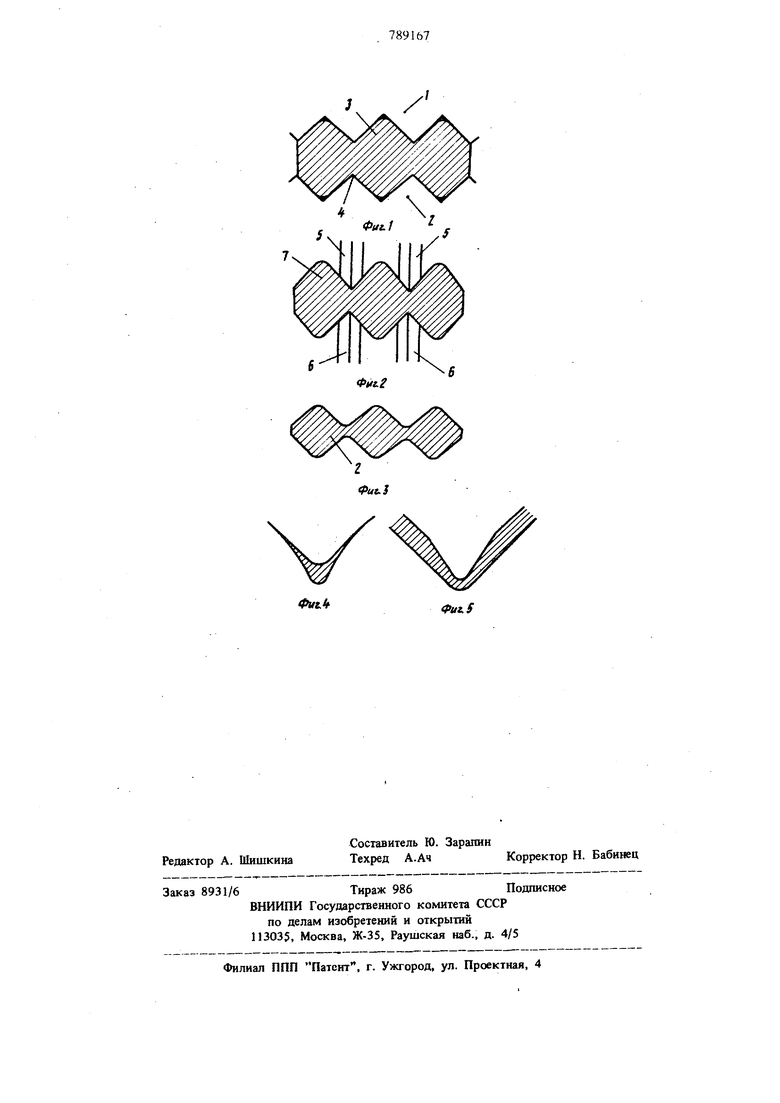
Изобретение относится к металлургии, а име но к технологии производства сортовых заготовок на прокатных станах. Известен способ горячей прокатки различных профилей, состоящий в одновременной параллельной прокатке нескольких профилей с остав лением между ними утонченных участков по всей их длине и последующего отделения друг от друга 1 . Недостатком способа является повышенный износ разделяющих гребней валков, формирующих тонкую перемычку, и, следовательно, ухудшение качества разделения по мере износа гребней. Известен способ прокатки сортовых заготовок, включающий прокатку сляба в несколько сочлененных между собой ниток и их последующее отделение 2. Недостаткми зтого способа являются повышенный износ разделяющих гребней валков, фо мирующих тонкую перемычку, особенно острых гребней, и ухудшение качества разделенных заготовок в зонах перемычек. Цель изобретения - повышение стойкости рабочих валков за счет сш1жения износа разделяющих гребней валков и улучшения качества заготовок в зонах отделения. Поставленная цель достигается тем, что между пропусками локально деформируют зоны будущего отделения заготовок, а степень локальной деформации выбирают так, чтобы в следующем за ней пропуске в зонах отделения заготовок она не превышала 10%. Кроме того, ширину зоны локальной деформации выбирают равной (0,04-0,25)С, где С - шаг между ручьями по гребням рабочих валков. На фиг. 1 показан многоручьевой раскат прокатываемой в п калибре; на фиг. 2 - схема локальной деформации; на фиг. 3 - многоручьевой раскат в п + I калибре; на фиг. 4 - зона локальной деформации после п калибра; на фиг. 5 - то же, в п + 1 калибре. Рабочие валки 1 и 2 (фиг. 1) образуют многоручьевой калибр, где формируют раскат 3 с преимущественной деформацией в зонах будущих перемычек 4. После выхода раската из n калибра раскат деформируют (фиг. 2) с помощью роликов 5 и 6, расположенных вне рабочих валков в зонах 7. Причем, в зависимости от ишрины роликов и величины степени локальной деформации, ролики могут быть приводными или холостыми. При малых степенях деформации в узких роликах, деформацию осуществляют за счет энергии привода рабочих валков, а по выходу из них - за счет инерционных СИЛ раската и сил трения (тянущего усилия) рольганга. Прокатка в п+1 калибре сопровождается меньшей степенью деформации в зонах обжатия роликами, чем в остальной части периметра калибра. При прокатке-разделении в условиях непрерывно-заготовочного стана локальную деформавдю наиболее предпочтительно вести с помощью кантующих . валков в межклетевых промежутках, используя при этом энергию привода рабочих валков. Известно, что износ режущих гребней рабочих валков превалирует над износом по остальной части калибра. Анализ экспериментальных эпюр износа, например по данным 3 показывает, что в калибрах типа разрезных применение ост. рых гребней быстро выводит калибр из строя. Преимущественный износ наиболее ощутим в диапазоне (0,1-0,4) К, где К - ширина гребня разрезного калибра. У1штывая геометрическую аналогию многоручьевого калибра с разрезным, этот диапазон равен (0,04-0,25)С, где С - шаг между рушями по гребням рабочих валков. Особенно важно то обстоятельство, что потеря формы гребня в многоручьевом калибре более опасна, чем в обычном разрезном, являющемся всегда черновым калибром. Минимальное значение 0,04 ограничивается реальными конструктивными параметрами роли ков. Кроме того, схема напряженно-деформированного состояния по оси гребня вызывает растягивающие напряжения, ошжающие энергию т. деформацию в этой зоне. Максимальное значение 0,25 ограничивается снижением перепада износа по гребню относительно величины среднего износа по калибру. Эффективность процесса многоручьевой прокатки зависит от распределения степени деформащта по пропускам. Средняя, степень деформа ции всегда выще 10%. Следовательно, выбирая степень деформации зон перемьмек рабочими валками не более 10%, можно устранить преим щественный износ гребней. 74 Приме р. Многоручьевую прокатку строенного квадрата 135 мм ведут из сляба 250x500 мм в реверсивной клети с валками диаметром 920 мм за 7 пропусков (причем последний пропуск - разделяющий). После пятого пропуска толщина перемычки составляет 30 мм. На выходе из валков установлен комплект из двух пар роликов диаметром 400 мм и шириной каждого 30 мм. Верхняя и нижняя пары роликов посажены на одну общую ось, имеют степень свободы в осевом направлении и ориентированы по впадинам на трехручьевом раскате. Обжаше в шестом пропуске рабочими валками - Ю мм. Отсюда „епень деформации без обжатия роликами составляет 1,5. Средняя по высоте ручья степень деформации - 1,05. Обжатие роликами с обеих сторон раската, необходимое для обеспечения степени деформации по гребню 1,1, составляет 8 мм. Среднее обжатие роликами - 4 мм. Нагрузки, возникающие на роликах в результате деформации не превышают 3-5% от нагрузок на рабочие валки. Формула изобретения 1.Способ прокатки сортовых заготовок, включающий прокатку сляба в несколько сочлененных между собой ниток и их последующее отделение, отличающийся тем, что, с целью повышения стойкости рабочих валков за счет сниже1гшя износа разделяющих гребней валков и улучшения качества заготовок в зонах отделения, между пропусками локально деформируют зоны будущего отделения заготовок, а степень локальной деформации выбирают так, чтобы в следующем за ней пропуске в зонах отделения заготовок она не превышала 10%. 2.Способ по п. I, отличающийся тем, что ширину зон локальной деформации выбирают равной (0,04-0,25) С, где С - шаг между ручьями по гребням рабочих валков. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 1040119, кл. В 2зр/1964. 2.Авторское свидетельство СССР № 527218, кл. В 21 В 1/03, 1975. 3.Воронцов Н. М. и др. Эксплуатация валков обжимных и сортовых станов. М., Металлургия, 1973, рис. 42.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| Способ прокатки заготовок | 1984 |
|
SU1187895A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок,преимущественно,на реверсивном стане | 1982 |
|
SU1066679A1 |
| Способ прокатки заготовок | 1980 |
|
SU871853A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |