Изобретение относится к машиностроению, в частности к способам совмещенной токарно-абразивной обработки наружных цилиндрических поверхностей деталей типа валов.
Известен способ токарно-абразивной обработки цилиндрических поверхностей, при котором осуществляют вращение детали, установленной одним концом в шпинделе станка, и ее обработку токарной и радиально перемещаемой абразивной частями, которые одновременно перемещают вдоль оси вращения детали.
Недостатком является то, что способ не обеспечивает высокого качества, которое проявляется в повышенной волнистости и кривизне обрабатываемых нежестких валов, возникающих из-за отсутствия, например, поддерживающего люнета и направляющей втулки заднего центра. Это увеличивает брак и снижает производительность.
Задачей изобретения является расширение технологических возможностей, повышение производительности и качества обработки, снижение волнистости и кривизны обрабатываемой поверхности за счет применения совмещенной обработки резанием лезвийным и самоцентрирующим абразивным инструментами, где последний выполняет роль люнета.
Поставленная задача решается с помощью предлагаемого способа токарно-абразивной обработки цилиндрических поверхностей, включающего вращение детали, установленной одним концом в шпинделе станка, и ее обработку токарной и радиально перемещаемой абразивной частями, которые одновременно перемещают вдоль оси вращения детали, при этом другой конец обрабатываемой детали устанавливают в направляющей втулке, а в качестве абразивной части при чистовой обработке используют абразивные бруски, которые посредством соединения типа "ласточкин хвост" подвижно устанавливают на реечных планках, входящих в зацепление с центральным спиральным диском, находящимся, в свою очередь, в зацеплении с малой конической шестерней радиального привода настройки абразивных брусков, при этом в процессе токарной обработки указанные бруски выполняют функцию подвижного люнета.
Кроме того, в процессе обработки на абразивные бруски воздействуют с радиальным усилием для возможности их радиальной подачи путем закрепления на подпружиненных в осевом направлении металлических подушках, которые подвижно устанавливают на поверхности, расположенной под углом к оси вращения обрабатываемой детали.
Сущность способа поясняется чертежами.
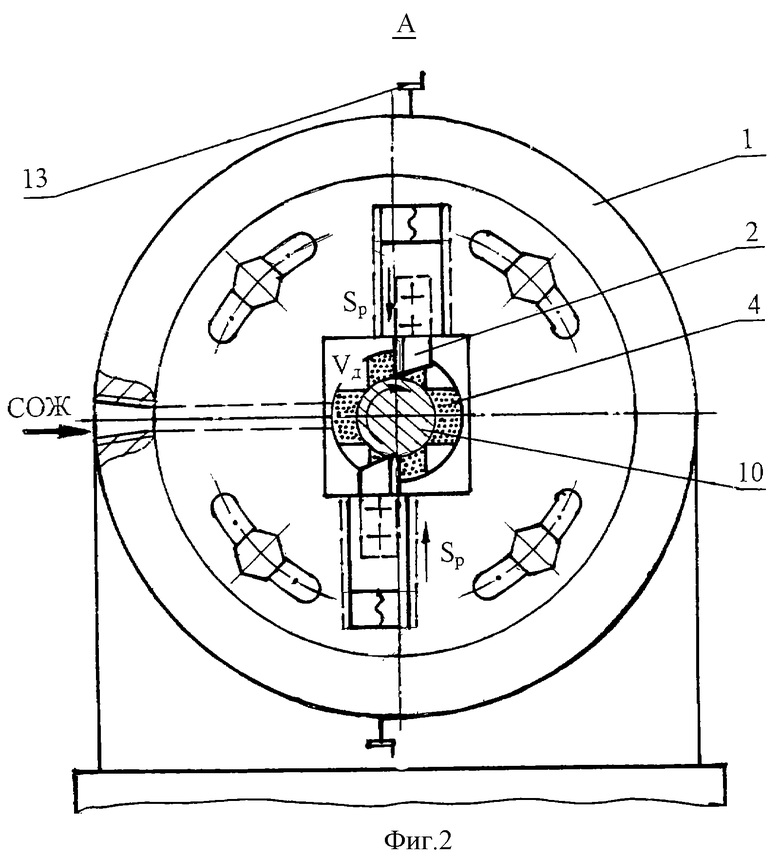
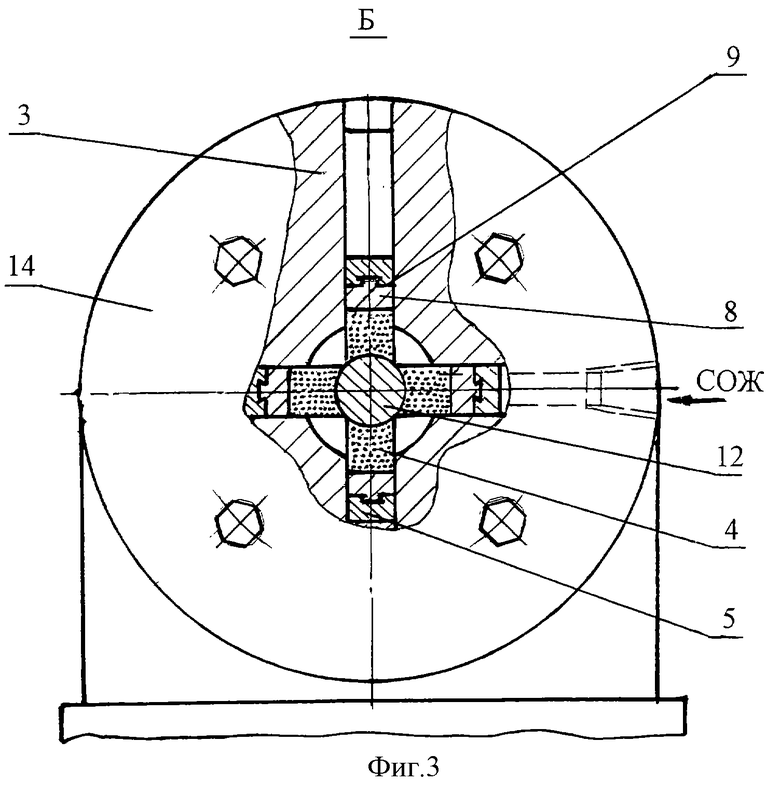
На фиг. 1 представлено устройство для реализации способа токарно-абразивной обработки, продольный разрез; на фиг.2 - вид по А на фиг.1; на фиг.3 - вид по Б на фиг.1.
Способ токарно-абразивной обработки осуществляют следующим образом.
Устройство устанавливается на суппорт токарно-винторезного станка и включает в себя обрабатывающую головку (корпус) 1, установленную в ней лезвийную режущую часть (блок) 2 с резцами, упругую абразивную часть 3 с радиально перемещаемыми абразивными брусками 4, выполняющими роль подвижного люнета и закрепленными подвижно с помощью "ласточкиного хвоста" на реечных планках 5, которые входят в зацепление с центральным спиральным диском 6. При этом спиральный диск 6, в свою очередь, входит в зацепление с малой конической шестерней 7 радиального привода настройки брусков 4.
Кроме того, для создания постоянного радиального усилия и возможности автоматической радиальной подачи брусков 4 в процессе обработки абразивные бруски 4 закреплены на металлических подушках 8, которые подвижно установлены на поверхности 9, расположенной под острым углом относительно оси вращения детали 10 и принадлежащей планки 5, и отжимаются от корпуса 1 в осевом направлении упругими элементами - пружинами 11.
Деталь (вал) 10 устанавливается одним концом в шпинделе станка, а другим - в направляющей втулке 12. Диаметр втулки 12 не превышает диаметр обрабатываемой детали 10 после токарной обработки лезвийным инструментом.
Резцы в режущей части (блоке) 2 предварительно настраиваются на размер обработки с учетом последующей абразивной обработки с помощью винтов 13. Абразивные бруски 4 упругой абразивной части 3 также предварительно устанавливаются на заданный размер обработки.
Установка брусков 4 на размер обработки производится вручную путем вращения ключа (не показан), который вставляется в квадратное отверстие малой конической шестерни 7. При этом вращается центральный спиральный диск 6, входящий в зацепление с одной стороны с шестерней 7 и с другой - с реечными планками 5. Такая конструкция привода радиальной настройки позволяет осуществить самоцентрирование брусков и использовать их в качестве подвижной опоры - люнета, повышающего точность обработки.
До начала обработки резцы режущей части (блока) 2 охватывают деталь 10, а абразивные бруски - направляющую втулку 12. Упругие элементы (пружины) 11 сжаты.
Включается СОЖ, вращение детали и продольная подача устройства. Резцы режущей части (блока) 2 начинают обрабатывать деталь 10. Абразивные бруски 4 перемещаются по направляющей втулке 12. Функция абразивных брусков 4 в данный момент заключается в удержании детали 10 через втулку 12 от смещения вследствие действия сил резания токарной обработки, т.е. - роль подвижного люнета.
По прошествии определенного промежутка времени резцы режущей части (блока) 2 создают участок поверхности определенной длины с заданной точностью и за счет предварительно выставленного размера обработки продолжают процесс резания с заданной точностью. Упругая абразивная часть 3 с брусками 4, находящаяся в одной головке 1 с токарной частью 2, начинает абразивную обработку детали 10. При этом переход брусков 4 на деталь 10 происходит плавно, так как минимальный диаметр направляющей втулки 12 не превышает по величине диаметр детали 10 после токарной обработки.
По мере абразивной обработки бруски изнашиваются и за счет пружин 11 и наклонной поверхности 9, принадлежащей рейке 5, будет осуществляться автоматическая радиальная подача брусков 4. Ограничение осевого перемещения брусков 4 под действием пружин 11 производится крышкой 14.
Сочетание ручной радиальной подачи при предварительной самоцентрирующей установке абразивных брусков 4 с автоматической - позволяет создавать постоянное радиальное усилие прижима инструмента к детали и обеспечивать стабильную абразивную обработку.
Пример. Деталь - вал ⊘ 41 мм вращается при частоте 1000 об/мин, подача Sпp= 1,4 мм/об. С момента включения вращения детали устройство начинает перемещаться в направлении подачи Sпр от направляющей втулки к шпинделю станка.
Предлагаемый способ токарно-абразивной обработки позволяет расширить технологические возможности, повысить производительность и качество обработки, снизить волнистость и кривизну обрабатываемой поверхности за счет применения совмещенной обработки резанием лезвийным и абразивным инструментами, а также увеличить режимы обработки и повысить стойкость инструмента благодаря самоцентрированию абразивных брусков и работы их в качестве подвижного люнета и путем обеспечения лучшего охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТОКАРНО-АБРАЗИВНОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2201314C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2298461C1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
Изобретение относится к машиностроению и предназначено для совмещенной токарно-абразивной обработки наружных цилиндрических поверхностей деталей типа валов. Способ включает вращение детали, установленной одним концом в шпинделе станка, и ее обработку токарной и радиально перемещаемой абразивной частями, которые одновременно перемещают вдоль оси вращения детали. При этом другой конец обрабатываемой детали устанавливают в направляющей втулке, а в качестве абразивной части при чистовой обработке используют абразивные бруски, которые посредством соединения типа "ласточкин хвост" подвижно устанавливают на реечных планках, входящих в зацепление с центральным спиральным диском. Этот диск находится в зацеплении с малой конической шестерней радиального привода настройки абразивных брусков, которые в процессе токарной обработки выполняют функцию подвижного люнета. В результате повышаются производительность и качество обработки. 1 з.п. ф-лы, 3 ил.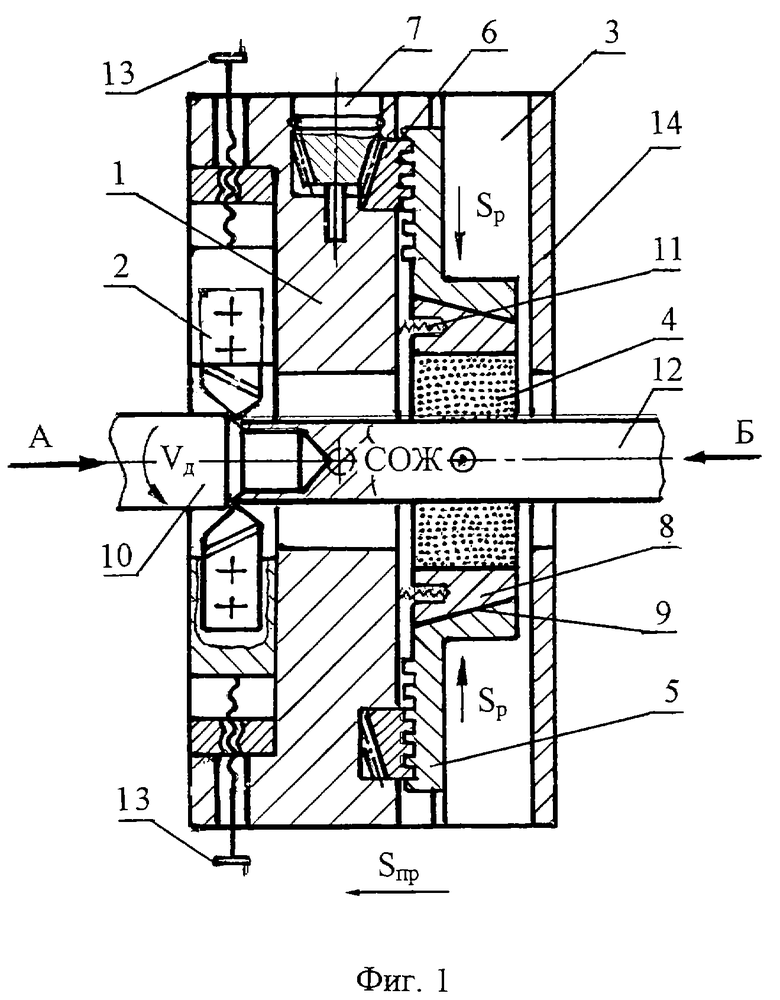
| Устройство для обработки сортового проката и труб | 1976 |
|
SU631311A1 |
| Способ режуще-деформирующей обработки цилиндрических поверхностей и устройство для его осуществления | 1987 |
|
SU1530425A1 |
| Способ комбинированной обработки | 1985 |
|
SU1355467A1 |
| SU 1669693 А1, 28.02.1989 | |||
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| DE 3318865 А1, 29.11.1984 | |||
| Кран машиниста с дистанционным управлением Чекина | 1987 |
|
SU1511165A2 |
