Изобретение относится к черной металлургии, конкретнее к режимам деформационно-термической обработки заэвтектоидных сталей, и может быть использовано при производстве круглых профилей для изготовления тел качения подшипниковых опор.
Известен способ изготовления сортового проката, включающий нагрев заготовки, прокатку с температурой конца прокатки Аr3+(30-80oС), охлаждение с критической скоростью до температуры распада аустенита и окончательное охлаждение на воздухе, согласно которому производят ускоренное охлаждение раската до температуры Аr3+(30-80oС) с изменяющейся по длине скоростью перед последними 1-5 пропусками, а охлаждение с критической скоростью производят до Ar1-(Ar1-50oC) [1].
Недостатки известного способа состоят в том, что при прокатке шарикоподшипниковых сталей готовые сортовые профили имеют низкое качество из-за наличия карбидной ликвации, полосчатости и карбидной сетки в отожженном состоянии.
Известен также способ производства проката из заэвтектоидных сталей, в том числе шарикоподшипниковых: ШХ15, ХВГ, ХВСГ. Способ включает нагрев заготовки, горячую деформацию и охлаждение, причем нагрев производят до температуры Acm-(Acm-100oС), а охлаждение осуществляют на воздухе [2].
Недостатки известного способа состоят в низком качестве сортового проката из-за наличия в нем карбидной ликвации, полосчатости и карбидной сетки.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства сортового проката, в том числе из шарикоподшипниковых сталей, включающий нагрев и прокатку слитка в заготовку, охлаждение горячекатаной заготовки, последующий ее нагрев до температуры аустенитизации 1120-1180oС, многопроходную прокатку до конечных размеров с температурой конца прокатки 930-970oС, ускоренное охлаждение водой до температуры 800-850oС и окончательное охлаждение на воздухе [3] - прототип.
При таком способе производства сортового проката из шарикоподшипниковых сталей в готовом профиле присутствуют карбидная ликвация и полосчатость, а после отжига профилей для дальнейшей их переработки в структуре металла проявляются остатки карбидной сетки. Это снижает качество сортового проката.
Техническая задача, решаемая изобретением, состоит в повышении качества сортового проката путем исключения карбидной ликвации и полосчатости, уменьшения балла остатков карбидной сетки в отожженном состоянии.
Для решения поставленной технической задачи в известном способе производства сортового проката из шарикоподшипниковых сталей, включающем охлаждение горячекатаной заготовки, последующий ее нагрев до температуры аустенитизации, многопроходную прокатку с температурой конца прокатки до 930-970oС, ускоренное охлаждение водой до температуры 800-850oС и последующее охлаждение на воздухе, согласно предложению охлаждение горячекатаной заготовки производят до температуры 190-210oС со средней скоростью 5-8oС/ч, а многопроходную прокатку ведут с суммарной вытяжкой 24-89.
Сущность изобретения состоит в следующем. Прокатка слитка заэвтектоидной стали в заготовку сопровождается разрушением литой структуры, измельчением крупных карбидов и кристаллитов. Последующее замедленное охлаждение заготовки до температуры 190-210oС со скоростью 5-8oС/ч приводит к равномерной рекристаллизации деформированных зерен, а выделение заэвтектоидных карбидов происходит внутри зерен, что способствует уменьшению карбидной ликвации и полосчатости.
Нагрев заготовки до температуры аустенитизации приводит к полному растворению карбидной сетки. При прокатке заготовки с суммарной вытяжкой 24-89 и одновременным охлаждением до температуры конца прокатки 930-970oС происходит непрерывное образование дислокаций, на которых зарождаются и закрепляются внутри зерен первичные карбиды. Ускоренное охлаждение стали водой до температуры 800-850oС обеспечивает быстрое прохождение межкритического интервала температур, выделение карбидов по границам зерен не успевает произойти, все они остаются в объеме зерен микроструктуры, карбидная сетка полностью отсутствует. Одновременно с этим происходит гомогенизация фазового состава стали, устранение карбидной ликвации и полосчатости. Охлаждение сортового проката на воздухе фиксирует оптимальную микроструктуру стали.
Отжиг горячекатаного сортового проката, необходимый для последующей его переработки, сопровождается разупрочнением металлической матрицы стали, формированием мелкозернистого перлита с включениями вторичных карбидов, незначительному проявлению разомкнутых и истощенных остатков карбидной сетки величиной 0,5 балла, т.к. подавляющее количество карбидов зафиксировано внутри зерен микроструктуры.
Экспериментально установлено, что при замедленном охлаждении горячекатаной заготовки со средней скоростью выше 8oС/ч и до температуры выше 210oС сохраняются карбидная ликвация и полосчатость, в готовом прокате после отжига карбидная сетка достигает 1-2 баллов. Снижение средней скорости охлаждения менее 5oС/ч и температуры окончания охлаждения ниже 190oС не приводит к дальнейшему повышению качества сортового проката, а лишь удлиняет производственный цикл, вследствие чего нецелесообразно.
При многопроходной прокатке с суммарной вытяжкой менее 24 не достигается полного устранения карбидной ликвации и не обеспечивается образования достаточного количества дислокаций для удержания карбидов внутри зерен микроструктуры, что приводит к формированию карбидной сетки по границам зерен. Увеличение суммарной вытяжки более 89 вызывает появление неоднородности микроструктуры и фазового состава стали из-за наклепа аустенита, что ухудшает равномерность свойств готового проката.
При температуре конца прокатки выше 970oС не происходит полного завершения процесса рекристаллизации деформированного аустенита до начала ускоренного охлаждения, равномерность свойств готового сортового проката и его качество ухудшаются. Снижение температуры конца прокатки ниже 930oС не исключает возможности образования карбидной сетки еще до начала ускоренного охлаждения водой, что ухудшает качество сортового проката.
При температуре окончания ускоренного охлаждения водой выше 850oС не исключено формирование карбидной сетки, что недопустимо. Снижение этой температуры ниже 800oС не улучшает качество сортового проката, а лишь усложняет процесс, приводит к переупрочнению стали, ухудшающему качество сортового проката.
Пример реализации способа
Уширенный кверху слиток массой 8,7 т из шарикоподшипниковой стали ШХ15 нагревают до температуры 1240oС и прокатывают на блюминге и непрерывно-заготовочном стане в заготовку квадратного сечения 100х100 мм. Горячую заготовку при температуре 780oС помещают в неотапливаемый колодец (термостат), где производят ее замедленное охлаждение со средней скоростью V03=6,5oС/ч до температуры Т03=200oС.
Остывшую заготовку загружают в нагревательную печь и нагревают до температуры аустенитизации Тн=1190oС, после чего производят ее прокатку на мелкосортном стане в профиль круглого сечения диаметром 15 мм с суммарной вытяжкой λΣ = 56,6 за 15 проходов. Температуру конца прокатки (на выходе из последней клети) поддерживают равной Ткп=950oС.
Выходящий из последней клети стана сортовой профиль охлаждают водой до температуры Топ=825oС и затем сматывают в бунт. Дальнейшее охлаждение бунта производят на воздухе.
За счет реализации указанных режимов производства, сортовой прокат после отжига у потребителя при температуре 800oС (для последующего волочения и механической обработки) не имеет карбидной ликвации и полосчатости, остатки карбидной сетки в микроструктуре оцениваются в 0,5 балла. Это свидетельствует о высоком качестве сортового проката.
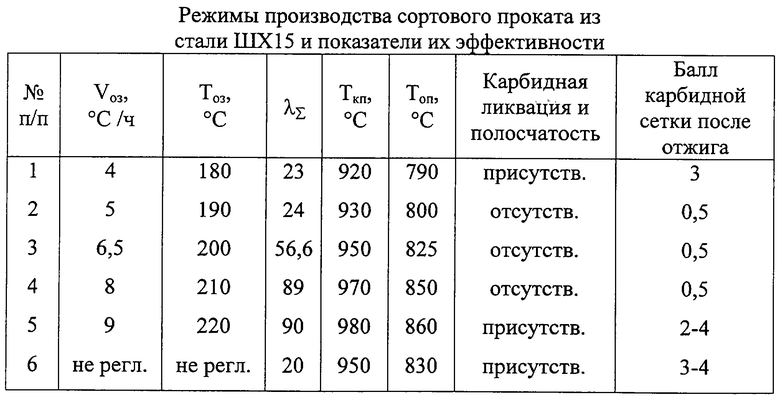
Варианты реализации способа производства сортового проката из шарикоподшипниковой стали и показатели их эффективности представлены в таблице.
Из таблицы следует, что при использовании предлагаемого способа (варианты 2-4) достигается повышение качества сортового проката из шарикоподшипниковых сталей за счет исключения карбидной ликвации и полосчатости и уменьшения балла остатков карбидной сетки в отожженном состоянии. В случаях запредельных значений заявленных параметров (варианты 1 и 5) и реализации способа-прототипа (вариант 6) в структуре стали присутствует карбидная ликвация и полосчатость, балл карбидной сетки в отожженном прокате увеличивается, качество проката получается ниже.
Технико-экономические преимущества предложенного способа состоят в том, что разработанные деформационно-термические режимы производства обеспечивают разрушение карбидной ликвации и полосчатости в процессе многопроходной прокатки, гомогенизацию фазового состава стали, удержание зарождающихся карбидов внутри тел зерен микроструктуры аустенита и мелкозернистого перлита, обеднения границ зерен карбидами, истощения карбидной сетки и уменьшения ее в отожженном состоянии до величины 0,5 балла. Этим достигается повышение качества сортового проката из шарикоподшипниковых сталей.
В качестве базового объекта при определении экономической эффективности принят способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства сортового проката из шарикоподшипниковых сталей на 8-10%.
Литературные источники
1. Авт. свид. СССР 1006509, МПК С 21 D 8/06, 1985 г.
2. Авт. свид. СССР 881134, МПК С 21 D 8/06, 1981 г.
3. Грудев А.П. и др. Технология прокатного производства. - М.: Металлургия, 1994 г., с.140-143, 231-235 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |
| Способ производства горячекатаного сортового проката для изготовления крупногабаритных подшипников | 2024 |
|
RU2836665C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВЫХ ПРОФИЛЕЙ | 2003 |
|
RU2243834C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО СОРТОВОГО ПРОКАТА ИЗ ПОДШИПНИКОВЫХ СТАЛЕЙ | 2005 |
|
RU2307176C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ЛЕГИРОВАННОЙ ПРУЖИННОЙ СТАЛИ | 2005 |
|
RU2296017C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛЫХ ПРУТКОВ ИЗ ПОДШИПНИКОВОЙ СТАЛИ | 2006 |
|
RU2341340C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2005 |
|
RU2291205C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2492007C1 |
| СОРТОВОЙ ПРОКАТ ГОРЯЧЕКАТАНЫЙ ИЗ РЕССОРНО-ПРУЖИННОЙ СТАЛИ | 2012 |
|
RU2479646C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ ИЗ КРЕМНЕМАРГАНЦОВИСТОЙ СТАЛИ | 2008 |
|
RU2376392C1 |
Изобретение относится к черной металлургии, конкретнее к режимам деформационно-термической обработки заэвтектоидных сталей, и может быть использовано при производстве круглых профилей для изготовления тел качения подшипниковых опор. Техническим результатом изобретения - является повышение качества сортового проката путем исключения карбидной ликвации и полосчатости, уменьшения балла остатков карбидной сетки в отожженном состоянии. Слиток из стали ШХ15 нагревают до 1240oС и прокатывают на блюминге и непрерывно-заготовочном стане в заготовку квадратного сечения и охлаждают со средней скоростью 6,5oС/ч до 200oС в термостате, затем нагревают до 1190oС и прокатывают на мелкосортном стане в профиль круглого сечения с суммарной вытяжкой 56,6 за 15 проходов, при этом температуру конца прокатки на выходе из последней клети стана поддерживают равной 950oС и охлаждают водой до 825oС, сматывают в бут и охлаждают на воздухе. 1 табл.
Способ производства сортового проката из шарикоподшипниковых сталей, включающий охлаждение горячекатаной заготовки, последующий ее нагрев до температуры аустенитизации, многопроходную прокатку с температурой конца прокатки 930-970oС, ускоренное охлаждение водой до температуры 800-850oС и последующее охлаждение на воздухе, отличающийся тем, что охлаждение горячекатаной заготовки производят до температуры 190-210oС со средней скоростью 5-8oС/ч, а многопроходную прокатку ведут с суммарной вытяжкой 24-89.
| ГРУДНЕВ А.П | |||
| и др | |||
| Технология прокатного производства | |||
| - М.: Металлургия, 1994, с.140-143, 231-235 | |||
| Способ термической обработки изделий из заэвтектоидных сталей | 1983 |
|
SU1217895A1 |
| Способ предварительной обработки заэвтектоидных сталей | 1980 |
|
SU1011707A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ СТАЛЕЙ | 1994 |
|
RU2086669C1 |
