Изобретение относится к области металлургии, а именно к термической обработке высокохромистых инструментальных сталей типа Х12М, Х12Ф1 и может быть использовано при изготовлении инструментов и деталей машин в машиностроении.
Известен способ термической обработки высокохромистой инструментальной стали на вторичную твердость, включающий закалку от температуры 1200oС и многократный отпуск при 540oС (см. Виницкий А.Г. и др. Влияние структуры на износостойкость штампов из стали Х12М // Материаловедение и термическая обработка металлов, 1972, 2, с. 74-76).
Однако вследствие чрезвычайно высокой легированности аустенита при нагреве под закалку после многократного отпуска (5-6 раз при 540oС) дисперсионное твердение не обеспечивает получение высокой твердости инструмента, НRСЭ 52-54.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ термической обработки высокохромистой инструментальной стали на вторичную твердость, включающий подогрев, закалку от температуры 1100-1140oС с охлаждением в масле и многократный отпуск при температуре 490-530oС по одному часу. Закалка от этой температуры приводит к значительному легированию аустенита хромом за счет растворения первичных карбидов. При многократном отпуске (4-5 раз) твердость достигает НRСЭ 59-60 вследствие распада остаточного аустенита и выделения вторичных карбидов хрома (Сr7С3 и Сr23С6) (см. Позняк Л.А., Скрынченко Ю.М., Тишаев С.И. Штамповые стали, - М.: Металлургия, 1980, с. 169).
Основным недостатком данного способа термической обработки высокохромистой инструментальной стали на вторичную твердость является неудовлетворительная эксплуатационная стойкость инструмента вследствие низких значений твердости и прочности. Так, низкая твердость инструмента обусловлена тем, что высокая легированность аустенита хромом и крупное зерно затрудняют выделение вторичных карбидов хрома, то есть дисперсионное твердение, и получение высокой твердости, которая не превышает для этого способа термической обработки НRСЭ 60. Низкая прочность инструмента объясняется тем, что высокая температура закалки и растворения первичных карбидов сопровождается интенсивным ростом зерна.
Сущность изобретения заключается в том, что в способе термической обработки высокохромистой инструментальной стали на вторичную твердость, включающем подогрев, закалку с охлаждением в масле и многократный отпуск по одному часу, закалку выполняют от температуры 1070-1080oС, затем проводят промежуточный отпуск при 400-420oС в течение часа, а многократный отпуск осуществляют три раза при 520-540oС.
Последний отпуск можно совмещать с карбонитрацией или азотированием.
Техническим результатом является повышение эксплуатационной стойкости инструмента путем повышения вторичной твердости и прочности.
В холодноштамповочном производстве широко применяются высокохромистые стали X12М, Х12Ф1. Присутствие в структуре этих сталей большого количества карбидов хрома обеспечивает, с одной стороны, высокую износостойкость стали, а с другой - пониженную прочность. Высокая легированность сталей создает устойчивые к растворению в аустените при нагреве под закалку карбиды хрома Сr7С3. Предлагаемая закалка от температуры 1070-1080oС является оптимальной для растворения карбидов в аустените и усиления дисперсионного твердения при высоком отпуске при сохранении достаточно мелкого зерна (балл 8-9). Температура нагрева выше Ac1 менее чем на 50oС не обеспечивает растворение карбидной фазы в аустените и получение высокой вторичной твердости после отпуска, а температура нагрева выше Ac1 более чем на 60oС сопровождается ростом зерна стали (до балла 6-7), следствием чего является снижение ее прочности.
Промежуточный отпуск выполняется при температуре 400-420oС, 1 ч, который обеспечивает равномерное выделение мелкодисперсионных карбидов цементитного типа (Fe, Сr)3С, которые являются центрами образования вторичных карбидов, при этом снижается легированность аустенита хромом, что усиливает эффект дисперсионного твердения при высоком отпуске.
Отпуск ниже температуры 400oС обедняет хромом карбиды цементитного типа, т.к. термодинамические условия недостаточны для выделения хрома.
Отпуск выше 420oС усиливает флуктуационную подвижность атомов, которая сопровождается коагуляцией карбидной фазы и снижением ее дисперсности.
Отпуск при температуре 520-540oС три раза по 1 ч сопровождается выделением из аустенита вторичных карбидов типа Сr23С6 и Сr7С3 для хромистых сталей и дисперсионного твердения на максимальную твердость НRСЭ 61-62 при высокой прочности (см. таблицу).
При температуре отпуска меньше 520oС не происходит вторичного твердения, а при повышении температуры отпуска более 540oС снижается вторичная твердость вследствие коагуляции карбидов и разупрочнения стали.
Таким образом, повышение вторичной твердости и прочности стали позволяет повысить эксплуатационную стойкость штампов холодного деформирования.
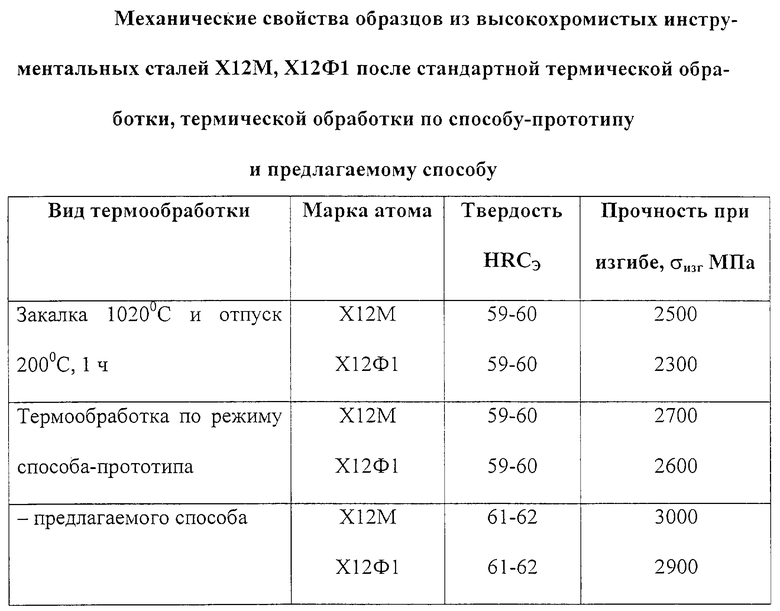
Способ термической обработки высокохромистой инструментальной стали на вторичную твердость поясняется таблицей, в которой приведены механические свойства образцов из инструментальных сталей Х12М, Х12Ф1 после стандартной термической обработки и термической обработки по способу-прототипу и предлагаемому способу.
Стандартный режим термической обработки высокохромистых сталей регламентируется ГОСТ 5950-73; заключается в закалке от 1020-1030oС и отпуске при 200oС в течение 1 ч на твердость НRСЭ 59-60.
Способ термической обработки высокохромистой инструментальной стали на вторичную твердость осуществляется следующим образом.
Образцы из сталей Х12М, Х12Ф1 подогревают при 840-860oС. После этого выполняют закалку от температуры 1070-1080oС с выдержкой и охлаждением в масле. Затем проводят промежуточный отпуск при 400-420oС в течение часа и трехкратный отпуск при 520-540oС. Последний из трехкратного отпуска можно совмещать с карбонитрацией или азотированием.
Пример конкретного выполнения предлагаемого способа.
Образцы из сталей Х12М, Х12Ф1 подогревают при 850oС, после чего следует нагрев для закалки до 1070oС, выдержка и охлаждение в масле.
Твердость составляет НRСЭ 58-59.
Последующий промежуточный отпуск выполняют при 410oС, 1 ч. Этот отпуск сопровождается выделением дисперсных карбидов цементитного типа, понижая степень легированности аустенита и его устойчивость при высоком отпуске, что приводит к более быстрому и полному его распаду при дисперсионном твердении.
Трехкратный отпуск при 530oС по 1 ч обеспечивает эффективное дисперсионное твердение с равномерным распределением карбидной фазы по сечению, высокую твердость образцов НRСЭ 62 и прочность σизг=3000 МПа.
Пример конкретного выполнения способа-прототипа.
Образцы из сталей Х12М, Х12Ф1 подогревают при 850oС, затем следует закалка от 1120oС в расплаве хлористых солей и охлаждение в масле. После чего выполняют отпуск при 520oС, 5 раз по 1 ч для достижения твердости НRСЭ 59-60.
Результаты исследований приведены в таблице.
Как видно из таблицы, использование предлагаемого способа термической обработки высокохромистой инструментальной стали на вторичную твердость позволяет повысить твердость с НRСЭ 59-60 до НRСЭ 61-62 при одновременном увеличении прочности от σизг=2600 МПа до σизг=3000 МПа по сравнению с прототипом.
Таким образом, улучшение комплекса механических свойств позволяет повысить эксплуатационные свойства инструмента в холодноштамповочном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОХРОМИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ НА ВТОРИЧНУЮ ТВЕРДОСТЬ | 2000 |
|
RU2192485C2 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2131469C1 |
| ШТАМПОВЫЙ СПЛАВ | 2003 |
|
RU2235797C1 |
| Инструментальная сталь | 2015 |
|
RU2611250C1 |
| Способ изготовления стальных немагнитныхиздЕлий | 1979 |
|
SU829691A1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО И ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА ИЗ ТЕПЛОСТОЙКИХ ХРОМИСТЫХ СТАЛЕЙ | 2001 |
|
RU2205892C1 |
| ШТАМПОВЫЙ СПЛАВ | 2014 |
|
RU2550071C1 |
| ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ СТАЛЬ | 2004 |
|
RU2274673C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПУТЕМ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ С ПРЕДВАРИТЕЛЬНЫМ НАГРЕВОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2244023C2 |
| ЛИТАЯ ШТАМПОВАЯ СТАЛЬ | 1996 |
|
RU2095460C1 |
Изобретение относится к металлургии, а именно термической обработке высокохромистых сталей при изготовлении инструментов и деталей машин. Сущность изобретения: осуществляют закалку от температуры 1070-1080oС, промежуточный отпуск при 400-420oС, 1 ч, а окончательный многократный отпуск при 520-540oС, 3 раза по 1 ч. Технический результат: повышение эксплуатационной стойкости инструмента путем увеличения вторичной твердости и прочности. 1 з. п.ф-лы, 1 табл.
| ПОЗНЯК Л.А | |||
| и др | |||
| Штамповые стали | |||
| - М.: Металлургия, 1980, с.169 | |||
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2131469C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1995 |
|
RU2078440C1 |
| ФЕДЮКИН В.К | |||
| Метод термоциклической обработки | |||
| - Л., 1984, с.134-140. | |||
