Изобретение относится к области химии и металлургии, к средствам изготовления изделий абразивного и фрикционного назначения.
Известны фрикционные изделия, содержащие матрицу из полимерного материала, армированную объемной структурой, образованной фрагментами волокна.
Известен также способ изготовления указанных изделий посредством смешения волокна со связующим полимерным материалом, формования заготовки изделия объемным уплотнением смеси и формованием изделия посредством прессования заготовки с химико-термическим воздействием в режиме полимеризации связующего материала (SU 1114340, С 08 J 5/14, 1984 г.).
Недостатком известного изделия и способа его изготовления является образование фрикционной поверхности с нестабильным коэффициентом трения при тепловом воздействии в режиме эксплуатации.
Более совершенным и наиболее близким аналогом к заявляемому является фрикционное изделие, содержащее кольцевую матрицу из карбонизированного пека и пироуглерода, армированную объемной структурой, образованной фрагментами штапелированного углеродного волокна и отрезками жгутов из углеродного волокна, а также способ изготовления фрикционного изделия, включающий смешивание турбулентным потоком транспортирующего агента порошка пека с фрагментами штапелированного углеродного волокна и отрезками жгутов из углеродного волокна, осаждение смеси на фильтрующем элементе действием потока транспортирующего агента с образованием пресс-пакета, формование заготовки изделия посредством прессования пресс-пакета с одновременным воздействием давления и тепла, отжиг заготовки изделия и по меньшей мере однократную пропитку заготовки изделия пеком и пироуглеродом со стабилизирующей и уплотняющей термообработкой (RU 2002763, С 08 J 5/14, 1993 г.).
Однако указанное известное изделие и способ его изготовления не обеспечивают необходимую локальную прочность в зонах сопряжения фрикционного изделия с ведомым звеном, испытывающим повышенные динамические нагрузки, так как отдельные фрагменты углеродного волокна ломаются в процессе изготовления, а имеющиеся в структуре отрезки жгутов расположены слоями и не обеспечивают необходимую связь с материалом матрицы.
Техническим результатом, на который нацелено заявляемое фрикционное изделие, является повышение прочности и долговечности фрикционного изделия. Техническим результатом заявляемого способа является обеспечение изготовления фрикционного изделия необходимой прочности и долговечности.
Указанные результаты достигаются фрикционным изделием, содержащим кольцевую матрицу из карбонизированного пека и пироуглерода, армированную объемной структурой, образованной фрагментами штапелированного углеродного волокна и отрезками жгутов из углеродного волокна за счет того, что жгуты выполнены частично в виде их фрагментов, при этом количество отрезков жгутов и их фрагментов в матрице увеличивается в направлении к поверхности по наружному диаметру, а количество фрагментов штапелированного углеродного волокна увеличивается в направлении к поверхности по внутреннему диаметру, причем соотношение количества отрезков жгутов и их фрагментов и количества фрагментов штапелированного углеродного волокна в матрице меняется от 4 до 1/4 в направлении от поверхности по наружному диаметру к поверхности по внутреннему диаметру.
Изготовление фрикционного изделия обеспечивается способом, включающим смешивание турбулентным потоком транспортирующего агента порошка пека с фрагментами штапелированного углеродного волокна и отрезками жгутов из углеродного волокна, осаждение смеси на фильтрующем элементе действием потока транспортирующего агента с образованием пресс-пакета, формование заготовки изделия посредством прессования пресс-пакета с одновременным воздействием давления и тепла, отжиг заготовки изделия и по меньшей мере однократную пропитку заготовки изделия пеком и пироуглеродом со стабилизирующей и уплотняющей термообработкой за счет того, что перед смешиванием отрезки жгутов частично разделяют на фрагменты жгутов и фрагменты штапелированного углеродного волокна, а смесь фрагментов штапелированного углеродного волокна, фрагментов жгутов и отрезков жгутов при смешивании подвергают центробежной сепарации в плоскости, перпендикулярной направлению осаждения.
Сущность заявляемого изобретения поясняется чертежами, где:
на фиг. 1 показан общий вид фрикционного изделия в плане;
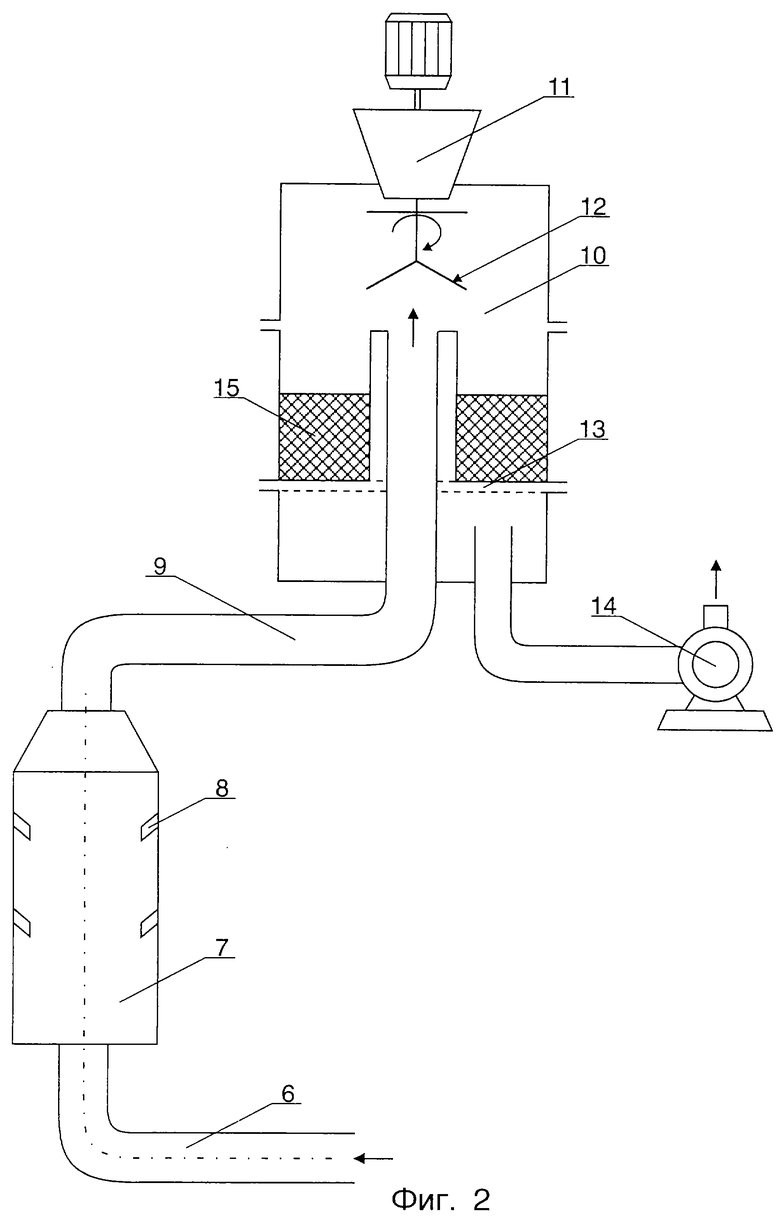
на фиг. 2 - схема технологического устройства для реализации способа изготовления фрикционного изделия.
Фрикционное изделие содержит кольцевую матрицу 1 с шипами 2 на поверхности 3 по наружному диаметру. Матрица 1 образована карбонизированным пеком и пироуглеродом (например, по ГОСТ 10200-83), армированными объемной структурой (на черт. не показана). Объемная структура в свою очередь образована фрагментами (на черт. не показаны) штапелированного углеродного волокна (например, по ТУ 48-20-23-83), отрезками жгутов (на черт. не показаны) из углеродного волокна и их фрагментами (на черт. не показаны), при этом количество отрезков жгутов и их фрагментов увеличивается в направлении к поверхности по наружному диаметру, а количество фрагментов штапелированного углеродного волокна увеличивается в направлении к поверхности по внутреннему диаметру. Соотношение количества отрезков и их фрагментов и количества фрагментов штапелированного углеродного волокна в матрице меняется в пределах от 4 до 1/4 в направлении от поверхности по наружному диаметру (в частности, зоны 4) к поверхности по внутреннему диаметру (в частности, зоны 5).
Пример
Для изготовления фрикционного изделия углеродное волокно в виде жгута нарезают (штапелируют) на отрезки заданной длины (40-60 мм), затем потоком транспортирующего агента (например, воздушного) подают по трубопроводу 6 в камеру 7, снабженную соплами 8, с помощью которых регулируется скорость и направление воздушного потока, и тем самым создаются условия частичного разделения отрезков жгутов на фрагменты жгутов и до элементарных фрагментов штапелированного углеродного волокна в заданном соотношении.
Смесь фрагментов штапелированного углеродного волокна, фрагментов жгутов и отрезков жгутов поступает по трубопроводу 9 в камеру смешения 10, снабженную питателем 11 для ввода пека и вращающимся сепаратором 12.
Благодаря центробежным силам при смешивании с пеком смесь сепарируется в плоскости, перпендикулярной направлению осаждения таким образом, что более массивные отрезки жгутов и фрагменты жгутов смещаются в направлении к наружному диаметру, увеличивая их количество по отношению к количеству более легких фрагментов штапелированного углеродного волокна в соответствующей зоне матрицы 1.
Различная скорость витания фрагментов штапелированного углеродного волокна, отрезков жгута и их фрагментов меняет ориентацию их расположения в момент осаждения, а наличие отрицательного градиента перепада давления на фильтрующем элементе 13, создаваемого всасывающим насосом 14, способствует проникновению (внедрению) фрагментов волокна внутрь объемной структуры, образуемой уже осевшими.
Как результат описанного процесса, на фильтрующем элементе 13 образуется пресс-пакет 15, имеющий армирующую объемную структуру, насыщенную порошком пека и с ориентацией фрагментов волокна по всему объему по меньшей мере в двух взаимно перпендикулярных плоскостях и с заданным распределением отрезков жгутов, фрагментов жгутов и элементарных фрагментов штапелированного углеродного волокна.
По окончании образования пресс-пакета производят формование заготовки изделия посредством прессования до заданной величины деформации с одновременным воздействием тепла (например, выше температуры размягчения пека) и давления с соответствующей выдержкой.
Для придания необходимых свойств и стабилизации структуры заготовку подвергают по меньшей мере однократной пропитке пеком и пироуглеродом со стабилизирующей и упрочняющей термообработкой, например в режиме карбонизации и графитации.
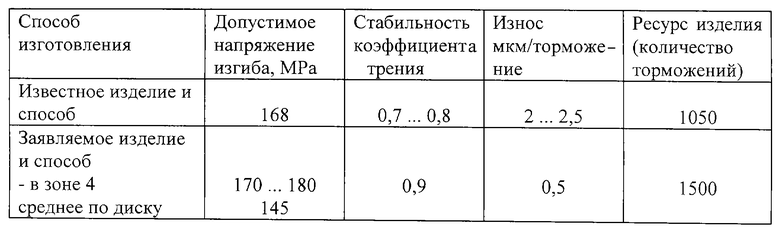
Законченное по данному способу фрикционное изделие имеет увеличенную локальную прочность в зоне 4, где расположены шипы 2 за счет наличия большого числа отрезков жгутов и их фрагментов, что исключает разрушение шипов при эксплуатации и, тем самым, способствует значительному увеличению ресурса дисков.
Сравнительные данные испытания такого изделия приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2005 |
|
RU2294942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2001 |
|
RU2194057C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННОГО КОМПОЗИЦИОННОГО УГЛЕРОД-УГЛЕРОДНОГО МАТЕРИАЛА И МАТЕРИАЛ | 2012 |
|
RU2510387C1 |
| УСТРОЙСТВО КОМПОЗИЦИОННОГО ФОРМОВАНИЯ | 2001 |
|
RU2194620C1 |
| ФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2135854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2001 |
|
RU2196150C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО КОМПОЗИЦИОННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА. | 2020 |
|
RU2741981C1 |
| Способ изготовления двумерно армированного углерод-карбидного композиционного материала на основе углеродного волокнистого наполнителя со смешанной углерод-карбидной матрицей | 2021 |
|
RU2780174C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
Изобретение относится к области химии и металлургии, к средствам изготовления изделий абразивного и фрикционного назначения. Фрикционное изделие, содержащее кольцевую матрицу из карбонизированного пека и пируглерода, армированную объемной структурой, образованной фрагментами штапелированного углеродного волокна и отрезками жгутов из углеродного волокна. Жгуты выполнены частично в виде их фрагментов, при этом количество отрезков жгутов и их фрагментов в матрице увеличивается в направлении к поверхности по наружному диаметру, а количество фрагментов штапелированного углеродного волокна увеличивается в направлении к поверхности по внутреннему диаметру. Соотношение количества отрезков жгутов и их фрагментов и количества фрагментов штапелированного углеродного волокна в матрице меняется от 4 до 1/4 в направлении от поверхности по наружному диаметру к поверхности по внутреннему диаметру. Способ включает смешивание турбулентным потоком транспортирующего агента порошка пека с фрагментами штапелированного углеродного волокна и отрезками жгутов из углеродного волокна, осаждение смеси на фильтрующем элементе действием потока транспортирующего агента с образованием пресс-пакета, формование заготовки изделия посредством прессования с одновременным воздействием тепла и давления, отжиг заготовки изделия и по меньшей мере однократную пропитку заготовки изделия пеком и пируглеродом со стабилизирующей и уплотняющей термообработкой. Перед смешиванием отрезки жгутов частично разделяют на фрагменты жгутов и фрагменты штапелированного углеродного волокна, а смесь фрагментов штапелированного углеродного волокна, фрагментов жгутов и отрезков жгутов при смешивании подвергают центробежной сепарации в плоскости, перпендикулярной направлению осаждения. Изобретение позволяет повысить прочность и долговечность фрикционного изделия. 2 с. и 3 з.п.ф-лы, 1 табл., 2 ил.
| Способ получения фрикционных изделий из углерод-углеродных материалов | 1991 |
|
RU2002763C1 |
| Фрикционный материал | 1979 |
|
SU1114340A3 |
| Способ получения углеродного фрикционного изделия | 1977 |
|
SU952887A1 |
| US 5041471 A, 20.08.1991 | |||
| ПНЕВМАТИЧЕСКИЙ ПОДЪЕМНИК | 1991 |
|
RU2049713C1 |
