Изобретение относится к металлургии, преимущественно к непрерывной разливке металлов.
Известен способ получения непрерывнолитых деформированных заготовок [Патент 2146573 RU. Способ получения непрерывнолитых деформированных заготовок и устройство для его осуществления. /В.В.Стулов, В.И.Одиноков. Опубл. 20.03.2000. Бюл. 8] , включающий введение затравки в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширенной в верхней части рабочей полостью, подачу в него расплава, введение в кристаллизатор двух лент вдоль стенок первой пары, причем ленты выполнены из материала разливаемого металла и вводят их в кристаллизатор без плавления, формирование затвердевшей корочки заготовки, деформирование и проталкивание затравки и заготовки из кристаллизатора, стенки которого приводят в движение, сообщая одной паре стенок вращательное движение, а другой - возвратно-поступательное движение, формирование затвердевшей корочки заготовки осуществляют только на стенках пары, совершающей возвратно-поступательное движение с деформированием заготовки после срастания корочек в расширенной верхней части рабочей полости кристаллизатора.
Недостатком известного способа является возможность растрескивания заготовки со стороны стенок, совершающих возвратно-поступательное движение, при разливке металлов с высоким значением коэффициента теплопроводности (алюминий и его сплавы).
Предложенный способ направлен на создание высокоэффективного процесса получения непрерывных деформированных заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в следующем:
1. Повышение качества деформируемой заготовки.
2. Повышение производительности процесса.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: введение затравки в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширенной в верхней части рабочей полостью; подача в кристаллизатор расплава; введение в кристаллизатор двух лент из материала разливаемого металла без их плавления; формирование затвердевшей корочки заготовки; деформирование и проталкивание затравки и заготовки из кристаллизатора; стенки кристаллизатора приводят в движение, сообщая одной паре стенок вращательное движение, а другой - возвратно-поступательное движение.
Отличительные признаки: введение в кристаллизатор двух лент осуществляется вдоль пары стенок, совершающих возвратно-поступательное движение; соотношение ширины вводимой ленты "в" и толщины получаемой заготовки "а", равное в/а=1,15÷1,25.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Введение в кристаллизатор двух лент вдоль стенок второй пары, совершающей возвратно-поступательное движение, увеличивает скорость кристаллизации металла вдоль стенок второй пары и обеспечивает понижение температуры корочки металла, то есть повышает ее прочность. Кроме этого, введение в кристаллизатор двух лент вдоль стенок второй пары упрочняет формирующуюся заготовку и уменьшает вероятность ее растрескивания при нарушении технологии разливки. Деформация разогретых лент более предпочтительна, чем кристаллизирующегося металла. Дополнительно уменьшается возможность приварки металла со стенками второй пары и повышается эффективность процесса в целом.
Уменьшения отношения в/а<1,15 (где в - ширина вводимой ленты, а - толщина получаемой заготовки) затрудняет введение лент вдоль стенок, совершающих возвратно-поступательное движение, и ухудшается качество поверхности заготовки. Кроме этого, уменьшается прочность деформируемой заготовки.
Увеличение отношения в/а>1,25 приводит к необходимости обрезания краев ленты шириной (в-а)/2 в полученной заготовке, что увеличивает трудоемкость процесса и перевод части металла лент в отходы.
Для реализации заявляемого способа заявляется устройство, уровень техники которого известен [Патент 2146573 RU]. Известное устройство для получения непрерывнолитых деформированных заготовок содержит разливочный ковш с погружным стаканом, вертикальный кристаллизатор, состоящий из двух пар стенок с продольными водоохлаждаемыми каналами в них, причем стенки первой пары выполнены в верхней части расширенными под углом наклона к вертикали 10o с возможностью совершать вращательные движения, а стенки второй пары выполнены с возможностью совершать возвратно-поступательные движения, затравку, барабаны для ввода двух лент в вертикальный кристаллизатор, средство для прижатия лент к поверхности стенок.
Недостатки известного устройства заключаются в том, что отсутствие сведений об углублениях с торцов стенок первой пары и их размерах не обеспечивает надежную работу устройства и не позволяет получать качественные деформированные заготовки.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в следующем:
1. Повышение надежности работы устройства.
2. Повышение прочности заготовки.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочный ковш с погружным стаканом; вертикальный кристаллизатор, состоящий из двух пар стенок с продольными водоохлаждаемыми каналами в них, причем стенки первой пары выполнены в верхней части расширенными под углом наклона к вертикали 10o с возможностью совершать вращательные движения, а стенки второй пары выполнены с возможностью совершать возвратно-поступательные движения; затравка; барабаны для ввода двух лент в вертикальный кристаллизатор.
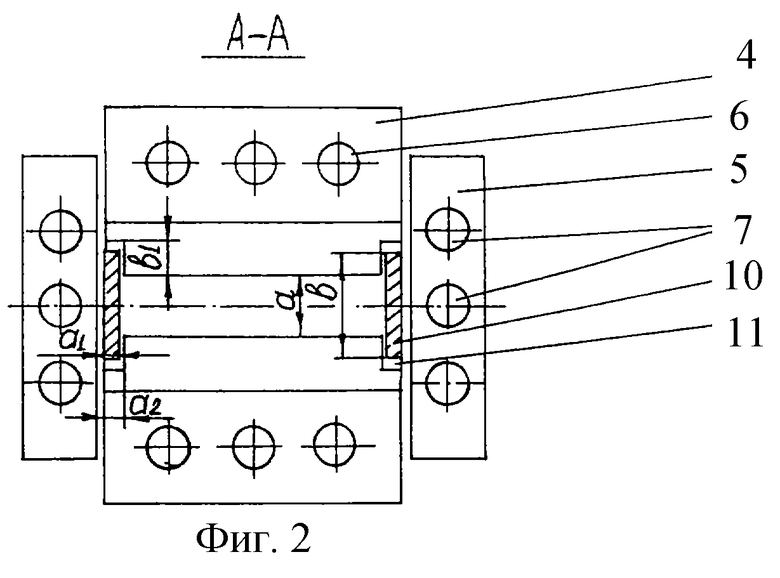
Отличительные признаки: с торцов стенок первой пары выполнены в продольном направлении углубления; величина углубления "а2", связанная с толщиной вводимой ленты "a1" соотношением a2/a1=1,02÷1,04; ширина продольного углубления "в1" в нижней части каждой стенки первой пары, ширина вводимой ленты "в" и толщина получаемой заготовки "а" дополнительно связаны соотношением (2в1+a)/в=1,03÷1,06.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Выполнение с торцов стенок первой пары в продольном направлении углублений позволяет без нарушения работы устройства вводить без перекоса в строго заданном направлении ленты вдоль стенок первой пары, совершающих возвратно-поступательное движение.
Уменьшение соотношения a2/a1<1,02 (где a2 - величина углубления, a1 - толщина вводимой ленты) затрудняет введение лент вдоль стенок второй пары по причине того, что устраняется необходимый зазор между поверхностью стенок второй пары и торцами стенок первой пары, позволяющий свободно пропускать ленты через кристаллизатор перед заливкой в него металла. Кроме этого, наличие неплотного соприкосновения основной поверхности стенок первой и второй пары приводит к вытеканию заливаемого металла за пределы кристаллизатора.
Увеличение соотношения a2/a1>1,04 приводит к возможности затекания жидкого металла в углубления между торцами стенок первой пары и вводимой ленты, что нарушает режим работы кристаллизатора и приводит к переводу части заливаемого расплава в отходы.
Уменьшение соотношения (2в1+a)/в<1,03 (где в1 - ширина продольного углубления в нижней части каждой стенки первой пары, в - ширина вводимой ленты, а - толщина получаемой заготовки) затрудняет введение лент в кристаллизатор. При соотношении (2в1+a)/в≤1 ленты невозможно ввести в кристаллизатор, так как ширина ленты совпадает или превышает размеры ширины продольных углублений в нижней части каждой стенки первой пары.
Увеличение соотношения (2в1+a)/в>1,06 приводит к возможности недопустимого смещения ленты в поперечном направлении с возможностью ее искривления и деформации, что ухудшает качество поверхности и прочности биметаллической заготовки. Кроме этого, увеличиваются затраты времени на изготовление продольных углублений в стенках первой пары при подготовке кристаллизатора к работе.
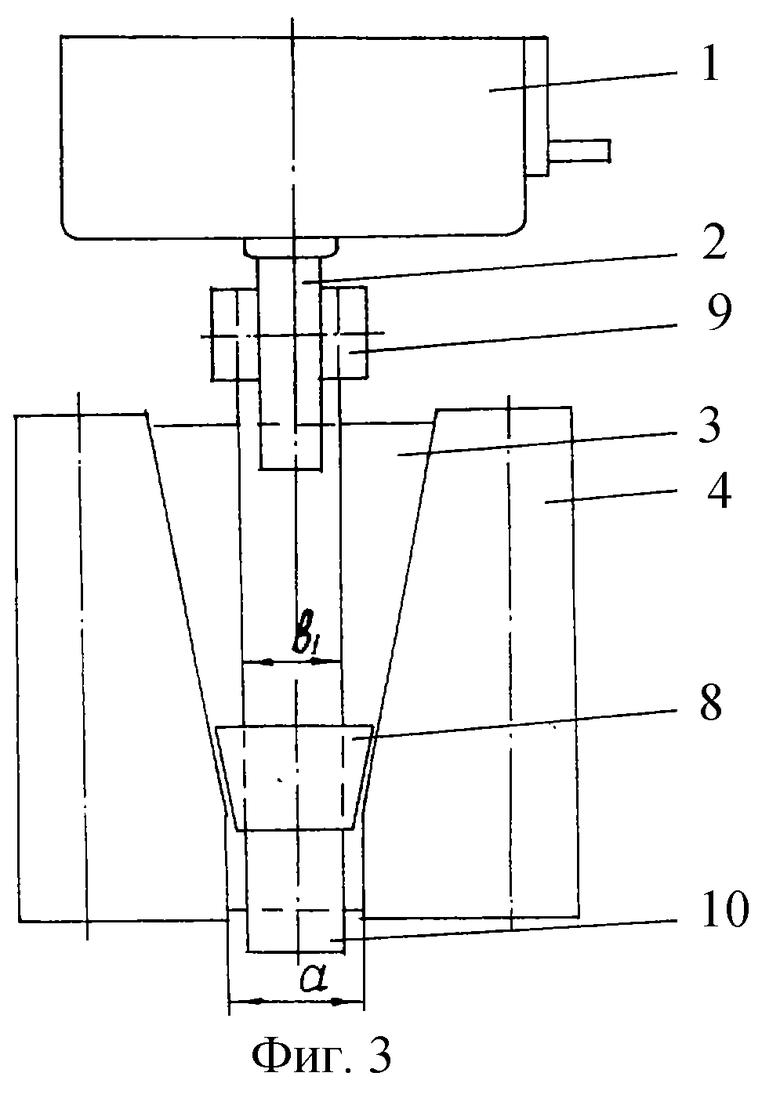
На фиг. 1 и 3 приведены внешний вид заявляемого устройства, на фиг.2 - сечение А-А на фиг.1.
Заявляемое устройство на фиг.1-3 состоит из разливочного ковша 1 с погружным стаканом 2, вертикального кристаллизатора 3 с расширенными в верхней части стенками 4 первой пары, стенками 5 второй пары, продольных водоохлаждаемых каналов 6 и 7, затравки 8, барабанов 9 с лентами 10, углублений 11 в стенках 4 первой пары.
Перед разливкой расплава в вертикальный кристаллизатор 3 с барабанов 9 заводятся ленты 10 в углубления 11 в стенках 4 первой пары вдоль стенок 5 второй пары, устанавливается затравка 8 и включается подача воды в каналы 6 и 7 стенок 4 и 5.
Способ осуществляется заявляемым устройством следующим образом.
Жидкий металл из разливочной емкости 1 через погружной стакан 2 поступает в кристаллизатор 3 и заполняет его. При достижении расплавом определенного уровня заливки и формирования корочки заготовки включают привод стенок 4 и 5. В результате стенки первой пары 4, выполненные в верхней части расширенными, совершают вращательное движение с деформированием затравки 8 и заготовки, а стенки второй пары 5 совершают возвратно-поступательное движение с проталкиванием заготовки из кристаллизатора. Ленты 10, выполненные из материала разливаемого металла, свариваются с корочкой заготовки и уменьшают вероятность ее растрескивания в процессе деформации.
Изобретение относится к металлургии, преимущественно к непрерывной разливке металлов. В способе получения непрерывнолитых деформированных заготовок, включающем введение затравки в вертикальный кристаллизатор с расширенной в верхней части рабочей полостью, подачу в него расплава, формирование корочки заготовки, деформирование и проталкивание затравки и заготовки из кристаллизатора, стенки которого приводят в движение, осуществляют введение в кристаллизатор двух лент без их плавления вдоль пары стенок, совершающих возвратно-поступательное движение, при соотношении ширины ленты "в" и толщины заготовки "а", равном в/а=1,15÷1,25. В устройстве, содержащем разливочный ковш с погружным стаканом, вертикальный кристаллизатор, стенки первой пары которого выполнены в верхней части расширенными под углом наклона к вертикали 10o с возможностью совершать вращательные движения, а стенки второй пары выполнены с возможностью совершать возвратно-поступательные движения, затравку, барабаны для ввода двух лент, при этом с торцов стенок первой пары выполнены в продольном направлении углубления на величину "а2", связанную с толщиной ленты "а1" соотношением а2/а1=1,02-1,04, а ширина продольного углубления "в1" в нижней части каждой стенки первой пары, ширина вводимой ленты "в" и толщина получаемой заготовки "а" дополнительно связаны соотношением (2в1+а)/в= 1,03-1,06. Использование изобретения обеспечивает повышение качества заготовки и производительности процесса. 2 с.п.ф-лы, 3 ил.
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146573C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2112622C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077766C1 |
| RU 2004376 C1, 15.12.1993 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |

