00
а
00
Изобретение относится к механической обработке металлов, в частности к способам изготовления инструмента для разделительных операций.
Целью изобретения является снижение трудоемкости изготовления штампа за счет унификации элементов, образующих режущую кромку, и крепежных отверстий под них,
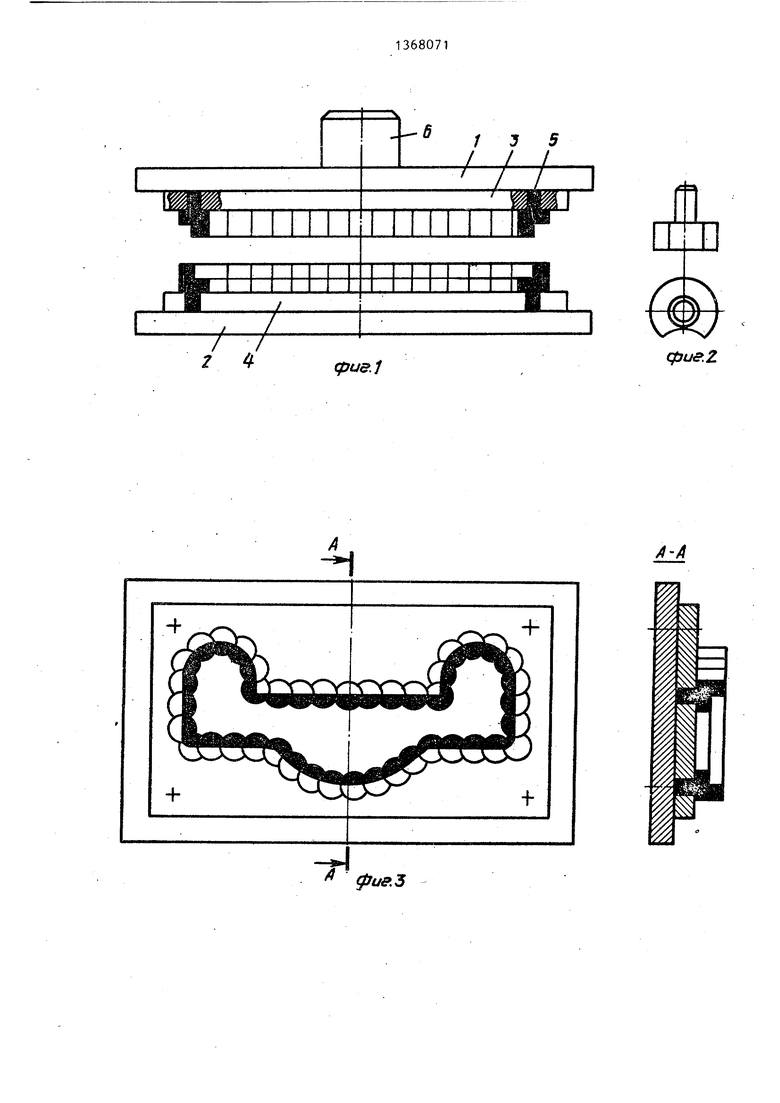
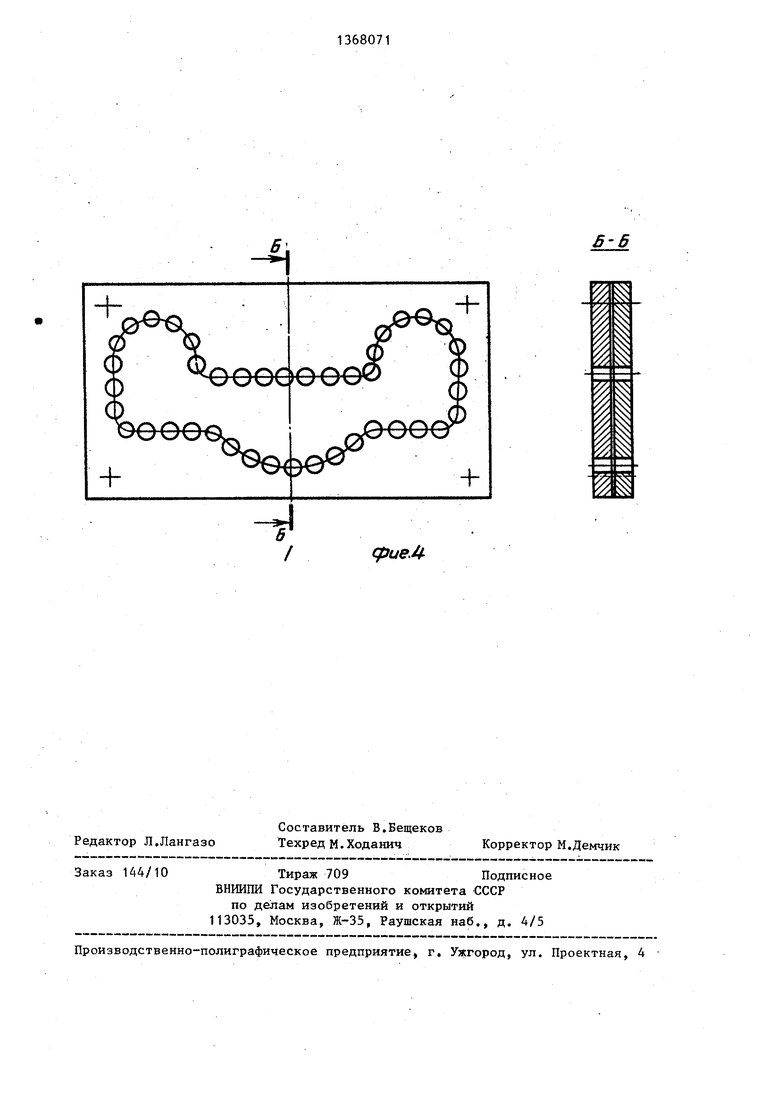
На фиг. 1 представлена заготовка штампа, общий вид; на фиг. 2 - элемент под режущую кромку; на фиг. 3- матрица штампа, вид сверху и разрез А-А; на фиг. 4 - матрице- и пуансоно- держатели и разрез Б-Б.
Штамп состоит из верхней плиты 1, нижней плиты 2, пуансонодержателя 3, матрицедержателя 4, элементов 5 и хвостовика 6. Элемент 5 штампа выполнен из двух цилиндрических ступеней. Ступень меньшего диаметра служит для запрессовки элемента в матрице- или пуансонодержателе, а ступень большего диаметра служит для образования режущей кромки. Б ступени большего диаметра на ее боковой поверхности находится цилиндрическая радиусная выемка, посредством которой элемент взаимодействует с соседним элементом. Быемка .вьтолняет две функ:ции во-первых, не дает возможности, элементу поворачиваться после сборки, а во-вторых, обеспечивает возможность образования режущей кромки любой конфигурации.
При изготовлении штампа матрице-и пуансонодержатели одинакового размера скрепляют вместе, на одном из них наносят режущую кромку и затем с пог мощью измерителя (или другого инструмента) вдоль режущей кромки на одинаковом расстоянии один от другого наносят центры отверстий и выполняют сверлениео Расстояние между центрами отверстий должно быть равно расстоянию размеру между элементами 5 в установочном положении. Б прасверлен- ные отверстия запрессовывают элементы и при необходимости расклепывают и приваривают с обратной стороны. Затем по контуру вырубаемой детали выполняют режущую кромку, в матрице внутреннее углубление, в. пуансоне
Б
0
5
0
5
0
5
Р
наружное, после чего производят закалку и шлифовку.
Пример. Изготавливают штамп для вьфубки детали (фиг. 3) Металл пуансоно- и матрицедержателей - сталь 35 о Элементы матрицы и пуансона изготавливают из твердого сплава. Диаметр большей ступени 30 мм, меньшей 10 мм. Бысота большей ступени 20 мм, расстояние между отверстиями для установки вставок 25 мм. После установки элементов в пуансоно- и матрицедержатели большие ступени элементов обрабатывают на высоту 15 мм для. получения режущих кромок. После закалки твердость элементов в . зоне режущих кромок составляет HRC 70. Форм.ула изобретения
Способ изготовления вырубного штампа, заключающийся в предварительном изготовлении элементов, образую- щл-х. режущую кромку штампа, выполнении по крайней мере в одном из держателей инструмента отверстий под упомянутые элементы и окончательном формировании режущей кромки, о т- ли чающийся тем, что, с целью снижения трудоемкости изготовления за счет унификации элементов и крепежных, отверстий под них, формируют отверстия и в другом держателе, каждый из элементов вьтолняют . в виде двухступенчатого цилиндричес- , кого тела с цилиндрической выемкой, радиус которой равен радиусу большей ступени, расположенной на боковой поверхности большей ступени, крепежные отверстия выполняют с одинаковым . шагом по контуру режущей кромки штампа и с диаметром, соответствующим диаметру меньйей ступени элемента, последовательно устанавливают элементы в упомянутых отверстиях по посадке с натягом, при этом на элементах, образуюш|1х матрицу, режущую кромку изготавливают снятием части материала большей ступени элемента на части ее высоты со стороны элемента, обращенного к центру штампа, а на элементах, образующих пуансон, - со стороны, обращенной от центра штампа.
1 J 5 / / /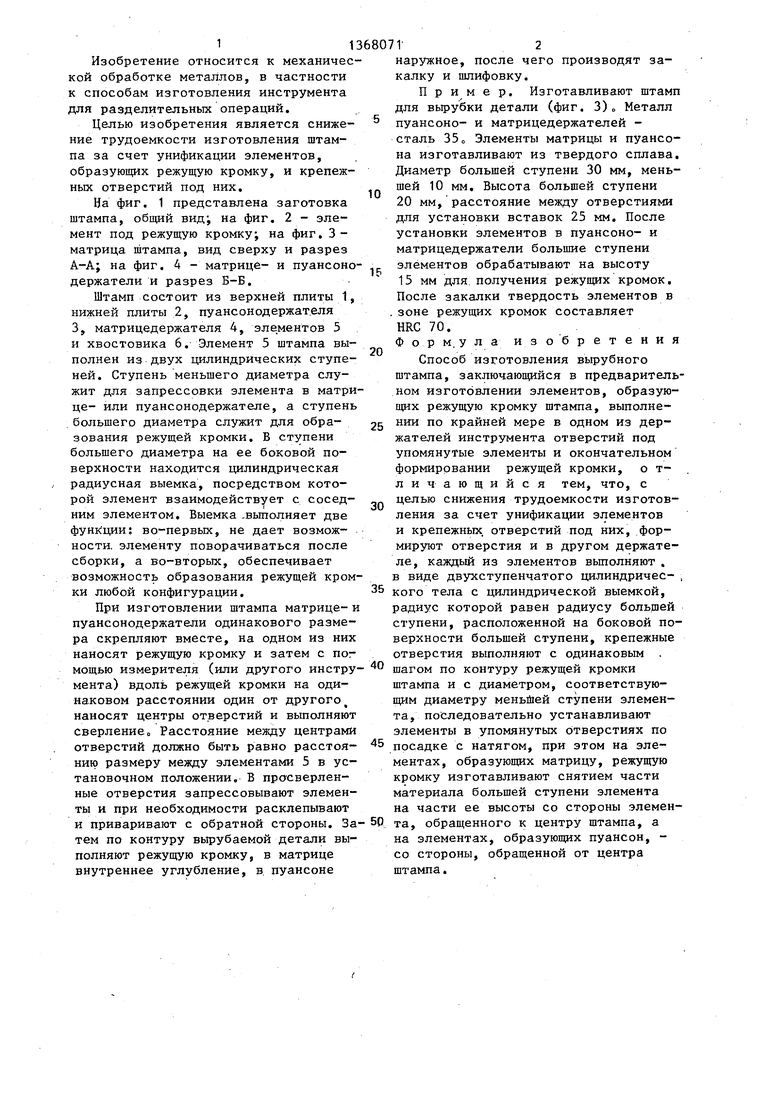
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий и устройство для его реализации | 1982 |
|
SU1018753A1 |
| Штамп для разделения листового материала | 1983 |
|
SU1183240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| Многопуансонный штамп для обработки листового материала | 1978 |
|
SU770612A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Отрезной штамп | 1986 |
|
SU1375380A1 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |
| Штамп для выдавливания изделий типа тонкостенных стаканов | 1981 |
|
SU1007815A1 |
Изобретение относится к механической обработке металлов, в частности к изготовлению штампового инструмента. Изобретение позволяет снизить трудоемкость изготовления вьфубных штампов. Это достигается за счет того, что рабочий профиль пуансонов и, матриц штампа изготавливают в виде набора цилиндрических двухступенчатых элементов одинаковых поперечных и продольных размеров с радиусными вырезами на боковой поверхности ступени большего диаметра. Штамп собирают путем размещения упо- мянутьрс элементов в предварительно просверленных отверстиях по контуру режущей кромки в пуансоне и матрице с возможностью взаимодействия элементов между собой по поверхностям радиусного вьфеза и наружной боковой поверхности ступени большего диаметра соседнего элемента. 4 ил. с (О
//
2 t
fpu&.l
/
cpue.Z
/I-A
Б 6
(риеЛ
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971, с | |||
| Кронциркуль | 1923 |
|
SU555A1 |
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
