Изобретение относится к области машиностроения и может быть использовано в металлургии при реставрации сломанных при эксплуатации секций графитовых электродов дуговых печей.
Известно устройство для нарезания конических резьб (а.с. 248434, МКИ В 23 Р 15/00, 1969), включающее оправку с резьбовой поверхностью, гайку, набор передаточных шестерен и звено крепления режущего инструмента. Недостатком устройства является сложность, т.к. оно предназначено для нарезания резьбы в твердых материалах, где требуются большие усилия обработки.
Известно наиболее близкое к предложенному устройство для нарезания резьбы на торцах элементов электрода (патент 2053088, МКИ В 23 Р 6/00, 1996), включающее оправку, промежуточное звено, выполненное в виде неподвижно закрепленного резьбового копира, водило, рейки, элементов зацепления, в котором промежуточное звено выполнено в виде неподвижно закрепленного на оправке резьбового копира с одним или несколькими витками резьбы, водила с окном, размещенной в окне водила рейки, служащей для крепления и перемещения режущего инструмента, при этом рейка оснащена одним или несколькими элементами зацепления ее с копиром, водило снабжено юстировочными упорами для фиксации рейки в заданном положении и устранения люфтов.
Недостатком устройства являются: трудоемкость изготовления резьбового копира, сложность настройки на глубину нарезаемой резьбы, невозможность исключения контакта режущего инструмента при выводе его после нарезки резьбы, не исключена поломка резьбового инструмента и элементов зацепления при перегрузках и в конечных положениях, невозможность использования устройства для других размеров конических и цилиндрических резьб, невозможность использования типового металлорежущего оборудования.
Техническим результатом изобретения является упрощение конструкции устройства, удешевление его изготовления, простота эксплуатации, надежность работы, расширение области нарезаемых резьб, получение более качественных резьб, использование типового металлорежущего оборудования. Технически результат достигается тем, что копир выполнен цилиндрическим, состоящим по длине из рабочей части с возможностью совершения вращательного движения, и хвостовой с возможностью возвратно-поступательного движения, водило выполнено из основной и подвижной частей с возможностью радиального перемещения подвижной части относительно основной для настройки режущего инструмента на глубину резания и отвода его в конце нарезки резьбы, основная часть снабжена предохранительным устройством, предотвращающим поломку копира и элементов сцепления с ним в конце нарезки резьбы и при возврате элементов зацепления в начальное положение, и передвижным упором, ограничивающим перемещение элемента зацепления на заданную длину резания, а подвижная часть содержит шарнирно соединенные элементы с механизмом регулировки, изменяющим угол наклона их по нарезаемой резьбе, элемент зацепления с копиром выполнен из отдельных частей с возможностью перемещения их относительно друг друга и фиксации для исключения осевых зазоров.
На фиг.1 изображена принципиальная схема устройства.
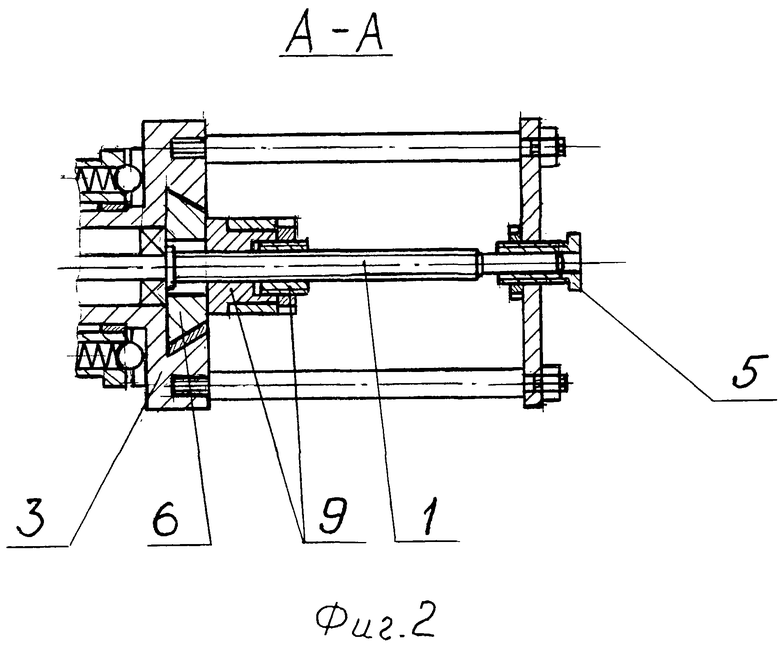
На фиг.2 - сечение А-А по оси рабочей части копира.
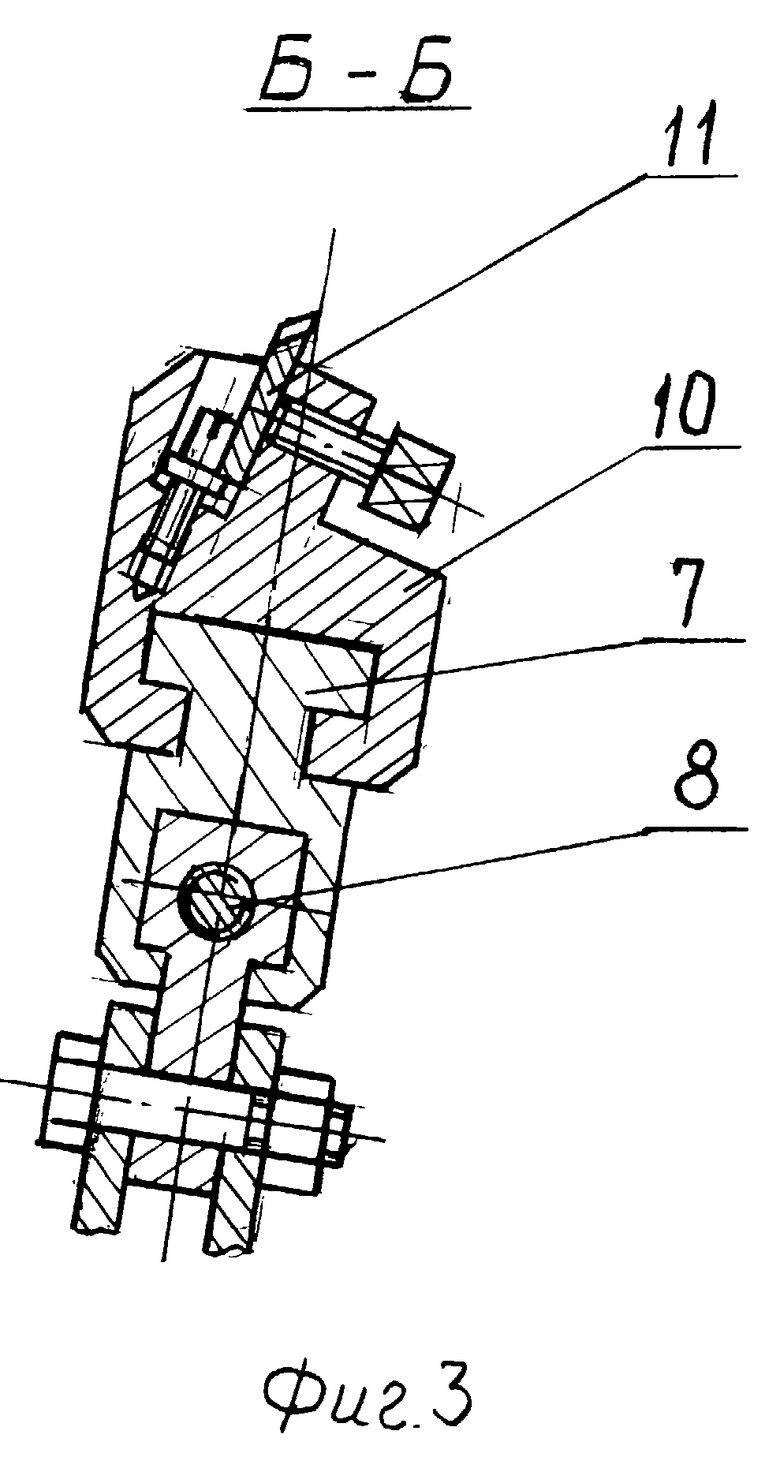
На фиг. 3 - сечение Б-Б по механизму регулировки, шарнирному элементу, ползуну и нарезному инструменту.
Устройство для нарезания резьбы содержит копир, состоящий из рабочей 1 и хвостовой 2 частей, водило, состоящее из основной 3 части с предохранительным устройством 4, подвижным упором 5 и подвижной 6 части, выполненной в виде шарнирно соединенных элементов 7 с механизмом регулировки 8, элемента зацепления 9 и ползуна 10 с резьбонарезным инструментом 11.
Устройство работает следующим образом: устройство устанавливается по оси гнезда элемента электрода и подводится к обработанному предварительно торцу на расстояние L от резьбонарезного инструмента 11 до конца нарезаемой резьбы. На эту величину настраивают упор 5 на рабочий ход элементов зацепления 9 с рабочей частью копира 1. Глубина нарезки устанавливается радиальным перемещением подвижной части 6 водила, а угол наклона положения шарнирно соединенного элемента 7, по которому перемещается ползун 10 с резьбонарезным инструментом 11, устанавливается механизмом регулировки 8. Вращение частей водила 3, 6 осуществляется через предохранительное устройство 4. При выдвижении хвостовой части 2 копира происходит стопорение рабочей части 1 копира, элемент зацепления 9 движется по рабочей части копира и перемещает по шарнирно соединенному элементу 7 подвижной части водила 6 ползун 10 с резьбонарезным инструментом 11. В конце хода ползуна 10 происходит срабатывание предохранительного устройства 4. При обратном вращении в конце хода ползуна 10 также происходит срабатывание предохранительного устройства 4. При необходимости перед включением обратного хода резьбонарезной инструмент 11 выводится из контакта с нарезанной резьбой элемента электрода за счет радиального перемещения подвижной 6 части водила.
Предложенное устройство позволяет снизить трудоемкость изготовления копира, упростить настройку, исключить поломки элементов зацепления копира при перегрузках и в конечных положениях, расширить область нарезаемых конических и цилиндрических резьб, использовать типовое металлорежущее оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2234398C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1983 |
|
SU1117160A2 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| РЕЗЬБОНАРЕЗНОЙ СТАНОК | 1993 |
|
RU2068330C1 |
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
Изобретение относится к области металлургии, реставрации сломанных при эксплуатации секций графитовых электродов дуговых печей. Устройство содержит цилиндрический копир, состоящий по длине из рабочей части, имеющей возможность вращательного движения, и хвостовой части, водило, элемент зацепления с копиром, ползун и резьбонарезной инструмент. Для упрощения конструкции, удешевления изготовления, упрощения эксплуатации, повышения надежности работы, расширения области и повышения качества нарезаемых резьб хвостовая часть копира выполнена с возможностью возвратно-поступательного движения, водило содержит основную часть и подвижную часть, имеющую возможность радиального перемещения относительно основной части для настройки режущего инструмента на глубину резания и отвода его в конце нарезки резьбы, при этом основная часть водила содержит предохранительное устройство для предотвращения поломки копира и элемента сцепления с ним в конце нарезки резьбы и при возврате элемента зацепления в начальное положение и передвижной упор для ограничения перемещения элемента зацепления на заданную длину резания, а подвижная часть водила содержит шарнирно соединенные элементы с механизмом регулировки для изменения угла их наклона по нарезаемой резьбе, элемент зацепления с копиром выполнен из отдельных частей, имеющих возможность их относительного перемещения друг относительно друга и фиксации для исключения осевых зазоров. 3 ил.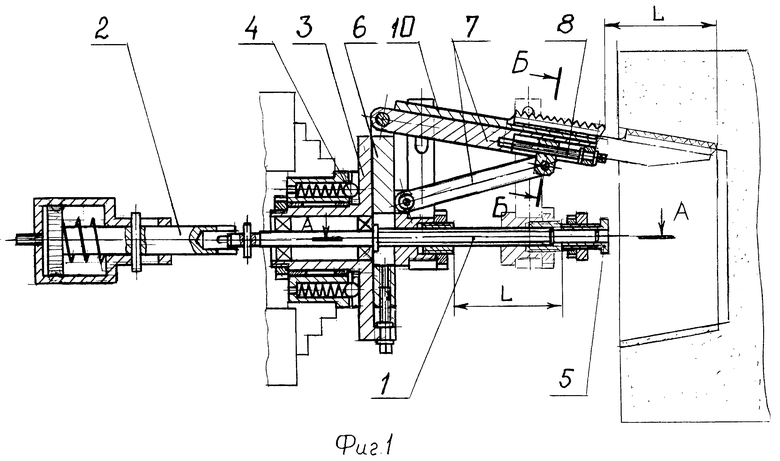
Устройство для нарезания резьбы на торце элемента электрода, содержащее цилиндрический копир, состоящий по длине из рабочей части, имеющей возможность вращательного движения, и хвостовой части, водило, элемент зацепления с копиром, ползун и резьбонарезной инструмент, отличающееся тем, что хвостовая часть копира выполнена с возможностью возвратно-поступательного движения, водило содержит основную часть и подвижную часть, имеющую возможность радиального перемещения относительно основной части для настройки режущего инструмента на глубину резания и отвода его в конце нарезки резьбы, при этом основная часть водила содержит предохранительное устройство для предотвращения поломки копира и элемента сцепления с ним в конце нарезки резьбы и при возврате элемента зацепления в начальное положение и передвижной упор для ограничения перемещения элемента зацепления на заданную длину резания, а подвижная часть водила содержит шарнирно соединенные элементы с механизмом регулировки для изменения угла их наклона по нарезаемой резьбе, элемент зацепления с копиром выполнен из отдельных частей, имеющих возможность их относительного перемещения друг относительно друга и фиксации для исключения осевых зазоров.
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭЛЕМЕНТОВ ЭЛЕКТРОДОВ | 1992 |
|
RU2005585C1 |
| 0 |
|
SU248434A1 | |
| Устройство для фрезерования внутренней резьбы | 1988 |
|
SU1558586A1 |
| Способ восстановления электродов и устройство для контроля качества резьбы элементов электродов | 1992 |
|
SU1838071A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СБОРНЫХ ЭЛЕКТРОДОВ ДЛЯ ДУГОВЫХ ПЕЧЕЙ И УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТОРЦАХ ЭЛЕМЕНТОВ ЭЛЕКТРОДА | 1992 |
|
RU2053088C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

