Изобретение относится к химии и металлургии, к средствам изготовления изделий абразивного и фрикционного назначения.
Известны способы изготовления фрикционного изделия посредством смешения волокна со связующим полимерным материалом, формования заготовки изделия из смеси посредством объемного уплотнения смеси и формования изделия посредством прессования заготовки с химико-термическим воздействием в режиме полимеризации связующего материала (см., например, SU 1114340, С 08 J 5/14, 1984 г.).
Недостатком известных способов изготовления является образование фрикционной поверхности с нестабильным коэффициентом трения при тепловом воздействии в режиме эксплуатации.
Более совершенным и наиболее близким аналогом заявляемому является способ изготовления фрикционного изделия, включающий штапелирование углеродного волокна, механическое смешивание турбулентным потоком транспортирующего агента штапелированного углеродного волокна с порошком пека, последующее осаждение смеси на фильтрующем элементе действием потока транспортирующего агента с образованием пресс-пакета, имеющего структуру с различной ориентацией филаментов волокна по всему объему, формование заготовки изделия посредством объемного уплотнения пресс-пакета при температуре ниже температуры размягчения пека, формование изделия посредством прессования заготовки с одновременным воздействием давления и тепла при температуре более температуры размягчения пека и стабилизирующую термообработку изделия (RU 2194057 2001-02-12 C 08 J 5/14).
Однако реализация упомянутого способа предусматривает полное разделение исходных углеродных графитированных жгутов до элементарных волокон-филаментов при использовании относительно низкоплотных карбонизованных волокон (плотностью не более 1,75 г/см3). Упомянутое практически исключает возможность применения в качестве исходного сырья графитированных углеродных волокон, т.к. последние без применения специальных приемов чрезмерно измельчаются на стадиях формования и фрикционного изделия при эксплуатации, либо ограничивает производство фрикционного изделия с требуемыми характеристиками.
Вместе с тем использование высокомодульных (Е>400 ГПа) и высокоплотных (более 1,9 г/см3) графитированных волокон в качестве исходного сырья для производства углерод-углеродных фрикционных изделий имеет ряд преимуществ, а именно: позволяет обеспечить на уплотненном фрикционном изделии плотность не менее 1,85 г/см3 за более короткий технологический цикл, снизить окисляемость композита и обеспечить требуемую анизотропию теплопроводности. Наиболее важным фактором при использовании графитированного волокна является то, что имеются более широкие возможности для достижения требуемых значений коэффициента трения без увеличения износа.
Техническим результатом, достигаемым заявляемым способом, является предотвращение разрушений графитированных волокон на технологических переделах производства тормозного диска.
Указанный результат достигается способом изготовления фрикционного изделия, включающим штапелирование углеродного волокна, механическое смешивание турбулентным потоком транспортирующего агента штапелированного углеродного волокна с порошком пека, последующее осаждение смеси на фильтрующем элементе действием потока транспортирующего агента с образованием пресс-пакета, имеющего структуру с различной ориентацией филаментов волокна по всему объему, формование заготовки изделия посредством объемного уплотнения пресс-пакета при температуре ниже температуры размягчения пека, формование изделия посредством прессования заготовки с одновременным воздействием давления и тепла при температуре более температуры размягчения пека и стабилизирующую термообработку изделия за счет того, что перед штапелированием углеродное волокно в виде непрерывных жгутов аппретируется коксообразующим полимером, формируется в пасмы из непрерывных жгутов и графитируется до температуры 2850-3250°С при плотной упаковке пасм.
А также тем, что в качестве углеродного волокна используют карбонизованное углеродное волокно.
А также тем, что в качестве углеродного волокна используют окисленное углеродное волокно.
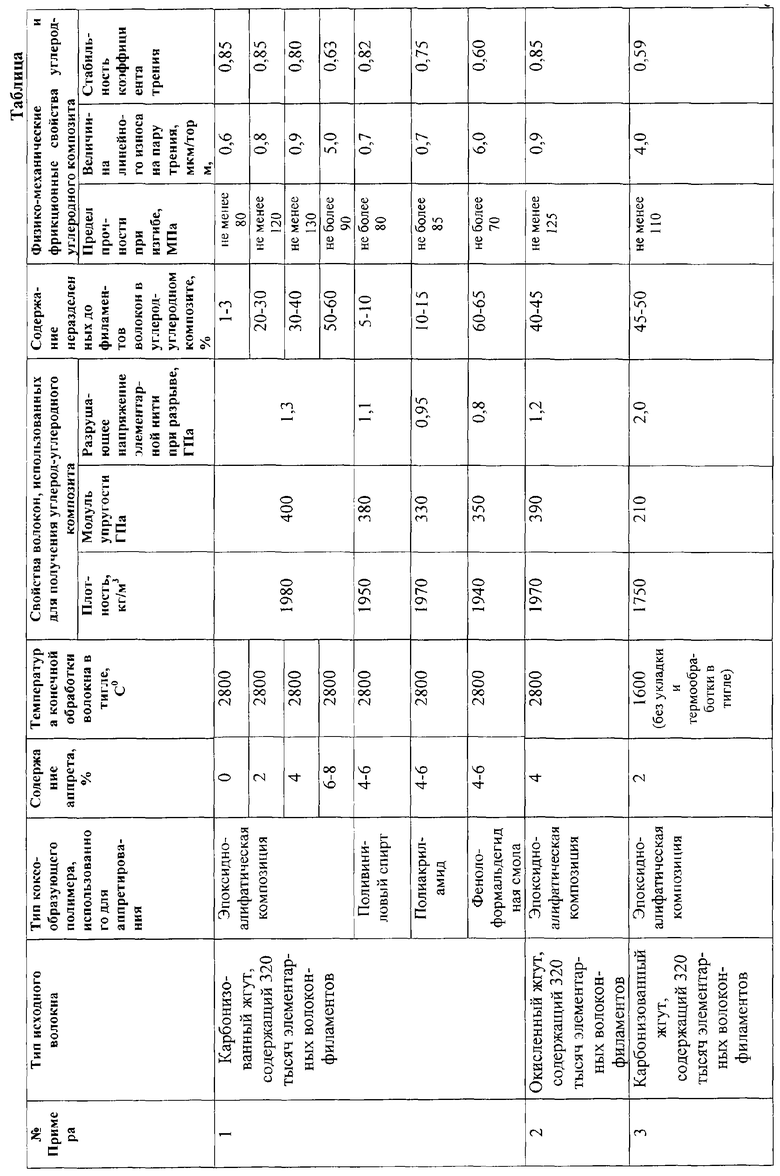
Количественная характеристика состояний компонентов изделия в процессе технологического передела иллюстрируется данными таблицы.
Реализация заявляемого способа осуществляется следующим образом.
Заявляемый технический результат достигается при использовании любого полиакрилнитрильного волокна (ПАН). В качестве исходного волокна может быть использовано карбонизованное или окисленное углеродное волокно. Однако применение окисленного волокна в производстве углерод-углеродных композиционных материалов приводит к усложнению производственного процесса из-за необходимости применения дополнительного дорогостоящего оборудования для улавливания и обезвреживания ядовитых летучих соединений (цианидов), что в конечном счете сказывается на стоимости продукции.
Исходное углеродное волокно в виде непрерывных жгутов аппретируется коксообразующим полимером (аппретом, например, эпоксидноалифатическая композиция, поливиниловый спирт, полиакриламид или фенолформальдегидная смола) и формируется в пасмы (мотки), которые плотно упаковываются (например, в графитовый контейнер) и графитируются до температуры 2850-3250°С. Опытным путем подобрано оптимальное количество коксообразующего полимера, например, эпоксидно-алифатической композиции, 2-4%, в которой соотношение эпоксидной смолы к алифатическому полимеру (полиакриламиду) составляет 1:10. В то же время для остальных указанных полимеров содержание аппрета оказалось либо слишком большим (для фенолформальдегидной смолы больше 60% неразделенных филаментов), либо очень малым - 5-10% неразделенных филаментов. При оптимальном количестве коксообразующего полимера, например, эпоксидно-алифатической композиции, 2%-4% (соотношение эпоксидной смолы к алифатическому полимеру 1:10) содержание неразделенных до филаментов графитированных фрагментов жгута (5-20 тыс.волокон ⊘10 мкм) в углерод-углеродном композите составляет не менее 20- 30% и его прочность достигает значений, требуемых для обеспечения работоспособности композита, например, в тормозах самолетов. В процессе графитации углеродного волокна, пропитанного полимером заданной концентрации и уложенного в виде пасм в графитовый контейнер, происходит частичное регулируемое спекание филаментов (например, при диаметре филамента - 10 мкм количество филаментов в жгуте может составлять до 350 тыс. филаментов). В данном случае степень спекания при графитации определяется типом и количеством коксообразующего полимера. При последующем штапелировании жгуты в обработанных упомянутым образом пасмах распадается, но не до отдельных филаментов, как в известном способе, а до образования фрагментов жгута, содержащих от 2 до 20 тыс. филаментов, предопределяющих их сохранение на последующих технологических переделах. Количество спеченных филаментов в жгутике регулируется подбором концентрации полимера и его видом. Величина линейного износа не превышает 1 мкм на торможение при достаточно стабильном коэффициенте трения (см. таблицу).
Сформированное таким образом углеродное волокно действием турбулентного потока транспортирующего агента, где в качестве упомянутого агента может быть использован углекислый газ, азот и др., однако как самый дешевый и доступный в применении выбран воздушный агент, подвергается механическому смешиванию с порошком пека (например, каменноугольный пек по ГОСТ 10200-83) и осаждению смеси на фильтрующем элементе в камере формирования с образованием пресс-пакета, имеющего структуру насыщенную порошком пека и с различной ориентацией филаментов волокна по всему объему. Из пресс-пакета формуют заготовку изделия посредством объемного уплотнения до заданной величины деформации при температуре ниже температуры размягчения пека. В этом технологическом переделе как результат описанного процесса филаменты легко измельчаются, а фрагменты жгутов сохраняются.
Полученная таким образом заготовка обладает прочностью, необходимой для последующей трансформации без нарушения структуры и чрезмерного измельчения филаментов углеродного волокна. Для получения фрикционного изделия заготовку подвергают нагреву до температуры выше температуры размягчения пека (160...200°С), прессуют до заданных размеров с выдержкой (например, 5 минут на 1 мм толщины изделия), а для стабилизации структуры и придания ей свойств твердого тела с необходимыми фрикционными параметрами подвергают стабилизирующей термообработке (например, в режиме карбонизации и графитации).
В результате обеспечивается требуемая прочность фрикционного изделия и другие эксплуатационные свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННОГО КОМПОЗИЦИОННОГО УГЛЕРОД-УГЛЕРОДНОГО МАТЕРИАЛА И МАТЕРИАЛ | 2012 |
|
RU2510387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2001 |
|
RU2194057C2 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2199553C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРОИЗВОДСТВА ФРИКЦИОННЫХ КОМПОЗИЦИОННЫХ УГЛЕРОД-УГЛЕРОДНЫХ МАТЕРИАЛОВ, СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА И МАТЕРИАЛ | 2012 |
|
RU2484035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ФРИКЦИОННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2281928C1 |
| ПРЕСС-ПАКЕТ ДЛЯ ПРОИЗВОДСТВА ФРИКЦИОННЫХ УГЛЕРОД-УГЛЕРОДНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2488569C1 |
| УСТРОЙСТВО КОМПОЗИЦИОННОГО ФОРМОВАНИЯ | 2001 |
|
RU2194620C1 |
| Способ получения графитированных изделий | 1975 |
|
SU614025A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2001 |
|
RU2196150C2 |
| Способ получения углеродного фрикционного изделия | 1977 |
|
SU952887A1 |
Изобретение относится к химии и металлургии и может быть использовано при изготовлении изделий абразивного и фрикционного назначения. Способ изготовления фрикционного изделия включает штапелирование углеродного волокна, механическое смешивание его турбулентным потоком транспортирующего агента с порошком пека, последующее осаждение смеси на фильтрующем элементе действием потока транспортирующего агента с образованием пресс-пакета, имеющего структуру с различной ориентацией филаментов волокна по всему объему, формование заготовки изделия объемным уплотнением пресс-пакета при температуре ниже температуры размягчения пека, формование изделия прессованием заготовки с одновременным воздействием давления и тепла при температуре более температуры размягчения пека и стабилизирующую термообработку изделия. Перед штапелированием исходное углеродное волокно в виде непрерывных жгутов аппретируют коксообразующим полимером, формируют в пасмы из непрерывных жгутов и графитируют при 2000-3050°С при плотной упаковке пасм. Изобретение обеспечивает предотвращение разрушений графитированных волокон на технологических переделах производства тормозного диска. 2 з.п. ф-лы, 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2001 |
|
RU2194057C2 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2199553C1 |
| Устройство для подборки и укладки в штабель плоских изделий | 1979 |
|
SU1114330A3 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Супермаховик | 1986 |
|
SU1580100A1 |
| Способ получения гранулированного хлористого калия | 1986 |
|
SU1468890A1 |
| ГУСЕНИЧНОЕ ШАССИ ПРЕИМУЩЕСТВЕННО ДЛЯ САМОЛЕТОВ | 1947 |
|
SU70162A1 |
| DE 3046963 А1, 10.09.1981 | |||
| Разборная нефтяная топка | 1925 |
|
SU2763A1 |

