Изобретение относится к области металлургии, в частности к химико-термической обработке деталей и инструментов при печном нагреве с использованием нитроцементации составов на основе древесных углей. Предложенный способ может найти применение в машиностроении, инструментальной промышленности, в цехах изготовления оснастки и инструмента деревообработки обработки керамики и композиционных материалов, в ювелирном деле.
Задача изобретения - повышение износостойкости, контактной и коррозионной стойкости, ускорение процесса карбидизации поверхностных слоев, обеспечение самозатачиваемости инструмента при эксплуатации, сокращение трудоемкости термообработки.
Известна технология цеметации высокохромистых сталей в твердом карбюризаторе, содержащем 85% древесного угля с добавками солей щелочных металлов ацетата натрия и бикарбоната натрия (Ворошил Л.Г., Ростовцев А.Н. Материаловедение в машиностроении, Минск, 1983, с. 18-20, аналог).
Способ недостаточно технологичен и универсален к различным классам хромистых сталей, не исключает внутреннего поверхностного окисления, не позволяет получить максимальной контактной прочности и износостойкости.
Другой известный способ упрочнения инструмента из быстрорежущих литых сталей, предусматривающий высокотемпературное насыщение в обмазках, содержащих в том числе карбид бора (патент РФ 2172360 - аналог).
Данный способ имеет ограниченное применение, не исключает охрупчивание слоя, его неравномерности и нестабильности свойств применительно к высокохромистым сталям и инструменту из них.
Наиболее близким к заявленному является способ упрочнения режущего и формообразующего инструмента из теплостойких хромистых сталей, включающий нитроцементацию, последующую закалку и отпуск (RU 2131468 C1, МПК 7 C 23 C 8/35, 10.06.1999).
Недостатками способа являются узкий интервал и степень насыщения поверхностного слоя карбидами, недостаточная скорость насыщения и возможность образования "мягких" пятен в зонах налипания карбюризатора к поверхности и как следствие снижение твердости слоя.
Поставленная задача достигается за счет того, что нитроцементацию проводят до сращивания карбидов в поверхностном диффузионном слое на глубину, составляющую 0,3-0,5 суммарной толщины слоя, для чего в состав смеси вводят порошок карбида бора при соотношении компонентов, вес.%:
Древесные гранулы - 86-90
Карбамид - 4-5
Карбид бора - 5-8
Карбонат натрия - 0,6-1,0
Нитроцементацию проводят в интервалах температур 950-1050oС, являющихся закалочными для большинства высокохромистых сталей, при выдержках в названных температурах в течение 6-12 часов. Состав, содержащий названные компоненты, не спекается, обеспечивает высокий углеводородный потенциал, ускоряет сращивание карбидов, их укрупнение, коагуляцию. Содержание углерода в зоне сращивания карбидов достигает 6,6-7,8%, при этом карбамид (NH2)2СO, является поставщиком азота, интенсифицирует образование атомарного углерода, диффундирующего в слой. Гранулированный уголь и порошок высокопрочного карбида бора В4С являются также не только поставщиками углерода, но и сохраняют пористость смеси, ее антипригарные свойства, облегчают процессы десорбции и адсорбции газовых компонентов в пограничном с металлом слое. Карбонат натрия, участвуя в химической реакции образования углерода, является катализатором процесса формирования газовой атмосферы с постоянно высоким потенциалом углерода. В результате достигается наивысшая скорость науглероживания, процент карбидов в зоне сращивания превышает 70%. Это позволяет получить максимальную твердость и износостойкость слоя. При встречной диффузии на остроугольном микрорельефе скорость диффузии достигает 0,11-0,14 мм/ч против, 07-0,08 мм/ч в известных составах.
Нитроцементация с нагревом в вакуумной реторте при заданном вакууме предотвращает образование на поверхности мягкого слоя "внутреннего" окисления, снижающего износостойкость. Охлаждение от температур нитроцементации со скоростями 50-200oС исключает трещиноообразование в слое, но обеспечивает максимальную твердость слоя сращивания карбидов HRC=63-66, а масло вакуумное или жидкий азот позволяет получать более ровную, свободную от окалины поверхность и уменьшают количество остаточного аустенита в подслое, снижая напряжения и склонность к трещинообразованию. Макрорельеф остроугольный 30-60o обеспечивает самозатачивание режущего инструмента или шлифинструмента за счет неодинаковой глубины карбидного слоя на передней и боковых гранях остроугольных неровностей. Кроме всего прочего, слой срощенных карбидов обладает повышенной коррозионной стойкостью в различных жидких охлаждающих и смазывающих средах, используемых при резании и формообразовании деталей из сталей и композитов.
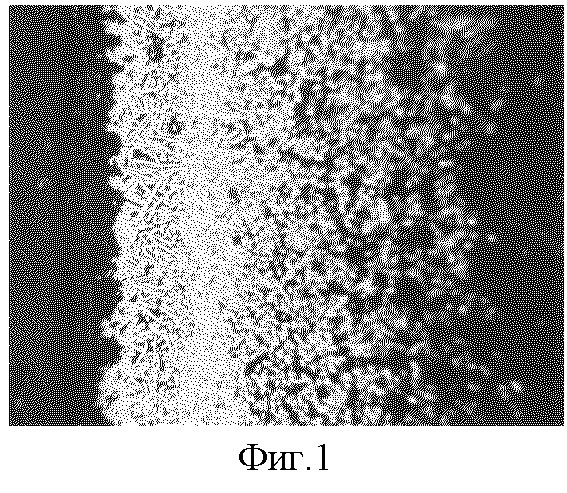
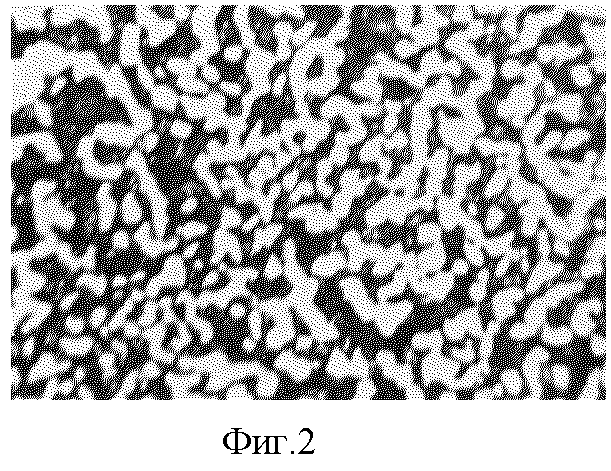
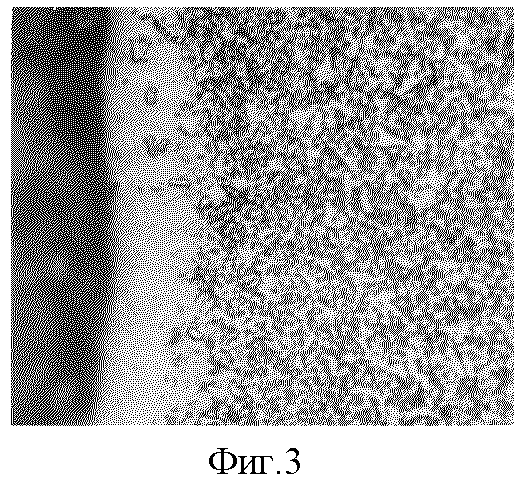
На фиг.1 изображен поверхностный диффузионный слой стали 4Х5МФСх150, на фиг. 2 - упрочненный карбидный слой стали 4Х3ВМФх500, на фиг.3 - рабочий поверхностный карбидный слой.
Практическое осуществление предложенного способа проводилось в условиях мелкосерийного производства с использованием древесноугольных гранул активированных углей, применяемых в фильтрах газовой очистки и водоочистки типа "Бритта". Размер гранул был 0,3-0,8 мм. Использовали технический карбамид, соду питьевую и карбид бора по ТУ 2-036-734-81 зернистостью 30/50 мкм. Для нагрева при нитроцементации с одновременной закалкой от температур нитроцементации применяли малоэнергоемкие электропечи с горячей "вакуумной" ретортой типа СНОЛ-1,6.2,5.1/11И1-ВНЦ и ПЛ-1-ВНЦ, а также шахтные тала СШОЛ-ВНЦ. Охлаждение при закалке проводили в вакуумных маслах ВМ-1, ВМ-5 и в криостатах в жидком азоте при -196oС.
На всех этапах работы проводили металлографический анализ, послойный рентгеноструктурный и компьютерный анализ количества, размеров, типов карбидов, а также измерение микротвердости. Износостойкость определяли при контактном трении об абразивную микробумагу на станках "Нерис", а также при резании керамик горячепрессованных.
Пример 1. Канавочные резцы обработки термостойкой горячепрессованной керамики БГП для изготовления изоляторов катодных и анодных блоков ЭРД МТ (электрических реактивных двигателей малой тяги) из стали 4Х3ВМФ упрочняли по предложенному способу. Нитроцементацию до сращивания карбидов в карбидном поверхностном слое проводили при температуре 980oС в течение 8 часов в вакуумной реторте в составе, содержащем 90% активированного березового угля, 4% карбамида, 5% карбида бора и 1% карбоната натрия.
По окончании выдержки в реторте в вакууме 150 Па проводили развакуумирование и переносили резцы в вакуумное масло ВМ-1 для охлаждения со скоростью 250-160oС/с.
Обработка позволила получить слой сплошных карбидов 0,35 мм или 0,3 общей толщины диффузионного слоя при содержании карбидов 82 вес.%. Слой имел микротвердость Н0,5H= 1025-1044 повышенной изнооостойкости и коррозионной стойкости в пределах изменения веса в хлористом натрии 2,7•10-1 г/см2ч против 4,13•10-1г/cм2ч при обработке в составе по известному способу и без добавок карбида бора. При сокращении трудоемкости в 1,2 раза удалось достичь повышения срока службы резцов в 2 раза.
Пример 2. Ножи фигурные сменные строгания реек из твердых и мягких пород дерева толщиной 2,5 мм изготовляли из сталей 20Х13 и 30Х13, упрочняя по предложенной технологии.
Нитроцементацию проводили при температуре 960oС в течение 6 часов в составе, содержащем 87% древесных гранул "Бритта", отработанных фильтров водоочистки, 5% карбамида, 7,5% карбида бора и 0,5% карбоната натрия. Обработку вели с формированием слоя сращивания карбидов 0,4 суммарной толщины нитроцементованного слоя, составлявшей 0,6 мм, т.е. глубина слоя сросшихся карбидов с содержанием углерода 7,8 вес.% составила 0,24 мм. После закалки с охлаждением в жидком азоте при скорости охлаждения 200oС/с микротвердость рабочих поверхностей составила Н0,5Н= 997-1010, в том числе на режущей кромке, имеющей остроту заточки 35o. В сравнении с известным способом микротвердость поверхности по обеим режущим граням повысилась на 180-190 единиц, что связано с исключением зоны "внутреннего" окисления, характерного для высокохромистых сталей с 13-17% хрома.
Как следствие износостойкость ножей при обработке бука и дуба повысилась в 1,7 раза, не наблюдалось выкрашивания, а явление самозатачивания и возможность переточек с сохранением карбидного слоя, содержащего 80-85 вес.% карбидов, удлинило срок службы ножей в 5 раз в сравнении со стандартными из стали Х6ВФ.
Технология упрочнения осуществима на инструментальных участках малых предприятий, на малоэнергоемких печах СНОЛ-ВНЦ, универсальна и применима также для насадного инструмента деревообработки с использованием сталей 4Х5МФС и 4Х3ВМФ.
Пример 3. Пресс-формы формообразования заготовок при шликерном литье заготовок вакуумплотной алюмооксидной керамики ВК-94-1 (22ХС) изготовляли из стали 4Х5МФС и упрочняли по предложенному способу. Нитроцементацию проводили в процессе нагрева для закалки до сращивания карбидов в поверхностном слое 0,35 им или 0,5 от суммарной толщины диффузионного слоя. Нагрев и выдержку в течение 7,5 часов при температурах 950-970oС осуществляли в составе, содержащем 86% древесноугольных гранул воздухоочистки, 5% карбамида, 9% карбида бора и 1% карбоната натрия. Охлаждение после окончания выдержки вели в вакуумном масле ВМ-5 при скорости охлаждения 120oС/с, отпуск при 220oС в течение 2,5 часов проводили в шкафах СНОЛ-3.3.3/3,5.
Обработка позволила сформировать на рабочих поверхностях карбидный слой, содержащий 92 вес.% карбидов Сr7С3, (Fе, Сr)23С6 ветвисто-глобулярных с микротвердостью выше Н0,5H+1090 при твердости поверхностного слоя НRСэ=60-61 и твердости основы НRСэ= 56-57, что позволило повысить износостойкость в 1,3 раза в сравнении с известным способом и в 2,5 раза в сравнении с обычно закаленными по стандартным технологиям пресформ. Коррозионная стойкость поверхностного слоя срощенных карбидов при испытании в водном растворе медного купороса повысилась в 3 раза в сравнении с обычными пресс-формами из стали ХВГ, применяемыми при изготовлении изоляторов для ЭРД МТ.
При проведении обработки в составах, содержащих количество активаторов - карбамида, карбоната натрия выше заявленных значений, а карбида бора ниже указанных величин стабильного сращивания карбидов по всем поверхностям не достигалось, кроме того, возрастала глубина поверхностного слоя "внутреннего" окисления, снижалась твердость и коррозионная стойкость поверхности после полирования.
Снижение количества активаторов и повышение количества карбида бора выше верхнего предела приводило к снижению скорости формирования слоя срощенных карбидов на 20-30%. В таблице приведены сравнительные характеристики слоев нитроцементованных хромистых сталей при упрочнении по известному и предложенному способу со сращиванием карбидов в карбидном слое.
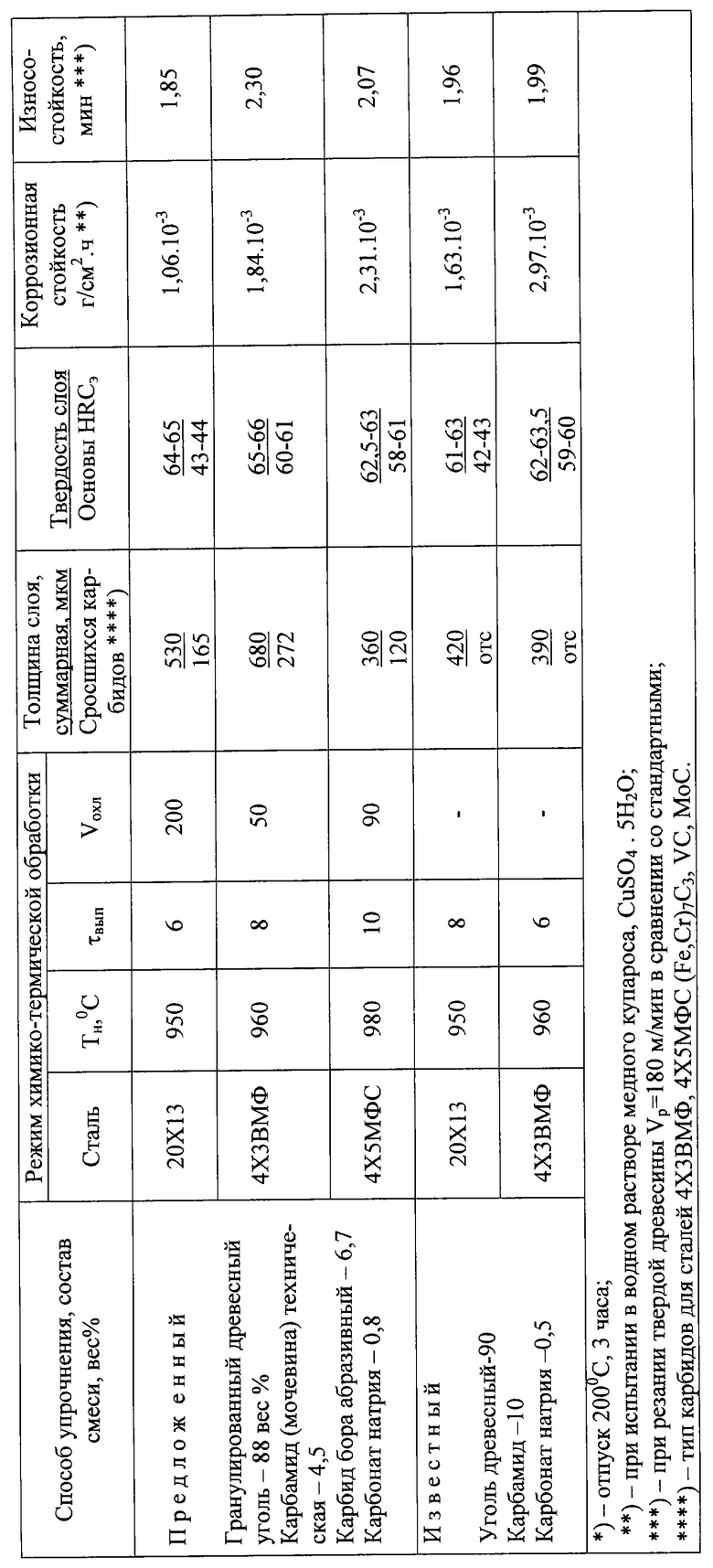
Изобретение относится к области металлургии, в частности к химико-термической обработке деталей и инструментов, и может найти применение в машиностроении, инструментальной промышленности. Задачей изобретения является повышение износостойкости, контактной и коррозионной стойкости, ускорение процесса карбидизации поверхностных слоев, обеспечение самозатачиваемости инструмента при эксплуатации, сокращение трудоемкости термообработки. Предложенный способ включает нитроцементацию до сращивания карбидов в поверхностном диффузионном слое с получением слоя карбидов толщиной, составляющей 0,3-0,5 толщины поверхностного диффузионного слоя, последующую закалку и отпуск, причем нитроцементацию проводят в смеси при следующем соотношении компонентов, вес. %: древесные гранулы - 86-90; карбамид - 4-5; карбид бора - 5-8; карбонат натрия - 0,6-1,0. В частных выполнениях изобретения нитроцементацию проводят в вакууме, закалку осуществляют от температур нитроцементации путем развакуумирования реторты с охлаждением в вакуумном масле или в жидком азоте. Рабочую поверхность инструмента обрабатывают с формированием остроугольного макрорельефа. Упрочнение инструмента осуществляют для обработки неметаллов. Технический результат: заявленный способ позволяет сформировать на рабочих поверхностях карбидный слой, обладающий высокими износостойкостью и коррозионной стойкостью. 4 з.п.ф-лы, 3 ил., 1 табл.
Древесные гранулы - 86-90
Карбамид - 4-5
Карбид бора - 5-8
Карбонат натрия - 0,6-1,0
2. Способ по п.1, отличающийся тем, что нитроцементацию проводят в вакууме.
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
| МИНКЕВИЧ А.Н | |||
| Химико-термическая обработка стали | |||
| - М.: Государственное научно-техническое издательство машиностроительной литературы, 1950, с.315 | |||
| СПОСОБ УПРОЧНЕНИЯ ЛИТОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1999 |
|
RU2172360C2 |
| Способ обработки стальных деталей | 1987 |
|
SU1477777A1 |
| US 5443662, 22.08.1995. | |||

