
Согласно предпочтительному выполнению способа используют вспомогательные органы в виде воздушного сопла для подачи разделяющего листы воздуха, в виде разделительных стопоров и распорного элемента и предварительно устанавливают для заданного обрабатываемого листа такие рабочие параметры, как разделяющий листы воздух, прогиб самого нижнего листа в штабеле магазина путем регулировки разделительных стопоров и расстояние от самого нижнего листа до отделяющего устройства путем регулировки распорного элемента.
При этом является предпочтительным при смене обрабатываемых листов удалить модульный магазин и хранить с имеющейся установкой рабочих параметров до тех пор, пока не возникнет необходимость в его использовании для обработки тех же листов в машине для сварки обечаек, а на его место установить другой модульный механизм, настроенный на новые параметры листов.
Согласно еще одному предпочтительному выполнению способа рабочие параметры модульного механизма устанавливают с помощью пробных листов на испытательном стенде и готовый к работе с заданными листами модульный магазин направляют на предприятие, эксплуатирующее линию, или подают к сварочной машине, а затем сразу устанавливают на ней готовым к работе, или временно хранят до его использования.
Вышеупомянутая задача решается также в модульном магазине машины для обработки листов с устройством для отделения листов из магазина с высокой скоростью, содержащем опоры для размещения штабелей листов разного формата, за счет того, что он снабжен рамой с одним или несколькими вспомогательными органами для разделения и поштучного отделения или снятия листов посредством отделяющего устройства.
Согласно предпочтительным формам выполнения вспомогательные органы могут быть установлены на раме с возможностью перемещения и выполнены в виде элементов с разделительными стопорами для обеспечения заданного прогиба готового к снятию листа и точной по месту поддержки;
вспомогательные органы могут быть установлены с возможностью перемещения, по меньшей мере, с одной, предпочтительно тремя, степенями свободы и выполнены в виде элементов для подачи разделяющего листы воздуха и с возможностью воздействия на листы при снятии их отделяющим устройством по порядку;
опоры для размещения штабелей могут быть выполнены с возможностью перемещения и воздействия только на одну или только на противоположные друг другу стороны листа;
магазин может быть снабжен средствами для установки его в определенном положении относительно отделяющего устройства, выполненными в виде распорных элементов, а распорные элементы могут быть выполнены в виде регулируемых по высоте и расположенных на раме регулировочных винтов.
За счет того что вспомогательные органы для отделения листов (раздвигающий листы воздух и т.д.) установлены не на самой машине, а на раме модульного магазина, можно накапливать настройки для удаления магазина. Это, в свою очередь, позволяет точно настроить модульный магазин с помощью листов-образцов или пробных листов, например, на испытательном стенде изготовителя или в другом месте, где имеются специалисты (например, в испытательном центре предприятия, эксплуатирующего линию). Готовый к использованию магазин может быть тогда легко смонтирован на машине, благодаря чему сокращается время на переналадку (или время на подготовку к пуску) и отпадает потребность в специалистах на месте.
Ниже более подробно описан пример исполнения модульного магазина для штабеля листов согласно изобретению, изображенного на чертеже.
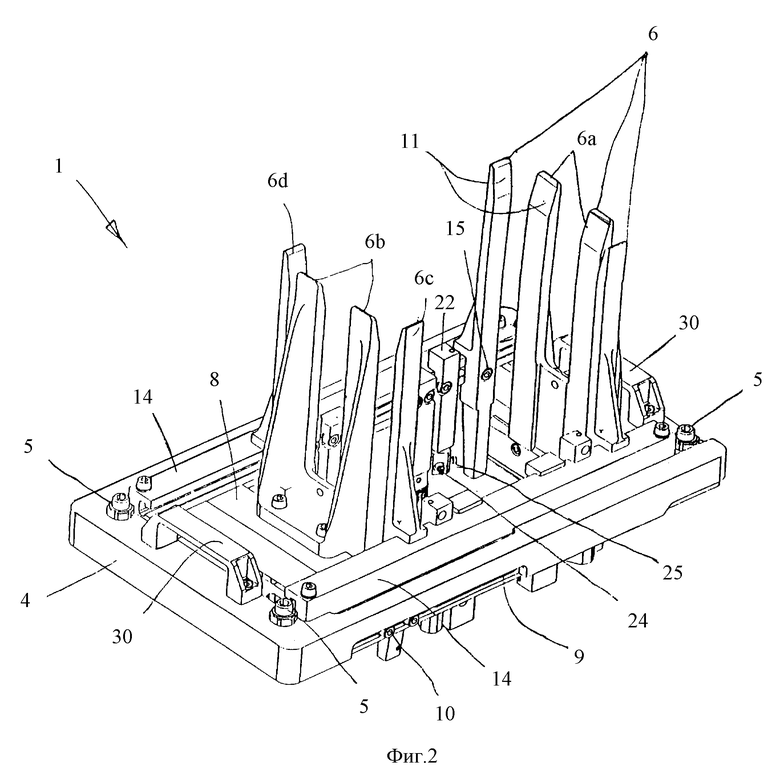
На фиг.1 показан общий вид магазина для штабеля листов,
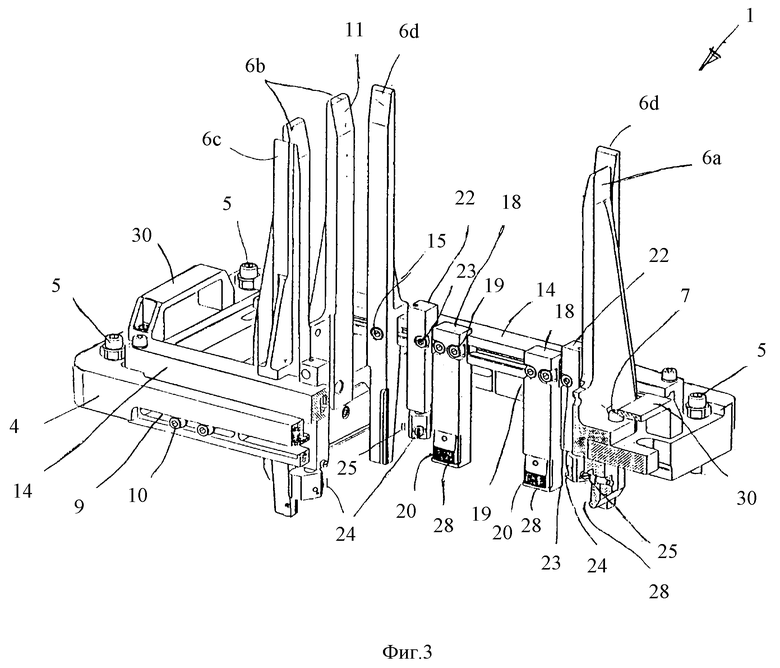
фиг.2 - магазин для штабеля листов на фиг.1 в перспективе,
фиг.3 - другой перспективный вид магазина для штабеля листов, частично в разрезе.
На чертеже магазин 1 для штабеля листов, например, к машине для изготовления консервных банок изображен в незаполненном виде. Магазин 1 содержит раму 4, позиционированную посредством регулировочных винтов 5 (на сварочной машине известного вида, не показана, см. , например, заявку Швейцарии 671945). Сварочная машина содержит отделяющее устройство, например согласно европейской заявке 0575707 А1 или европейскому патенту 0406608 В1 (также не показано). Отделяющее устройство захватывает каждый раз самый нижний лист помещенного сверху в магазин 1 штабеля (не показан), например присасывает его, и транспортирует затем по стрелке Р на фиг.1 на позицию дальнейшей обработки.
Для того чтобы направлять и удерживать штабель листов, на раме 4 расположено несколько опор 6, 18. Передние в направлении стрелки Р опоры обозначены поз.6а, а задние - поз.6b. Сбоку расположены опоры 18, 6с, 6d. Передние 6а, задние 6b и боковые 18 опоры снабжены внизу направленными внутрь, подхватывающими снизу штабель удерживающими поверхностями 28, опоры 6с, 6d не имеют таких поверхностей и предусмотрены лишь в качестве направляющих штабеля, прежде всего для его верхней части. Удерживающие поверхности 28 определяют нижнюю кромку штабеля листов. Положение этой кромки по высоте относительно отделяющего устройства можно регулировать посредством регулировочных винтов 5, которые устанавливают расстояние между самым нижним листом и отделяющим органом.
Для облегчения вдвигания штабеля листов в магазин 1 опоры 6 снабжены вверху скосами 11.
Расстояние между передними 6а и задними 6b опорами соответствует, например, величине развертки банки (π•d), а расстояние между боковыми опорами 18, 6с, 6d - высоте банки или обечайки. В то время как в изображенном примере исполнения передние, образующие единое целое, опоры 6а неподвижно соединены винтами 7 с рамой 4 (фиг.3), задние, также образующие единое целое, опоры 6b установлены с возможностью перемещения для установки нужного расстояния. Нижняя часть 8 опор 6b выполнена с возможностью перемещения в соответствующие выемки 9 рамы 4 и фиксируется регулировочными винтами 10 в нужном месте.
На раме 4 с возможностью перемещения относительно друг друга установлены две параллельные профильные шины 14, на которых на нужном расстоянии друг от друга посредством регулировочных винтов 15 и 19 (фиг.2 и 3) фиксированы соответственно боковые направляющие 6с и 6d и опоры 18 штабеля. На профильных шинах 14 с возможностью перемещения установлено по два элемента 22 для подачи раздвигающего листы воздуха, фиксируемых в нужном месте регулировочными винтами 23. Опоры 18 снабжены в нижней части сменными элементами с несколькими желобчатыми разделительными стопорами 20. Каждый элемент 22 для подачи раздвигающего листы воздуха оборудован в нижней части регулируемым по высоте дутьевым соплом 24, причем направление дутья может быть выбрано за счет поворота, смещения по углу и смещения по высоте, предпочтительно в трех степенях свободы, относительно элемента 22 и установлено вместе с нужной высотой сопла посредством регулировочных винтов 35. Также количество раздвигающего листы воздуха можно регулировать обычным образом (не показано).
Соответствующее высоте обечаек расстояние между воздействующими сбоку на штабель листов противоположными элементами устанавливают за счет перемещения профильных шин 14.
Само собой, вместо двух снабженных удерживающими поверхностями 28 опор 18 на каждую сторону штабеля листов могло бы быть достаточно только по одному такому элементу на каждую сторону или же можно было бы использовать более двух элементов.
Рама 4 снабжена двумя ручками 30.
Принцип действия описанной конструкции следующий.
Предназначенный для дальнейшей обработки штабель листов должен надежно удерживаться в магазине 1, однако при разделении штабеля должно быть обеспечено легкое отделение самого нижнего листа. Прежде всего следует исключить двойные листы, т. е. отделение двух листов, склеивающихся в процессе отделения. Для того чтобы обеспечить это, к точности настройки магазина 1 предъявляются высокие требования. Точность настройки особенно важна тогда, когда речь идет о высокопроизводительных машинах, на которых обрабатывается, например, до 1000 листов в минуту. Здесь не обойтись только точной регулировкой опор 6, 18 с точностью, например, 0,3 мм относительно друг друга в соответствии с обрабатываемым форматом листов, отделение листов должно дополнительно поддерживаться размещением разделительных стопоров 20 и использованием разделяющего или раздвигающего листы воздуха. При этом правила эксплуатации могут быть составлены в отношении настройки лишь ограниченно, поскольку помимо формата, толщины и материала листов требования к регулированию опор 6, 18 и элементов 22 для подачи раздвигающего листы воздуха, зависят еще и от других условий. Так, важную роль играет, например, характер поверхности листа, в зависимости от того, идет ли речь о лакированных или нелакированных листах, надпечатаны ли листы и как, покрыты ли маслом, вибрируют ли они, в зависимости от твердости листов и т.д., нужно каждый раз эмпирически находить оптимальную настройку. Важным признаком, например, у листов большего формата является обусловленное весом провисание самого нижнего листа, на которое влияет перемещение боковых опор 18 вдоль профильной шины 14 и которое необходимо учитывать за счет регулирования расстояния между рамой 4 и отделяющим устройством регулировочными винтами 5.
Эта сложная настройка магазина для штабеля листов может быть выполнена только специалистом. При смене формата или изменении только одного из упомянутых выше параметров все настройки необходимо выполнить еще раз: устанавливаемые параметры взаимно влияют друг на друга, так что изменение одного параметра влечет за собой изменение другого параметра.
Согласно изобретению регулируемые опоры 6, 18, разделительные стопоры 28 и элементы 22 для подачи разделяющего листы воздуха, а также выполненные в виде регулировочных винтов распорные элементы 5 установлены на легко снимаемой с разъединителями штабеля раме 4 и образуют таким образом модуль, который может быть сохранен с имеющимися настройками. Так, найденные настройки магазина сохраняются при временной смене формата. Такой модуль может быть наготове для каждого формата, предусмотренного для производства. Смена модуля может быть просто и быстро произведена даже менее квалифицированным оператором без возникновения длительных простоев машины. Также по окончании работ по обслуживанию, например, разъединителя штабеля, легко доступного благодаря выполнению рамы 4 с возможностью снятия, машина может быть снова быстро запущена в работу без необходимости выполнения заново сложных настроек магазина. Даже если необходима какая-либо новая настройка, поскольку, например, отсутствует достаточное число модулей, она может быть выполнена вне машины, продолжающей работать с другим модулем. Для пояснения значения этого усовершенствования следует напомнить, что часовой простой высокопроизводительной машины для изготовления банок означает сегодня потерю 60000 банок.
Другое преимущество заключается в том, что заказчик может получить машину с несколькими модулями без необходимости выполнения самому сложных настроек.
Еще одно преимущество в том, что согласно изобретению возможна перестановка модуля с одной машины на другую.
Магазин для штабеля листов согласно изобретению особенно предназначен для машин для сварки обечаек, работающих с очень высокой тактовой частотой, однако не ограничен ими.
Изобретения относятся к области машиностроения и могут найти применение при изготовлении обечаек из металлических листов в различных отраслях машиностроения. Для пуска или переналадки машины для сварки обечаек модульный магазин (1) для штабеля листов содержит выполненные с возможностью регулирования опоры (6, 18), которые направляют и удерживают штабель листов и имеют удерживающие поверхности (28), подхватывающие снизу самый нижний лист. Опоры (6, 18) установлены с возможностью перемещения на раме (4), которая разъемно соединена с устройством для отделения листов. Для облегчения поштучного отделения листов от штабеля на раме (4) дополнительно установлены выполненные с возможностью регулирования элементы (22) для подачи раздвигающего листы воздуха. Эти регулируемые детали образуют с рамой (4) сменный модуль, так что выполненные однажды, сложные сами по себе настройки, которые помимо формата листов зависят от многих других параметров, могут быть сохранены, с тем чтобы по окончании работ по обслуживанию или после использования другого модуля их можно было использовать заново. За счет того, что вспомогательные органы для отделения листов установлены не на самой машине, а на раме модульного магазина, можно накапливать настройки для удаления магазина. Это позволяет точно настроить модульный магазин с помощью листов-образцов или пробных листов, например, на испытательном стенде изготовителя или в другом месте, где имеются специалисты. 3 с. и 8 з.п. ф-лы, 3 ил.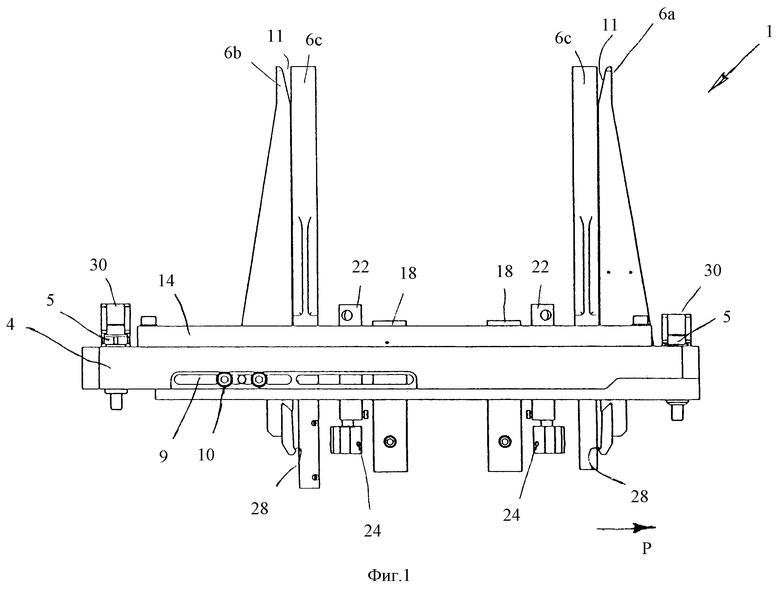
Приоритет по пунктам:
28.11.1994 - по пп. 1, 4-8;
22.12.1994 - по пп. 2-3 и 9-11.
| ЗАХВАТ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ МАТЕРИАЛА | 0 |
|
SU406608A1 |
| Устройство для ограничения перемещения обрабатываемого изделия | 1976 |
|
SU671945A1 |
| Машина для продольной контактной роликовой сварки корпусов банок | 1988 |
|
SU1732810A3 |
| ЗАХВАТ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ МАТЕРИАЛА | 0 |
|
SU406608A1 |
| Пресс для формования изделий из пластмасс | 1978 |
|
SU667414A1 |
| Устройство для настройки угольных регуляторов напряжения | 1973 |
|
SU575707A1 |

