Изобретение относится к термической обработке проката и может быть использовано при производстве колес для железнодорожного транспорта.
Известные технологии производства цельнокатаных колес [1] включают операцию противофлокенной обработки (изотермической выдержки) после их прокатки. Она заключается в выдержке при температуре около 600oC в отапливаемых печах в течение 2-3 часов. При этом считается, что при умеренном (2-3 см3/100 г) содержании водорода в стали флокены в металле готовых изделий не должны образовываться. После изотермической выдержки колеса охлаждаются до температуры окружающей среды, в течение нескольких суток проходят холодную обработку (осмотр, ремонт, механическую обработку) и лишь потом вновь подвергаются тепловой обработке (нагрев под закалку и отпуск).
Процесс удаления водорода из прокатанного металла состоит из двух стадий [2]:
1) Выделение его из раствора, которое происходит тем интенсивнее, чем ниже температура металла.
2) В процессе диффузии, которая протекает тем быстрее, чем выше температура металла.
В связи с этим весьма полезным является переохлаждение колес после прокатки до 300-350oC, обеспечив тем самым ускоренное выделение водорода из раствора его в α-железе, а затем нагреть и выдержать при максимально возможной температуре, когда скорость диффузии его из металла будет наибольшей.
В качестве прототипа принят известный способ термической обработки колес в процессе их производства, который включает нагрев исходных заготовок под деформацию, прокатку колес в горячем состоянии, изотермическую выдержку, термоупрочнение, отпуск, переохлаждение колес, выдержку на воздухе и охлаждение колес до температуры окружающей среды [3]. При этом в тепловой обработке колес образуется технологический разрыв - охлаждение колес до температуры окружающей среды после изотермической выдержки. Принятый термин "переохлаждение" колес означает снижение температуры их до величины не ниже 300-350oC, ниже которой, при соответствующих условиях, образование флопенов весьма вероятно.
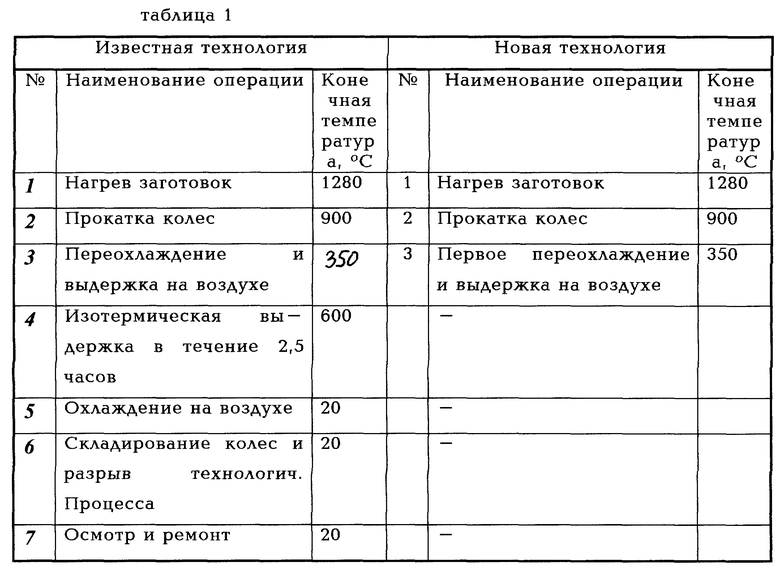
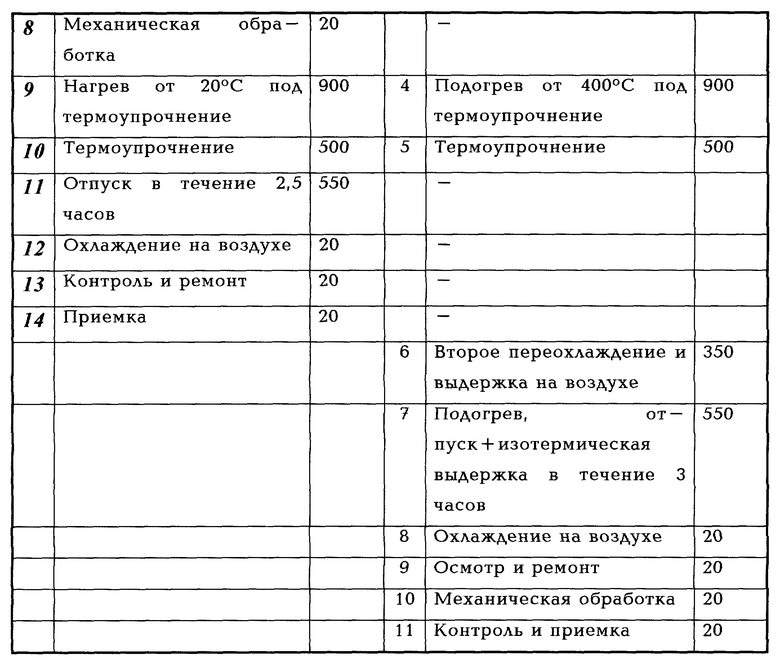
Последовательность технологических операций по прототипу следующая (таблица 1, чертеж). Исходные заготовки нагревают в кольцевых печах до температуры 1280oC, осаживают и формуют на прессах, прокатывают на стане и калибруют на прессе. При этом температура металла снижается до 900oC. Затем колеса подстуживают на конвейере и в стопах, выдерживают при температуре 350-450oC, после чего помещают в отапливаемые колодцы для противофлопенной обработки - изотермическая выдержка в течение 2,5 часов при температуре 600oC. По окончании этой операции колеса выставляют на склад, где остывают до температуры окружающей среды цеха (20oC). На этом заканчивается основная тепловая обработка колес, которая способствует удалению водорода из металла. При повышенном содержании водорода в колесной стали (более 3 см3 на 100 г металла) флопены образуются при охлаждении колес ниже 300oC, т.е. после изотермической выдержки. На складе нахождение колес в холодном состоянии по времени не регламентируется (практически от 2 до 5 суток) и за это время подвергаются осмотру, ремонту, механической обработке. Затем колеса нагревают в кольцевых печах до температуры аустенитизации (900oC), охлаждают на закалочных машинах до температуры 500oC и подвергают отпуску в отапливаемых колодцах при температуре 550oC в течение 2,5 часов. После отпуска колеса выставляют стопами на склад, где они охлаждаются до температуры окружающей среды (20oC). В процессе термического упрочнения наблюдается искажение профиля обода, его коробление и другие размерные отклонения. Это требует контроля и повторной механической обработки (ремонта). Таких колес около 10%.
Основные недостатки рассматриваемой технологии: повышенный расход энергоресурсов при нагреве "холодных" колес под термоупрочнение от 20oC; необходимость использования дополнительных складских площадей при складировании колес после изотермической выдержки, после осмотра, после ремонта, после механической обработки; необходимость повторного осмотра, замеров и ремонта после термической обработки по искажению профиля обода; образование флокенов в металле обода при охлаждении колес после изотермической выдержки.
Задачей заявляемого способа является обеспечение более эффективного удаления водорода из металла колес и повышение технико-экономических показателей их производства.
Эта задача решается за счет того, что в способе тепловой обработки колес в процессе их производства, включающем нагрев исходных заготовок под деформацию, прокатку колес в горячем состоянии, изотермическую выдержку, термоупрочнение, отпуск, переохлаждение колес, выдержку на воздухе и охлаждение до температуры окружающей среды, исходные заготовки и колеса, от нагрева под деформацию до отпуска термоупрочненных колес, подвергают непрерывной тепловой обработке с двойным переохлаждением и выдержкой на воздухе, при этом после прокатки и первого переохлаждения и выдержки на воздухе колеса подогревают до температуры аустенитизации, а после термоупрочнения и второго переохлаждения и выдержки на воздухе осуществляют совмещенные операции отпуска и изотермической выдержки, причем в процессе переохлаждения подогрев колес после прокатки до температуры аустенитизации осуществляют от температуры 350-450oC, совмещенные технологические операции отпуска и изотермической выдержки осуществляют в течение 3,0-3,5 часа, а выдержку колес на воздухе после переохлаждения производят в течение 0,5-0,8 часа.
Изобретение поясняется чертежом, где представлены графики прерывной (1) и непрерывной (2) тепловой обработки колес.
Отличительными признаками в заявляемом способе являются:
Непрерывная тепловая обработка колес, без промежуточного охлаждения, от нагрева исходных заготовок до отпуска колес.
Двойное переохлаждение металла колес до 350oC с выдержкой на воздухе при этой температуре.
Подогрев колес после прокатки, переохлаждения и выдержки до температуры аустенитизации.
Осуществление совмещенных операций отпуска и изотермической выдержки после термоупрочнения.
Ограничение температуры переохлаждения колес величиной 350oC.
Подогрев колес под температуру аустенитизации от 350-450oC.
Осуществление совмещенных операций отпуска и изотермической выдержки в течение 3,0-3,5 часа.
Осуществление выдержки колес на воздухе после переохлаждения в течение 0,5-0,8 часа.
Сущность способа заключается в следующем (таблица 1; чертеж). После прокатки колес и снижения температуры металла от 1280 до 900oC осуществляют первое переохлаждение и выдержку на воздухе при температуре 350oC в течение 0,5-0,8 часа. Затем колеса подогревают до температуры 900oC, вновь охлаждают (термоупрочнение) до температуры 350oC, выдерживают на воздухе в течение 0,5-0,8 часа (второе переохлаждение) и вновь подогревают до температуры 550oC (отпуск+изотермическая выдержка). При высоком содержании в стали водорода (более 2 см3 на 100 г) такое глубокое переохлаждение металла колес (350oC) с высокой температуры и последующий ее подъем, причем двойной такой процесс благоприятно сказывается на выделение до безопасного уровня (менее 2 см3 на 100 г) водорода. Это связано с необходимостью гарантированного превращения железа γ в α, так как сохранение отдельных участков аустенита не дает возможности в процессе изотермической выдержки по старой технологии эвакуировать водород из металла и равномерно распределить его остаточное содержание в объеме обода. Предложенные два переохлаждения металла в процессе непрерывной тепловой обработки решают основное противоречие в интенсивности выделения водорода из раствора при низких температурах и в процессе диффузии при высоких температурах.
Принятый нижний уровень переохлаждения 350oC объясняется тем, что флокены в металле начинают образовываться при температурах несколько ниже 300oC. Чтобы гарантированно исключить трещинообразование в металле, принята несколько более высокая температура переохлаждения.
Проведение совмещенных технологических операций отпуска и изотермической выдержки в течение 3,0-3,5 часов, т.е. принята несколько увеличенная продолжительность, объясняется тем, что температура этих совмещенных операций 550oC (температура, обеспечивающая требуемый уровень свойств металла) ниже оптимальной температуры противофлопенной обработки колесного металла (600oC).
Выдержка на воздухе охлажденных колес в течение 0,5-0,8 часов определена экспериментально и соответствует: 0,5 часа - для стали с максимальным содержанием углерода 0,65%, 0,8 часа - с минимальным содержанием углерода 0,55%.
Новая технология непрерывной тепловой обработки колес обеспечивает: гарантированное удаление водорода из металла до уровня не более 1 см3 на 100 г за счет непрерывной, в течение 9-10 часов, тепловой обработки заготовок и колес с двумя переохлаждениями (вместо 4,5-6,0 часов по старой технологии), экономию энергоресурсов (газа), цеховых площадей за счет выведения из эксплуатации 50 отапливаемых отпускных колодцев и сокращения промежуточных складов, полной ликвидации ремонта колес перед их приемкой, т.к. механическая обработка осуществляется после термической и размерные отклонения отсутствуют.
Пример. При производстве цельнокатаных железнодорожных колес диаметром 957±7 мм исходные заготовки массой 475 кг нагревали в кольцевой печи до температуры 1280oC в течение 5 часов. Их осаживали на прессе 3000 тс, формовали на прессе 7000 тс, прокатывали на стане и калибровали на прессе 3000 тс. При этом температура колес снижалась до 900oC. В течение 20 мин колеса охлаждали на ленточном транспортере до температуры 350oC, собирали в стопы по 6 штук и при этой температуре выдерживали в течение 30 мин. Затем колеса помещали в кольцевые печи и подогревали до температуры 900oC в течение 2 часов, после чего на закалочных столах термоупрочняли обод (охлаждали водой в течение 150 с) с понижением температуры обода до 500oC. На транспортере температуру металла снижали до 350oC, собирали в стопы по 6 штук и выдерживали при этой температуре в течение 30 мин. После этого колеса стопами помещали в отапливаемые колодцы, подогревали до 550oC и выдерживали при этой температуре в течение 3,5 часов (совмещенный процесс отпуска и изотермической выдержки). По завершении этого процесса колеса охлаждали на воздухе до температуры окружающей среды. В этом состоянии колеса осматривали, подвергали ремонту и механически обрабатывали. При контроле качества флокены отсутствовали.
Литература
1. Узлов И.Г. и др. Колесная сталь. Киев, Техника, 1985 г., с. 95-96.
2. Бибик Г.А. и др. Производство железнодорожных колес. М., Металлургия, 1982, с. 157-162.
3. Авт. свид. N 245826. Способ термической обработки ж.д. колес и дисков. Бюл. N 20, 1969 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1997 |
|
RU2133286C1 |
| Способ изготовления цельнокатанных железнодорожных колес | 1992 |
|
SU1836451A3 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1995 |
|
RU2088678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И БАНДАЖЕЙ ИЗ ВАКУУМИРОВАННОЙ СТАЛИ | 1994 |
|
RU2072275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ БАНДАЖЕЙ ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1997 |
|
RU2119961C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ТРАМВАЙНЫХ БАНДАЖЕЙ | 1998 |
|
RU2134306C1 |
| СПОСОБ ПРОИЗВОДСТВА БАНДАЖЕЙ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 2001 |
|
RU2203968C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1997 |
|
RU2119841C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1993 |
|
RU2039626C1 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
Изобретение относится к термической обработке проката и может быть использовано при производстве цельнокатаных железнодорожных колес. Техническим результатом является обеспечение более эффективного удаления водорода из металла колес и повышение технико-экономических показателей их производства. Она решается за счет того, что в способе тепловой обработки колес в процессе их производства, включающем нагрев исходных заготовок под деформацию, прокатку колес в горячем состоянии, изотермическую выдержку, термоупрочнение, отпуск, переохлаждение колес, выдержку на воздухе и охлаждение до температуры окружающей среды, согласно изобретению исходные заготовки и колеса, от нагрева под деформацию до отпуска термоупрочненных колес, подвергают непрерывной тепловой обработке с двойным переохлаждением и выдержкой на воздухе, при этом после прокатки и первого охлаждения и выдержки на воздухе колеса подогревают до температуры аустенитизации, а после термоупрочнения и второго переохлаждения и выдержки на воздухе осуществляют совмещенные операции отпуска и изотермической выдержки, причем в процессе переохлаждения колес температуру металла не опускают ниже 350oС. При этом подогрев колес после прокатки до температуры аустенитизации ведут от температуры 350oС, совмещенные технологические операции отпуска и изотермической выдержки осуществляют в течение 3,0 - 3,5 ч, а выдержку колес на воздухе после переохлаждения производят в течение 0,5 - 0,8 ч. 1 з.п. ф-лы, 1 ил., 1 табл.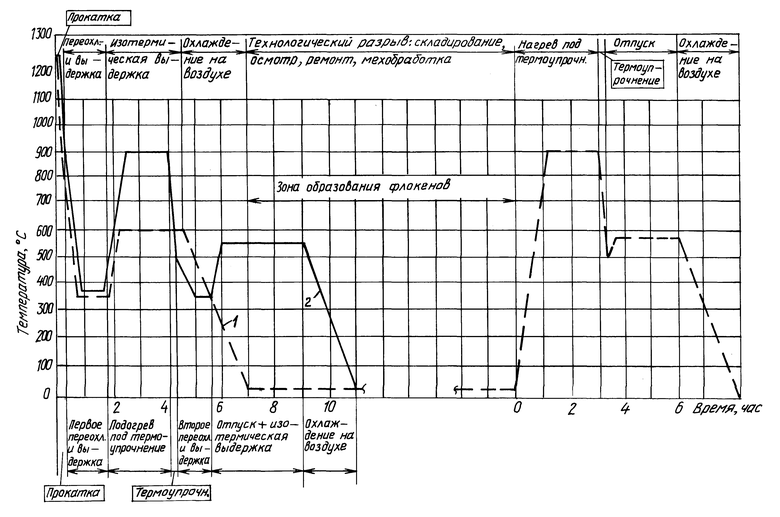
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ | 0 |
|
SU245826A1 |
| Узлов И.Г | |||
| и др | |||
| Колесная сталь | |||
| - Киев: Техника, 1985, с.95 - 96 | |||
| Бибик Г.А | |||
| и др | |||
| Производство железнодорожных колес | |||
| - М.: Металлургия, 1982, с.157 - 162 | |||
| Способ изготовления центров локомотивных колес | 1977 |
|
SU730835A1 |
| Способ термической обработки цельно-КАТАННыХ жЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU831820A1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1985 |
|
SU1425229A1 |
