Изобретение относится к обработке металлов давлением, в частности к технологии прокатки заготовок ни обжимно-заготовочных агрегагах и черновых группах клетей сортовых и проволочных станов.
Известен способ прокатки профилей , включающий одноручьевую прокатку заготовок в ряде последовательно расположенных калибров с фор1 «1рованием раската в одном из пропусков поочередно, по мере износа валков, в двух смежно расположенных аналогичных калибрах со смещением линии прокатки вдоль бочки валков на ширину, равную расстоянию между центрами этих калибров flj.
Недостатком способа является отсутствие возможности номинальной загрузки прокатных клетей по пропускам при одноручьевой прокатке профилей различного типоразмера и, следовательно, снижение производительности прокатных станов.
Наиболее близким к изобретению по технической сущности является способ многоручьевой прокатки, включающий формирование раскатов, состоящих из двух соединенных перемычкой заготовок, поочередно, по мере износа валков, в двух смежно расположенных калибрах со смещением линии прокатки вдоль бочки валков на ширину, равную расстоянию между гребнями эти калибров 23.
Недостатком известного способа является пониженная полезная длина бочки валков за счет наличия между смежно расположенными калибрами буртов валков и небольшой межремонтный срок службы валков, определяемый износом преимущественно гребней калибров.
Целью изобретения является увеличение межремонтного срока службы валков за счет увеличения полезной длины их бочки и времени работы калибров .
Поставленная цель достигается тем что согласно способу многоручьевой прокатки, включающему формирование раскатов, состоящих из двух соединенных перемычкой заготовок, поочередно, по мере износа валков, в двух смежно расположенных калибрах со смещением линии прокатки вдоль бочЛи валков на ширину, равную расстоянию между гребнями этих калибров, формирование раскатов вначале осуществляют поочередно в крайних парах ручьев четырехручьевого калибра, после чего смещают линию прокатки на ширину одного ручья к центру калибра и фор5 миррвание последующих раскатов осуществляют в средних ручьях калибра. На фиг. 1-3 пока13ана последовательность формирования раската в ручьях четырехручьевого калибра по меO ре износа пребней калибра.
При прокатке заготовок формирование раската 1 (фиг. 1} вначале производят в двух ручьях 2 и 3 четырехручьевого калибра. После износа гребней « и 5 формирование раската б (г, 2) в данном пропуске осуществляют в двух других ручьях 7 и 8 этого же четырехручьевого калибра, смещая линию прокатки вдоль
0 бочки валков на ширину, равную расстоянию t между гребнями 4, 5 и 9, 10 пар ручьев 2, 3 и 7 8. После износа гребней 9 и 10 линию прокатки смещают вдоль бочки валков на ширину С, равную ширине одного ручья, к центру четырехручьевого калибра и формирование раската 11 (фиг. 3) производят в средних ручьях 3 и 7 до износа гребней 12 и 13.
- Способ прокатки не исключает первонаЧаЛьное формирование раската в двух средних ручьях четырехручьевого калибра и последующее поочередное, по мере износа гребней калибра, формирование раската в
5 крайних парах ручьев калибра.
Способ можно использовать при двухручьевой прокатке заготовок и профилей на обжимно-заготовочных реверсивных и крупносортных
станах линейного типа, в черновых группах клетей непрерывно-заготовочных станов. Наиболее рационально использование предлагаемого способа в тех пропусках, в KOTOS рых преимущественный износ гребней многоручьевого калибра выводит размеры перемычки раската, соединяющей заготовки или профили, за пределы оптимальных и препятствует качественному разделению заготовок. К таким относятся, как правило, пропуски (калибры), предшествующие разделяющим.
Пример. . Прокатку арматурного периодического профиля № 12 производят на стане 280 линейного типа, расположенного в три линии: обжимная, черновая и чистовая.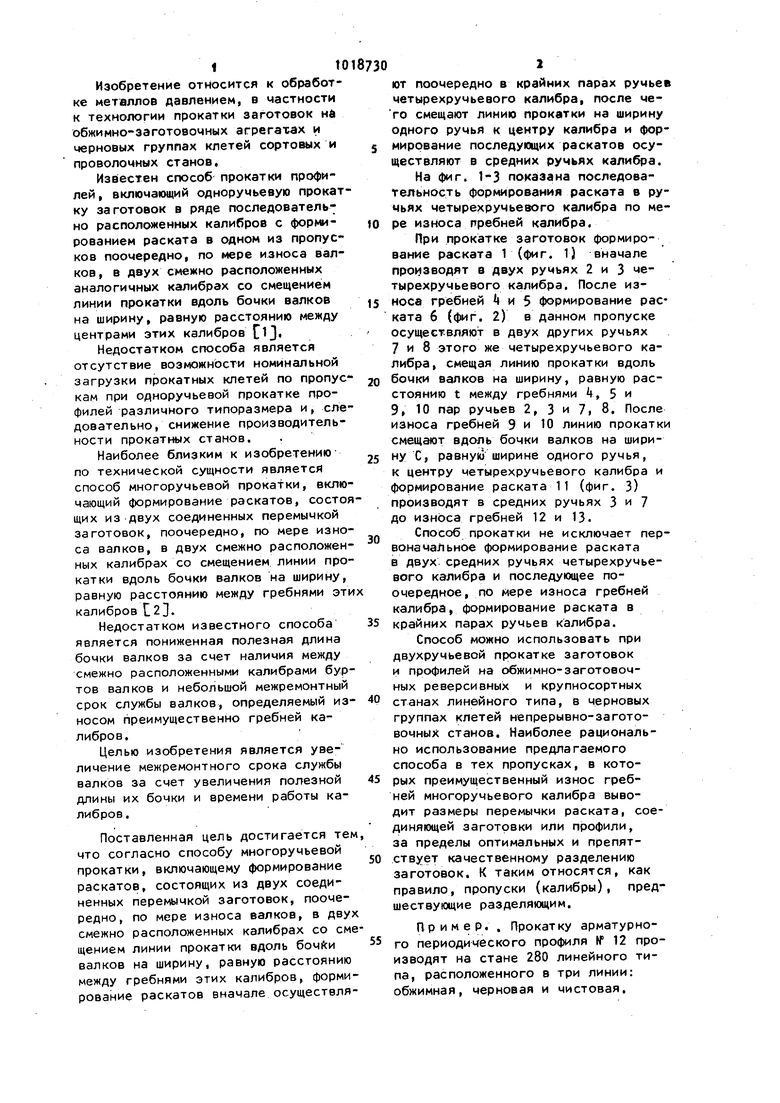

| название | год | авторы | номер документа |
|---|---|---|---|
| Черновой калибр для многоручье-ВОй пРОКАТКи | 1979 |
|
SU804013A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки сортовых заготовок | 1979 |
|
SU789167A1 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| Способ прокатки | 1982 |
|
SU1061860A1 |
| Способ прокатки заготовок | 1979 |
|
SU816582A1 |
| Способ прокатки заготовок,преимущественно,на реверсивном стане | 1982 |
|
SU1066679A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
СПОСОБ НИОГОРУЧЪЕВОЙ ПРО КАТКИ внлвчаюций формирование раскатов, состоящих из двух соединенных перемычкой заготовок, поочередно, по мереи 1аноса валков, a двух смежног раЁжиюженных калибрах со смещеии и линии прокатки вдоль бочки валков на цнфину, равную расстоянию этих калибров, о т л и ч a ющ и и с я тем, что, с целью у е:ш -|$ння межремонтного срока службы валков путем увеличения полезной щияы их бочки и времени {Заботы калибров, формирование раскатов -SHaMaiie осуществляют поо««рёдно в парах ручьев чет«1 хруч1| евого калибра, после чего смещают линию прокатки на ширину одйого ручья к центру калибра и .формирование последующих рас катов оеуществляйзт в средних ручьях калибра.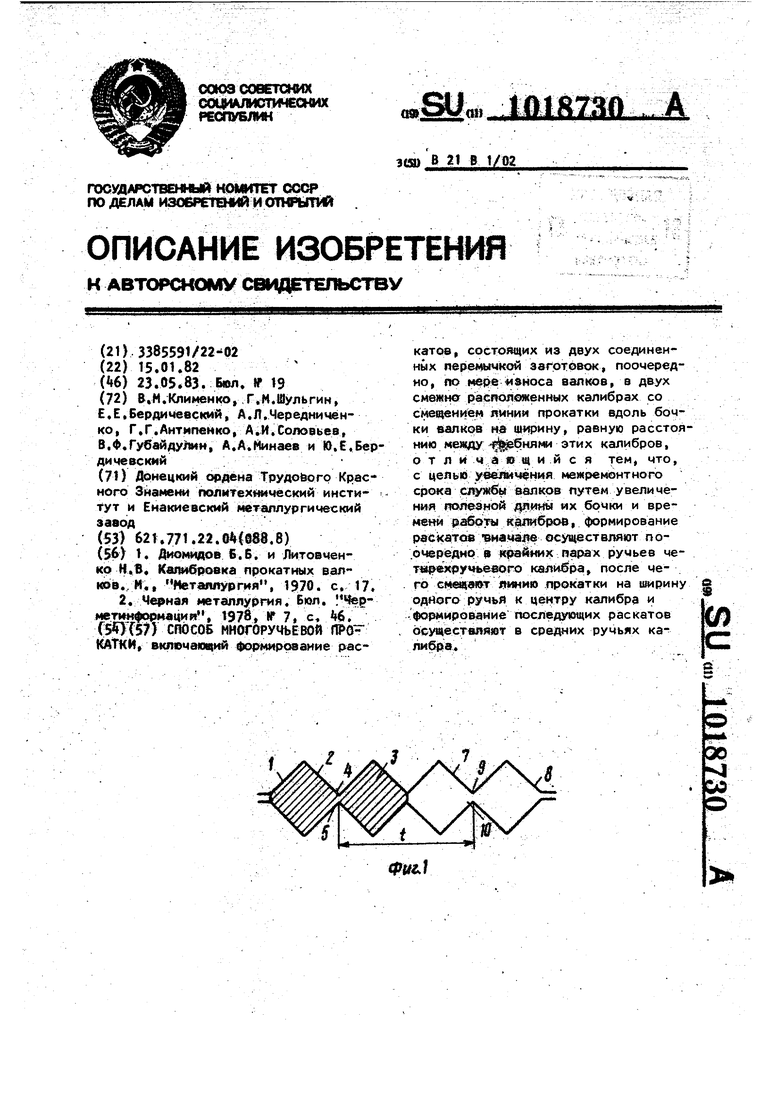
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Диомидов S.S, и Литовченко Н.В | |||
| Кагмбровка прокатных валмое | |||
| HV, Метаппургия, 1970 | |||
| с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Черная металлургия | |||
| Бюл | |||
| рметпедфориачия, 1978, If 7, с, 46 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
