Изобретение относится к металлургии, преимущественно к непрерывной разливке с деформацией металлов.
Известен способ получения непрерывнолитых биметаллических заготовок [патент N 2086346 RU. Способ получения непрерывнолитых биметаллических заготовок и устройство для его осуществления /В.В.Стулов, В.И.Одиноков. Опубл. 10.08.97. Бюл. N 22], включающий заливку в кристаллизатор основного жидкого металла, формирование корочки на гранях кристаллизатора, подачу в кристаллизатор ленты из другого металла в твердом состоянии и затвердевание биметаллической заготовки, причем кристаллизатор выполняют с двумя вертикальными и двумя парными с наклонным верхним и вертикальным нижним участками, гранями, первым из которых сообщают возвратно-поступательное движение, а вторым - вращательное движение, сформированную корочку разрушают на наклонных гранях кристаллизатора, а ленты из другого металла подают после разрушения корочки и предварительного обжатия основного металла в двухфазном состоянии, затем осуществляют дополнительное обжатие двух слоев металлов в твердом состоянии, калибрование поверхности затвердевшей биметаллической заготовки и ее выталкивание из кристаллизатора.
Недостатком известного способа получения непрерывнолитых биметаллических заготовок является возможность проплавления корочки металла с его выливанием со стороны граней с наклонным верхним и вертикальным нижним участками за счет проникновения расплава на значительную глубину в кристаллизаторе. Подача ленты из другого металла после разрушения корочки и предварительного обжатия основного металла в двухфазном состоянии приводит к вероятности прочности биметаллического соединения по причине охлаждения основного металла заготовки и недостаточных давлений и времени процесса. Кроме этого, лента из другого металла не успевает в ряде случаев прогреться до необходимой температуры деформации и не обеспечивается защита поверхности наклонного верхнего участка второй пары граней от чрезмерного разогрева.
Предложенный способ направлен на создание высокоэффективного процесса получения деформированных биметаллических заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в улучшении качества поверхности и внутренней структуры биметаллической заготовки.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: заливка в кристаллизатор основного жидкого металла; кристаллизатор выполняют с двумя парными вертикальными и двумя парными с наклонным верхним и вертикальным нижним участками, гранями, первым из которых сообщают возвратно-поступательное движение, а вторым - вращательное движение; формирование корочки с ее разрушением на наклонных гранях кристаллизатора; подача в кристаллизатор ленты из другого металла в твердом состоянии; обжатие слоев металлов в твердом состоянии; калибрование поверхности затвердевшей биметаллической заготовки и ее выталкивание из кристаллизатора.
Отличительные признаки: перед началом разливки в неработающий кристаллизатор вводят две ленты из металла однородного разливаемому со стороны двух парных граней с наклонным верхним участком с их сведением к центру; подача жидкого металла в кристаллизатор и включение его в работу после достижения расплавом определенного уровня; две другие ленты из металлов, инородных разливаемому, вводят вдоль поверхности каждой из двух граней с наклонным верхним участком; две ленты из металла, инородного разливаемому, имеют более высокую по сравнению с ним температуру плавления.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Введение перед началом разливки в неработающий кристаллизатор двух лент из металла, однородного разливаемому, со стороны двух парных граней с наклонным верхним участком с их сведением к центру кристаллизатора уменьшает требования к технологии разливки и элементам конструкции установки, в частности к средству для дозирования металла, так как позволяет регулировать глубину проникновения потоков расплава. Регулирование глубины проникновения в кристаллизатор потоков расплава исключает оплавление корочек заготовки и уменьшает вероятность их растрескивания.
Подача жидкого металла в кристаллизатор с включением его в работу после достижения расплавом определенного уровня преследует цель достижения заданной толщины корочки заготовки, формируемой вдоль граней с наклонным верхним участком, и исключение проникновения жидкой фазы в заготовке на выходе из кристаллизатора. Кроме этого, деформация сомкнувшихся корочек повышает прочность получаемой заготовки.
Введение в кристаллизатор двух других лент из металла, инородного разливаемому, вдоль поверхности каждой из двух граней с наклонным верхним участком обеспечивает защиту поверхностей граней от перегрева и преждевременного износа и улучшает качество поверхности получаемой биметаллической заготовки.
Выполнение двух лент из металла, инородного разливаемому, с более высокой по сравнению с ним температурой плавления исключает вероятность их расплавления и обеспечивает возможность обжатия слоев металлов по всей высоте кристаллизатора с получением качественных биметаллических соединений.
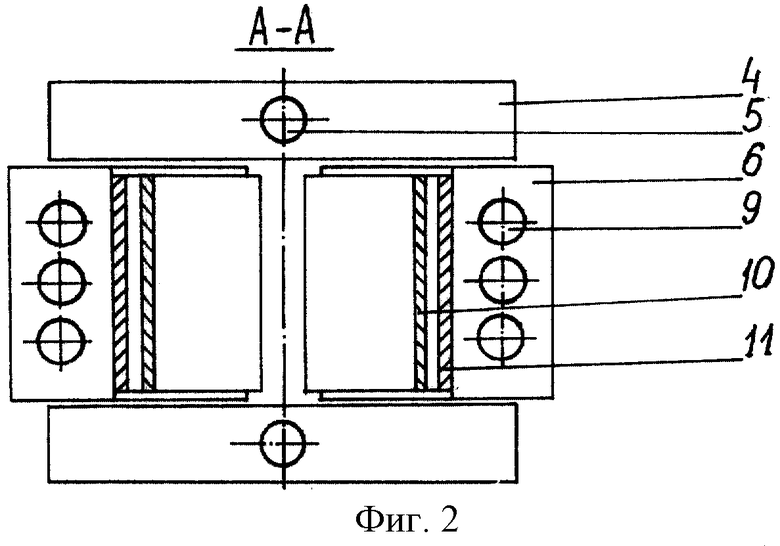
На фиг. 1 показан внешний вид установки для реализации заявляемого способа; на фиг. 2 - сечение А-А на фиг. 1.
Установка на фиг. 1 и 2 состоит из разливочной емкости 1 со средством для дозирования металла 2, кристаллизатора 3 с двумя парными вертикальными гранями 4 с водоохлаждаемыми каналами 5 и двумя парными гранями 6 с наклонным верхним участком 7 и вертикальным нижним участком 8 с водоохлаждаемыми каналами 9, двух лент 10, выполненных из металла, однородного разливаемому, и двух лент 11, выполненных из металла, инородного разливаемому, механизмов подачи лент 12, направляющих роликов 13.
Предварительно на механизмы подачи лент 12 (барабаны) одновременно наматываются ленты 10 и 11, концы которых вводятся в кристаллизатор 3. Ленты 10 при помощи направляющих роликов 13 сводятся к центру кристаллизатора, а ленты 11 вводятся вдоль поверхностей наклонных верхних участков 7 граней 6. Включается подача воды в водоохлаждаемые каналы 5 и 9 граней.
Способ осуществляется следующим образом.
Вдоль поверхности каждой из двух граней 6 с наклонным верхним участком 7 вводятся в кристаллизатор 3 ленты 11 из металла, инородного разливаемому, до вертикального нижнего участка 8. После этого вводится затравка, которая обеспечивает прижатие концов лент 11 к поверхности граней 6. Одновременно с подачей лент 11 с механизмов подачи происходит подача лент 10 до момента их сведения в центре кристаллизатора. В дальнейшем при помощи стопора, имеющегося в разливочной емкости 1, через средство для дозирования металла 2 расплав, минимально перегретый над температурой ликвидус, поступает в кристаллизатор и заполняет его. После достижения жидким металлом определенного уровня заливки, формирования корочки заготовки и погружения в расплав сведенных в центре кристаллизатора лент 10 кристаллизатор 3 включают в работу. В результате две парные вертикальные грани 4 совершают возвратно- поступательное движение с проталкиванием затравки и биметаллической заготовки, а две парные грани 6 совершают вращательное движение с обжатием основного металла и металла лент 11 на наклонном верхнем участке 7 и калиброванием поверхности биметаллической заготовки на вертикальном нижнем участке 8. Одновременно с работой кристаллизатора 3 осуществляется подача лент 10 и 11 с механизмов подачи 12 через направляющие ролики 13. Регулировка скорости движения заготовки осуществляется изменением числа оборотов привода граней кристаллизатора и перемещением стопора в разливочной емкости 1.
Изобретение относится к области металлургии, конкретнее к непрерывной разливке с деформацией металлов. Изобретение направлено на создание высокоэффективного процесса получения непрерывнолитых деформированных биметаллических заготовок. В способе получения биметаллических заготовок дополнительно перед началом разливки в неработающий кристаллизатор вводят две ленты из металла, однородного разливаемому, со стороны двух парных граней с наклонным верхним участком с их сведением к центру. Подают жидкий металл до достижения расплавом определенного уровня заливки и включают кристаллизатор в работу. Две другие ленты из металлов, инородных разливаемому, вводят вдоль поверхности каждой из двух граней с наклонным верхним участком. Две ленты из металла, инородного разливаемому, имеют более высокую по сравнению с ним температуру плавления. Технический результат - улучшение качества поверхности и внутренней структуры биметаллической заготовки. 1 з.п. ф-лы, 2 ил.
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086346C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2112622C1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| Способ непрерывного литья | 1973 |
|
SU452413A1 |
| US 4438803, 27.03.1984 | |||
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
