Известны прессформы для изготовления крупногабаритных резинометаллических изделий, включающие обогреваемые основание и крышку, формующий вкладыш и вкладышвыталкиватель готовых изделий. В таких прессформах не предусмотрено применение основания - кольцевой обоймы с газопароотводящими каналами и формующего вкладыша-сборочного барабана со ступицей посадки его на вал сборочного станка, поэтому эти прессформы не пригодны для качественной сборки н вулканизации резинометаллических раструбов, используемых при формовании напорных железобетонных труб.
Предлагаемая прессформа отличается тем, что основание выполнено в виде кольцевой обоймы С радиальными и кольцевыми газопароотводящими каналами, формующий же вкладыш выполнен в виде барабана со ступицей посадки на вал сборочного станка. Выиолнение прессформы таким образом обеспечивает качественную сборку и вулканизацию, например, резинометаллических раструбов, используемых при формовании напорных железобетонных труб.
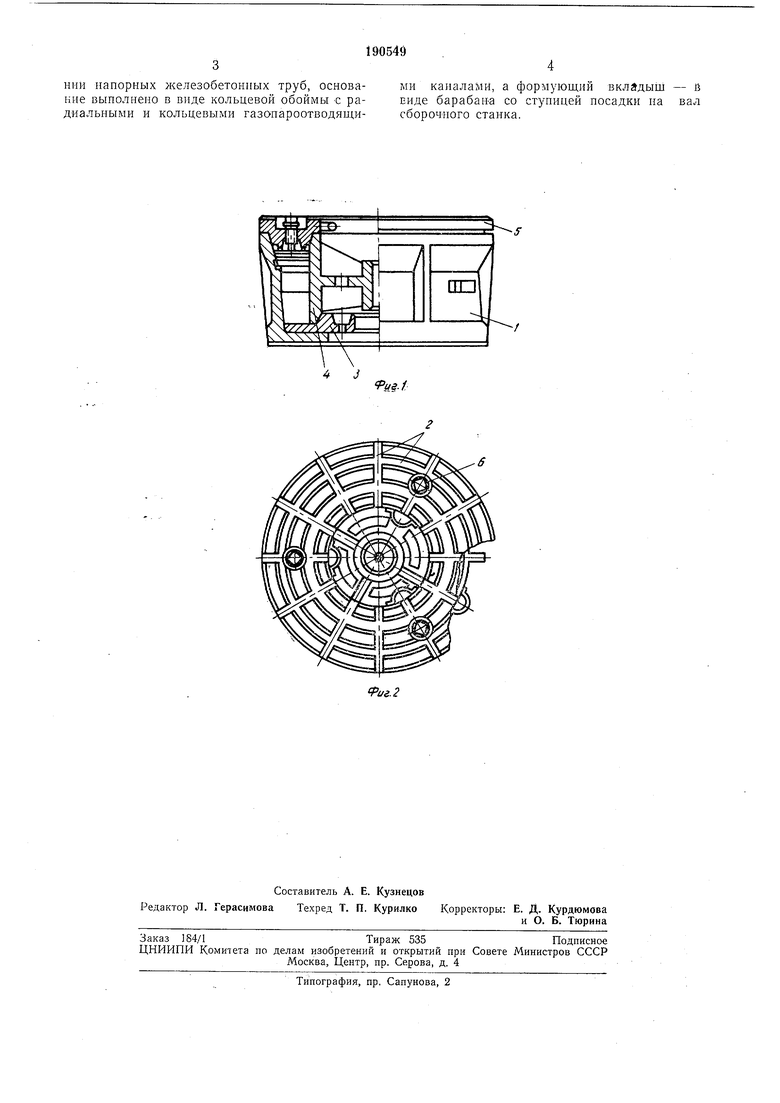
На фиг. 1 показана прессформа с частичным разрезом; на фиг. 2 - внутренняя полость -Прессформы, вид сверху.
мер раструбов, используемых при формовании напорных железобетонных труб, состоит из основания 1, выполненного в виде кольцевой обоймы с радиальными и кольцевыми газопароотводящими каналами 5, кольцевого вкладыша-выталкивателя 3 готовых изделий, формующего вкладыша 4, выполненного в виде барабана со ступицей посадки на вал сборочного станка, не показанного на чертежах, и крышки-пуансона 5 с отжимным винтом 6.
В основание 1 последовательно устанавливают кольцевой вкладыш-выталкиватель 3, барабанный вкладыш 4 с собранной на нем заготовкой и затем крышку-пуансон 5. Прессформу с заготовкой передают на подпрессовку и вулканизацию, после чего снимают крышку-пуансон на прессе, выталкивают барабанный вкладыш 4 и вкладыш с изделием, затем цикл работы повторяют.
Предмет изобретения
Прессформа для изготовления крупногабаритных резинометаллических изделий, включаюшая обогреваемые основание и крышку, формующий вкладыш и вкладыш-выталкиватель готовых изделий, отличающаяся тем, что, с целью обеспечения качественной сборки и вулканизации, например, резипометалличеНИИ напорных железобетонных труб, основакие выполнено в виде кольневой обоймы € радиальными и кольцевыми газонароотводящими каналами, а формующий вкладыШ - в Енде барабана со стуннней посадки на вал сборочного станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Устройство для изготовления кольцевых изделий | 1982 |
|
SU1087358A1 |
| СБОРКИ ПНЁВМОБАЛЛОНОВ | 1969 |
|
SU252593A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| ВУЛКАНИЗАТОР ДЛЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU304147A1 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| СТАНОК ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1970 |
|
SU271793A1 |
| Раструбообразователь формы для изготовления трубчатых изделий из бетонных смесей | 1990 |
|
SU1743884A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1666349A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
У
PyA-t
