Изобретение относится к металлургии, а именно к разработке инструментальной штамповой стали для штампов холодного деформирования повышенной производительности и технологического оборудования.
Известна инструментальная штамповая сталь Х6ВФ ГОСТ 5950-73. Сортовой прокат. [Марочник сталей и сплавов / Под ред. В.Г.Сорокина // М.: Машиностроение, 1989. С.384] следующего химического состава:
Известна другая инструментальная штамповая сталь Х12Ф1 ГОСТ 5950-73. Сортовой прокат. [Марочник сталей и сплавов / Под ред. В.Г.Сорокина // М.: Машиностроение, 1989. С.388] следующего химического состава:
Известные стали после термической обработки: закалка + отпуск имеют высокую прочность и удовлетворительную вязкость и используются для изготовления инструментов холодной обработки давлением [Геллер Ю.А. Инструментальные стали /М.: Металлургия, 1983. С.298], [Материаловедение /Под ред. Б.Н.Арзамасова, Г.Г.Мухина, МГТУ им. Н.Э.Баумана, 2002, с.624-627].
Однако указанные стали обладают недостаточно высокой износостойкостью. Стали характеризуются низкой теплостойкостью. Известные стали не применяются для сварных конструкций [Марочник сталей и сплавов / Под ред. В.Г.Сорокина // М.: Машиностроение, 1989. С.386, 389].
Стали имеют недостаточно высокие характеристики шлифуемости из-за наличия аустенита в структуре. Например, шлифуемость стали Х6ВФ ГОСТ 5950-73 при HRC 57-59 - удовлетворительная, при HRC 59-61 - пониженная, а при HRC 63-65 - низкая. Шлифуемость стали Х12Ф1 ГОСТ 5950-73 - удовлетворительная [Марочник сталей и сплавов /Под ред. В.Г.Сорокина // М.: Машиностроение, 1989]. В результате процесс характеризуется низкой производительностью съема стали без перегрева. Возможно образование дефектов: прижогов, сетки трещин.
Обрабатываемость резанием невысокая: у стали Х6ВФ при НВ 229 Кϑтв.спл=0,9, Kϑб.ст.=0,5, а у стали Х12Ф1 при НВ 217-228: Кϑтв.спл=0,8, Кϑб.ст.=0,3.
Наиболее близкой к предлагаемой инструментальной штамповой стали является инструментальная сталь [ЕР 1072691, МПК С 22 С 38/22, С 22 С 38/24. Tool steel with excellent workability, machinability and heat treatment characteristics, and die using same / Hitachi Metals], принятая за прототип.
Сталь имеет следующий химический состав, мас.%:
Сталь отличается хорошей свариваемостью, обрабатываемостью при деформации и термообрабатываемостью без ухудшения механических свойств.
Однако известная сталь имеет низкую твердость (после термической обработки ≥57 HRC), недостаточно высокую теплостойкость (HRC57 уже при 500°С) и сравнительно низкую износостойкость. Кроме того, желательно дополнительное повышение технологических свойств: обрабатываемости резанием и шлифуемости.
Технической задачей настоящего изобретения является создание инструментальной штамповой стали с высокой твердостью, теплостойкостью, износостойкостью, обрабатываемостью резанием и шлифуемостью, обеспечивающей высокую надежность изделий, выполняемых из этой стали.
Для достижения поставленной задачи предложена инструментальная штамповая сталь, содержащая углерод, хром, вольфрам, молибден, ванадий, марганец, кремний, никель, алюминий, серу, железо, в которой согласно изобретению она дополнительно содержит кобальт при следующем соотношении компонентов, мас.%:
Подобранное соотношение компонентов позволяет получить стабильную мелкодисперсную структуру стали (балл зерна 10-11) с высокими технологическими и эксплуатационными характеристиками.
Содержание углерода в указанном интервале (0,75-0,9%) обеспечивает высокую вторичную твердость, теплостойкость и износостойкость стали. Сталь при нагреве под закалку получает аустенит, богатый углеродом, что усиливает эффект дисперсионного твердения при отпуске, повышая вторичную твердость и несколько меньше теплостойкость. Износостойкость возрастает в результате повышения твердости отпущенного мартенсита. Содержание углерода ниже указанного предела снижает твердость, теплостойкость и износостойкость. Содержание углерода больше верхнего предела может привести к снижению прочности и вязкости стали (из-за роста размеров карбидных частиц и ухудшения условий их распределения), что дополнительно усиливается влиянием масштабного фактора.
Содержание хрома (6,8-8,0%) необходимо для обеспечения прокаливаемости стали. Содержание хрома ниже указанного нижнего предела ухудшает технологичность стали при термической обработке. Содержание хрома больше указанного верхнего предела снижает прочность и вязкость стали из-за ухудшения условий распределения карбидов.
Вольфрам в интервале 1,1-1,5% (на порядок выше, чем у прототипа), как карбидообразующий элемент, обеспечивает высокую твердость, теплостойкость и износостойкость стали. Содержание ниже указанного интервала снижает отмеченные свойства стали. Содержание вольфрама больше указанного верхнего предела неэффективно с точки зрения рационального легирования вольфрамомолибденовых сталей.
Приведенная концентрация молибдена 5,0-6,0% (на порядок по сравнению с прототипом) и наличие кобальта (5,0-6,0%) необходимы для связывания серы в мелкодисперсные, равномерно распределенные сульфиды глобулярной формы с целью предупреждения химической неоднородности и ликваций. Сульфиды являются "масленками", образуя защитные смазывающие пленки на поверхности контакта изделия с обрабатываемым металлом. Образование сульфидных пленок улучшает шлифуемость стали: повышается чистота поверхности, снижается чувствительность к образованию шлифовочных трещин даже при наличии аустенита в структуре стали. Улучшается обрабатываемость резанием. Появляется возможность дополнительного увеличения режимов обработки шлифованием и резанием. Кроме того, введение кобальта и молибдена в количестве 5,0-6,0% создает дисперсионное упрочнение стали, повышая твердость, теплостойкость и износостойкость. Минимальное содержание молибдена и кобальта определено степенью эффективности воздействия элементов. Содержание кобальта больше указанного верхнего предела снижает прочность и вязкость стали. Ухудшаются технологические свойства: шлифуемость и обрабатываемость резанием. Содержание молибдена выше указанного верхнего предела может вызвать технологические дефекты стали: чувствительность к обезуглероживанию при отжиге и закалке, чувствительность к излишнему росту зерна (разнозернистости в отдельных участках микроструктуры) при нагреве под закалку, что ухудшает механические свойства стали.
Ванадий (0,01-0,5%) повышает твердость, теплостойкость, износостойкость стали за счет усиления эффекта дисперсионного твердения при отпуске. Превышение указанного верхнего предела нерационально с точки зрения эффективности легирования.
Марганец (0,1-1,2%) способствует повышению твердости стали. Содержание больше указанного верхнего предела ухудшает свариваемость стали.
Кремний по нижней границе указанного интервала (0,1-0,6%) необходим как раскислитель для улучшения свариваемости. В указанных пределах повышает литейные свойства. Содержание кремния выше указанного предела ухудшает термообрабатываемость (изменение размеров изделия) вследствие образования цементитной фазы.
Никель (0,01-0,4%) может вводиться для повышения обрабатываемости стали. При содержании никеля больше указанного верхнего предела возможно ухудшение ударной вязкости и свариваемости.
Алюминий (0,01-0,6%) может вводиться как раскислитель для улучшения свариваемости стали. Содержание алюминия больше указанного верхнего предела снижает технологические свойства стали.
Легирование серой в количестве 0,15-0,35%, что в три раза больше по верхнему пределу, чем у прототипа, обеспечивает надежное образование защитных сульфидных пленок на поверхности штампов в процессе эксплуатации. Пленки уменьшают адгезию инструментальной штамповой стали с обрабатываемым металлом, что способствует повышению износостойкости штампа. Нижний предел содержания серы ограничивается эффективностью ее воздействия как пленкообразующего элемента. Содержание серы больше указанного верхнего предела не дает значимого снижения адгезии в зоне контакта штамповой стали с обрабатываемым металлом и снижает прочностные и эксплуатационные характеристики изделия.
Таким образом, использование предложенной стали позволит изготавливать штампы для холодного деформирования и технологическое оборудование повышенной надежности и производительности за счет повышения их эксплуатационных характеристик: твердости, теплостойкости и износостойкости. Улучшенные характеристики обрабатываемости резанием и шлифуемости стали позволят повысить технологичность и производительность процессов изготовления штампов. Хорошая свариваемость стали расширит технологические возможности изготовления, восстановления и упрочнения штампов и другого технологического оборудования за счет производства сварных конструкций и конструкций с наплавленной рабочей частью.
Инструментальную штамповую сталь получали в лабораторных условиях электродуговой наплавкой порошковой проволоки в среде аргона на заготовки из стали 30ХГСА ГОСТ 4543-71. Основные параметры режима наплавки: I=180-200 А, U=24-25 В, υ=6-8 м/ч.
Порошковая проволока представляла собой трубку с оболочкой из холоднокатаной ленты глубокой вытяжки 08Ю ГОСТ 503-81, заполненную порошками легирующих элементов (шихтой) в определенном соотношении компонентов. Состав шихты (наличие и соотношение компонентов) рассчитывался по имеющейся методике исходя из требуемого химического состава получаемой инструментальной штамповой стали. Диаметр порошковой проволоки d=2 мм, kз=0,48-0,50. Порошковые проволоки изготавливались на стане по малотоннажному производству порошковой проволоки в лабораторных условиях. В процессе наплавки при расплавлении порошковой проволоки (оболочки и шихты) и нанесении ее на низколегированную конструкционную сталь получали штамповые стали указанного химического состава (табл.1).
Закалка инструментальной штамповой стали выполнялась в процессе наплавки. Термическая обработка заключалась в выполнении 3-кратного отпуска по 1 часу при 560°С. Охлаждение с температур расплава при наплавке позволило обеспечить более высокие скорости охлаждения стали по сравнению с прототипом (где закалка выполнялась от 1000-1050°С), а следовательно, получить более высокую твердость, теплостойкость, износостойкость, чем у прототипа [Материаловедение / Под ред. Б.Н.Арзамасова, Г.Г.Мухина, МГТУ им. Н.Э.Баумана, 2002, с.624-627; 614-619].
Введение кобальта дополнительно повысило твердость инструментальной штамповой стали за счет интерметаллидного упрочнения. Максимальная твердость стали после наплавки (с закалкой) и отпуска составила ≤69 HRC. Теплостойкость стали после термической обработки: HRC 59 при ≤630°С (табл.2).
Предложенная сталь обладает более высокими технологическими свойствами: обрабатываемостью резанием (табл.3-6) и шлифуемостью (табл.7) по сравнению с прототипом благодаря наличию защитных смазывающих пленок (создаваемых комплексным легированием стали серой, молибденом и кобальтом при указанном соотношении компонентов). Кроме того, благодаря подобранному химическому составу сталь обладает хорошей свариваемостью (табл.8-9) и термообрабатываемостью. Изменение линейных размеров изделия при термической обработке при температуре ≥560°С не превышает 0,1%, а после отпуска при 520°С изменение размеров имеет нулевое значение (табл.10).
Инструментальная штамповая сталь может выплавляться в электропечах [Технология конструкционных материалов. / Под ред. А.М.Дальского // М.: Машиностроение, 2003. С.41-44].
Данное изобретение в настоящее время находится на стадии опытно-промышленных испытаний.
Химический состав сталей, % по массе
Твердость, теплостойкость
Обрабатываемость резанием. Условия испытаний
Обрабатываемость резанием.
Обрабатываемость резанием. Условия испытаний
Обрабатываемость резанием
Шлифуемость
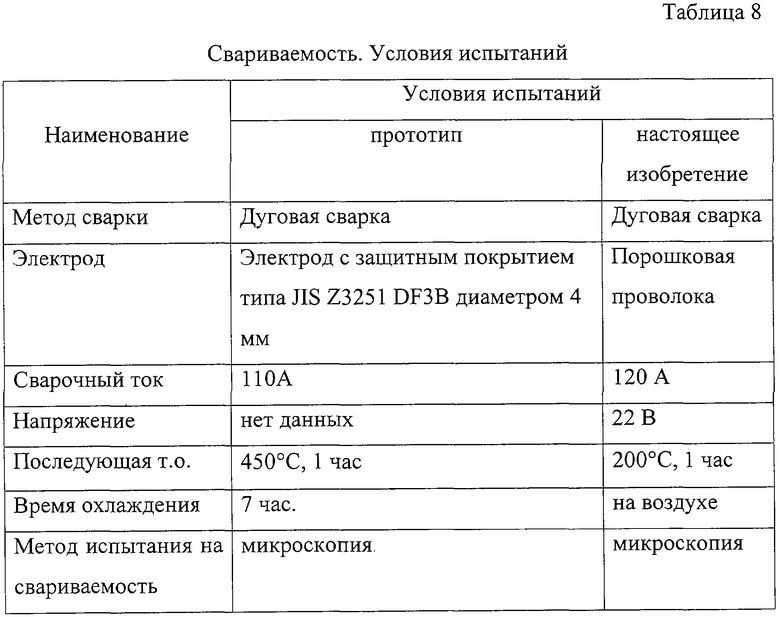
Свариваемость
Изменение размеров изделия при термической обработке
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА | 2004 |
|
RU2279956C1 |
| ШТАМПОВЫЙ СПЛАВ | 2014 |
|
RU2550071C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1995 |
|
RU2088392C1 |
| Инструментальная сталь | 2015 |
|
RU2611250C1 |
| НОЖ ДЛЯ РЕЗКИ МЕТАЛЛА | 2008 |
|
RU2409695C2 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2007 |
|
RU2342445C1 |
| Штамповая сталь | 1987 |
|
SU1504283A1 |
| Инструментальная сталь с интерметаллидным упрочнением | 2015 |
|
RU2620233C1 |
| Инструментальная сталь | 1990 |
|
SU1733497A1 |
| СТАЛЬ, ИЗГОТОВЛЕННАЯ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ, ИНСТРУМЕНТ, ВКЛЮЧАЮЩИЙ СТАЛЬ, И СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 2006 |
|
RU2415961C2 |
Изобретение относится к металлургии, а именно к разработке инструментальной штамповой стали для штампов холодного деформирования повышенной производительности и технологического оборудования. Предложена инструментальная штамповая сталь, содержащая углерод, хром, вольфрам, молибден, ванадий, кобальт, марганец, кремний, никель, алюминий, серу, железо. Изобретение направлено на повышение твердости, теплостойкости, износостойкости, обрабатываемости резанием и шлифуемости без ухудшения свариваемости, термообрабатываемости. Высокие показатели износостойкости, обрабатываемости резанием и шлифуемости инструментальной штамповой стали обеспечиваются защитными сульфидными пленками, образующимися на рабочих поверхностях изделий (штампов, технологического оборудования) в процессе эксплуатации благодаря комплексному легированию стали серой, молибденом и кобальтом при определенном соотношении компонентов. Высокие значения твердости и теплостойкости стали достигаются за счет дисперсионного упрочнения при легировании кобальтом и молибденом. 10 табл.
Инструментальная штамповая сталь, содержащая углерод, хром, вольфрам, молибден, ванадий, марганец, кремний, никель, алюминий, серу, железо, отличающаяся тем, что она дополнительно содержит кобальт при следующем соотношении компонентов, мас.%:
| ЕР 1072691 А2, 31.01.2001 | |||
| Инструментальная сталь | 1980 |
|
SU968095A1 |
| US 4116685 А, 26.09.1978 | |||
| СПОСОБ КУЛЬТИВИРОВАНИЯ МИКРООРГАНИЗМОВ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008347C1 |
| DE 3744550 А1, 22.09.1988 | |||
| Планетарный шариковый редуктор | 1972 |
|
SU516857A1 |

