Изобретение относится к области металлургии, конкретнее к устройствам для непрерывного литья полосы с использованием двухвалковой МНЛЗ.
Известно устройство для непрерывного литья полосы, включающее установленный с зазором один относительно другого и с возможностью одновременного вращения в противоположном направлении охлаждаемые цилиндры и образующие с ними литейное пространство боковые стенки, каждая из которых выполнена из закрывающей литейное пространство плоской части, установленной между ребрами цилиндров, в котором дополнительно содержится металлоприемник, выполненный в виде коробки из контактирующих с неподвижными боковыми стенками поперечных и контактирующих с цилиндрами продольных огнеупорных плит (DE 4240931 B 22 D 11/06, 04.12.1992).
Недостатком известного устройства является его сложность из-за наличия дополнительного узла-металлоприемника и низкие надежность процесса литья и качество полосы из-за раскрытия стыков между продольными огнеупорными плитами металлоприемника и поверхностью цилиндров и последующего "подвисания" формирующихся корочек заготовки. Кроме того, в известном устройстве не предусмотрена компенсация уширения заготовки при ее прокатке в цилиндрах, что определяет повышенный износ цилиндров и низкое качество полосы из-за образования заливин на ее кромках.
Наиболее близким по технической сущности и достигаемому результату является устройство для непрерывного литья полосы, включающее установленные с зазором один относительно другого и с возможностью одновременного вращения в противоположном направлении охлаждаемые цилиндры и образующие с ними литейное пространство боковые стенки, каждая из которых выполнена из закрывающей литейное пространство плоской части, установленной между ребрами цилиндров, и выступающей части, введеной в литейное пространство и прилегающей к краям цилиндров по их периметру до минимального зазора между цилиндрами, с уклоном ее поверхности к вертикальной плоскости, перпендикулярной к поверхностям цилиндров, в котором боковая стенка выполнена неподвижной и состоит из плоской части и формирующих выступающую часть стенки двух вставок из теплопроводного материала и расположенного между ними покрытия из термоизолирующего материала, причем обращенная к литейному пространству поверхность боковой стенки, образованная сторонами вставок и покрытия, выполнена с уклоном книзу под углом 1-3o, а для вставок - дополнительно с уменьшающимся от 135 до 90o уклоном к образующей прилегающего цилиндра (патент СССР 1782189, кл. B 22 D 11/06, 13.09.89).
Недостатком прототипа является его сложность, определяемая большим количеством составляющих его элементов плоской несущей пластины, вставок из теплопроводного материала и покрытия, материалов, требующихся для них, профиль этих элементов и его узкие технологические возможности, определяемые тем, что увеличение объема литейной полости при одинаковом по высоте и небольшом (1-3o) угле уклона поверхности боковой стенки к вертикальной плоскости и уменьшающимся под углом от 135 до 90o уклоне вставок к образующей цилиндра обеспечивает компенсацию получающего развитие уширения полосы вблизи створа цилиндров только для очень узких сортаментного ряда толщины полосы и значений скоростей литья. Кроме того, прототип характеризуется низкой стойкостью из-за износа валков в зоне деформации полосы и связанного с этим же низкого качества кромок полосы.
Технический результат изобретения заключается в упрощении устройства, расширении его технологических возможностей и повышении стойкости устройства и качества полосы.
Результат достигают тем, что в известном устройстве для непрерывного литья полосы, включающем установленные с зазором один относительно другого и с возможностью одновременного вращения в противоположном направлении охлаждаемые цилиндры и образующие с ними литейное пространство боковые стенки, каждая из которых выполнена из закрывающей литейное пространство плоской части, установленной между ребрами цилиндров, и выступающей части, которая введена в литейное пространство и прилегает к краям цилиндров по их периметру до минимального зазора между цилиндрами, с уклоном ее поверхности к вертикальной плоскости, перпендикулярной к поверхностям цилиндров, согласно изобретению каждая боковая стенка выполнена цельной с возможностью ее перемещения в направлении, параллельном осям цилиндров, при этом обращенная к литейному пространству поверхность ее выступающей части имеет два участка по высоте, верхний из которых наклонен к указанной вертикальной плоскости под углом 0-3o, а нижний - под углом 5-10o, и отношение длины верхнего и нижнего участков равно 2-15. Толщина выступающей части боковой стенки составляет 0,001-0,020 диаметра цилиндра, а ее верхний участок может быть выполнен с термоизолирующим покрытием.
Заявленная совокупность признаков изобретения, а именно: цельная боковая стенка, возможность ее перемещения параллельно осям цилиндров, два отдельных участка выступающей части боковой стенки с различным уклоном к вертикали, величины этих уклонов и места пересечения поверхностей участков обеспечивают простую, без составных частей и по конфигурации конструкцию боковой стенки, расширяют технологические возможности устройства за счет увеличения сортаментного ряда толщины полосы и диапазона рабочих скоростей литья и повышают срок службы цилиндров и боковых стенок и качество кромок полосы за счет обеспечения соответствия излома поверхности выступающей части боковой стенки положению вершины лунки жидкой фазы заготовки и величины уклона нижнего участка стенки - уширению заготовки при ее прокатке в цилиндрах.
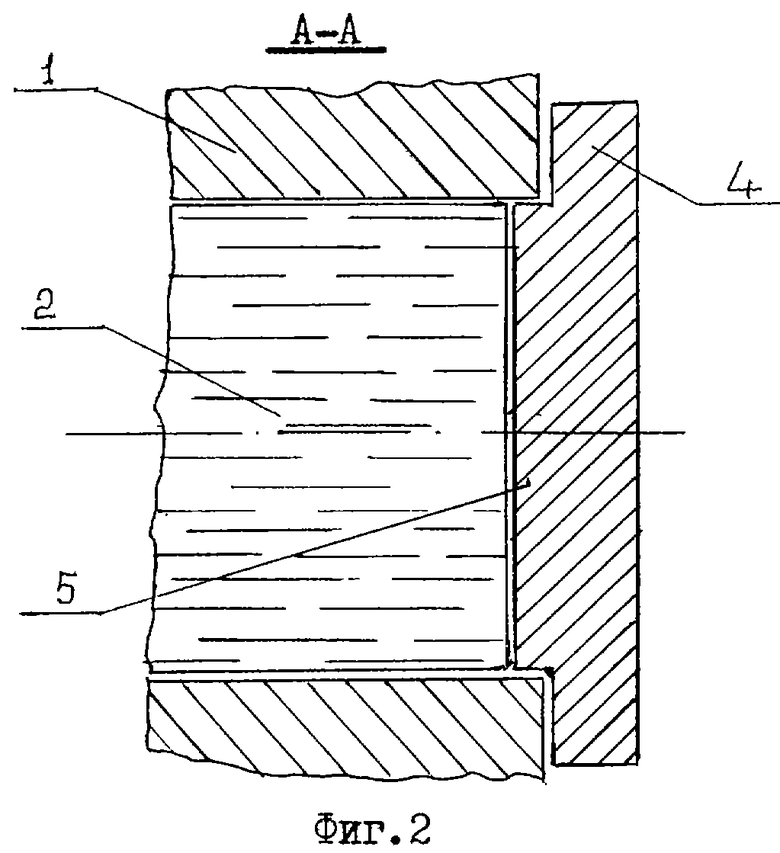
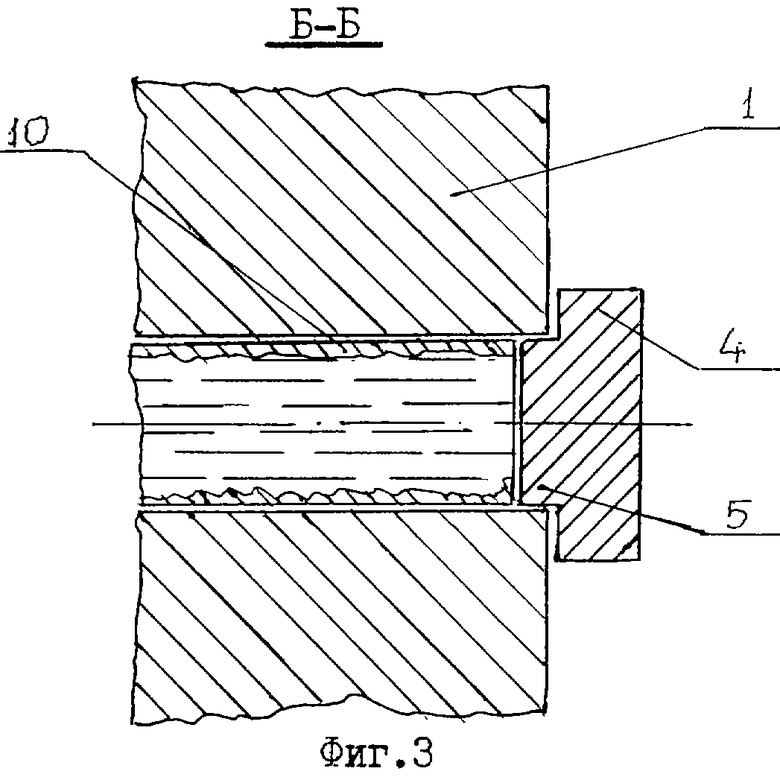
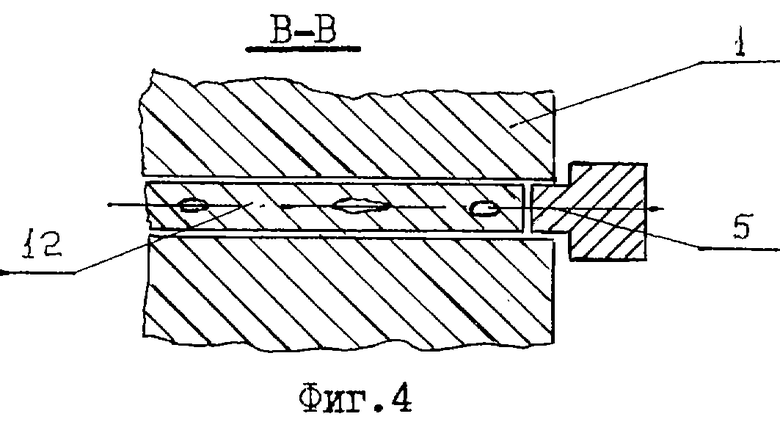
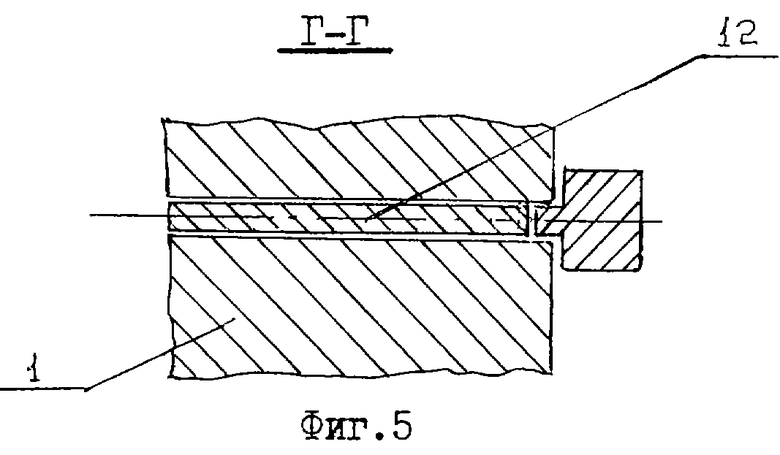
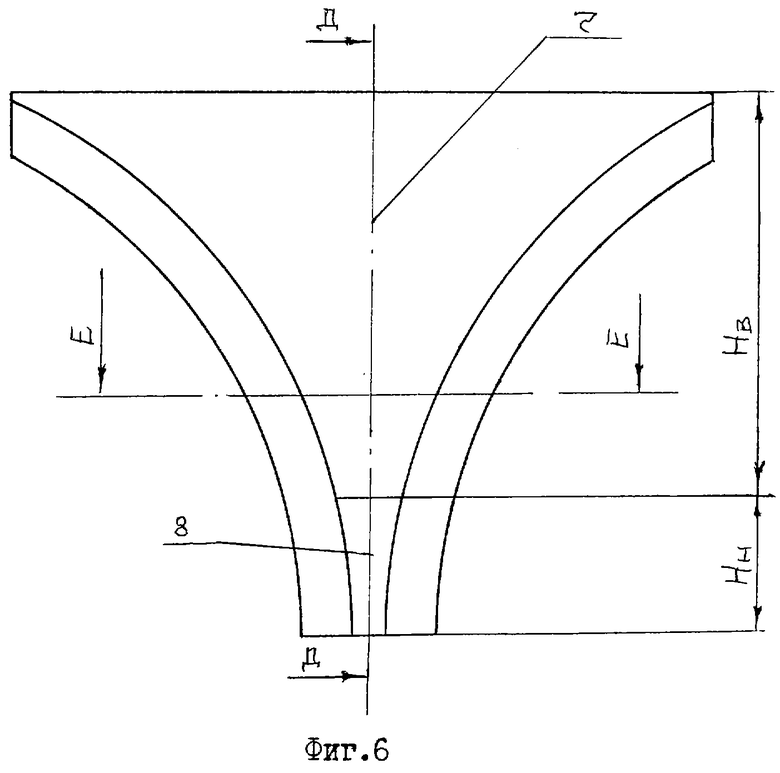
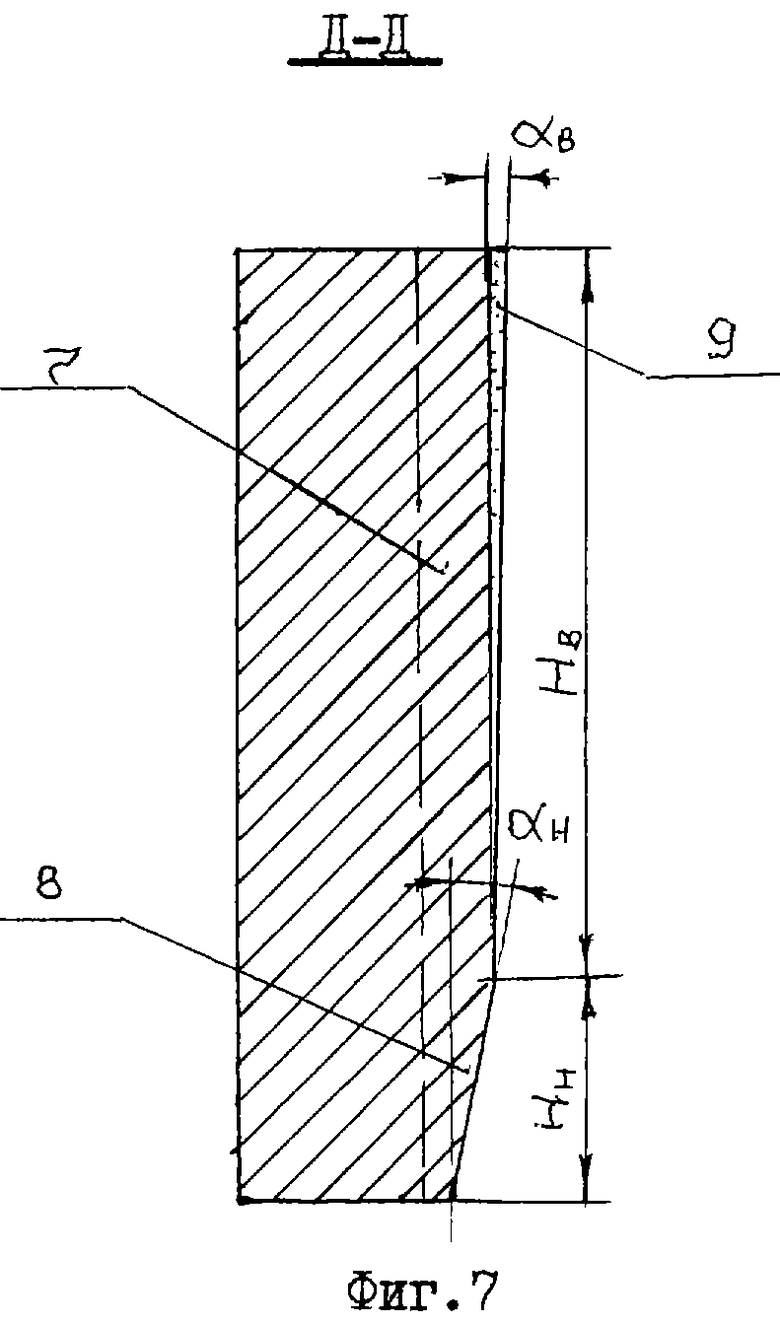
Сущность изобретения поясняется чертежами, где на фиг. 1 схематично изображена часть устройства для литья полосы между цилиндрами, продольный разрез; на фиг. 2-5 - схемы, показывающие формирование заготовки на различных уровнях по высоте; на фиг. 6 - боковая стенка и на фиг. 7 и 8 - ее продольный и поперечный разрезы.
Устройство для непрерывного литья полосы (фиг. 1-8) содержит вращающиеся водоохлаждаемые цилиндры 1 и образующие с ними литейное пространство 2 боковые стенки 3, каждая из которых выполнена из плоской части 4, примыкающей к ребрам цилиндров 1, и выступающей части 5, которая частично введена в литейное пространство 2 устройства и прилегает к краям цилиндров 1 по их периметру до минимального зазора между цилиндрами по их осям 6. Поверхность выступающей части 5 имеет два участка по высоте - 7 и 8, верхний из которых - 7 наклонен к вертикальной плоскости под углом αв=0-3o, a нижний αн=5-10o, и отношение высоты Нв верхнего участка 7 к высоте Нн нижнего участка 8 равно 2-15. Выступающая часть 5 боковой стенки выполнена с возможностью перемещения в параллельном осям 6 цилиндров 1 направлении, а ее верхний участок 7 может быть покрыт термоизолирующим покрытием 9 (фиг. 7- 8). Толщина h выступающей части 5 устройства равна 0,001-0,020 диаметра цилиндра 1.
Устройство работает следующим образом (фиг. 1-5).
В литейное пространство 2, образованное поверхностями цилиндров 1 и боковыми стенками 3 через огнеупорный стакан (не показано), подают металл. Формирующиеся на поверхностях цилиндров 1 корочки 10 заготовки 11 (фиг. 3) вытягиваются из литейного пространства 2 цилиндрами 1, при этом толщина корочки увеличивается и перед осями 6 цилиндров 1 фронт затвердевания смыкается (фиг. 4). С этого момента начинается обжатие полученной заготовки, сопровождающееся ее уширением. Начало уширения соответствует пересечению плоскостей верхнего 7 и нижнего 8 участков выступающей части 5 боковой стенки 3, а его величина - наклону нижнего участка 8 под углом αн к вертикали, что предотвращает деформацию расширяющейся заготовкой поверхности цилиндров 1 у их ребер и износ выступающей части 5 боковой стенки 3, обеспечивая высокую межремонтную кампанию цилиндров и многократное использование боковых стенок. Возможное покрытие 9 верхнего участка 8 боковой стенки 3 термоизолирующим слоем обеспечивает повышение стойкости цилиндров 1 за счет ослабления нарастания на стенке 3 корки металла. После обжатия из цилиндров 1 выходит готовая полоса 12 (фиг. 5).
В случае значительных отклонений в режимах литья полосы, например при изменении скорости вращения цилиндров, изменение положения вершины лунки жидкого металла, т. е. начало уширения и сама величина этого уширения при прокатке заготовки, будет дополнительно компенсироваться перемещением боковых стенок 3 параллельно осям 6 цилиндров 1. Для управления этим перемещением боковые стенки могут быть подпружинены с тарированным усилием. Такие отклонения характерны для начала и окончания разливки и при смене отработанных разливочных емкостей.
Изобретение может быть использовано для производства полосы широкого размерного сортамента - толщиной 1,5-10,0 мм и шириной до 2000 мм при обеспечении высокого, без обрези кромок качества полосы из углеродистой и легированной стали. Устройство обеспечивает межремонтный срок использования цилиндров в 100 - 250 плавок и средний срок службы боковых стенок 10-15 плавок.

Изобретение относится к области металлургии, в частности к литью полосы на машинах непрерывного литья с двумя валками-цилиндрами. Цилиндры установлены с зазором один относительно другого. Литейное пространство образовано цилиндрами и боковыми стенками. Боковая стенка выполнена цельной с возможностью ее перемещения в направлении, параллельном осям цилиндров. Обращенная к литейному пространству поверхность ее выступающей части имеет два участка по высоте. Верхний участок наклонен к вертикальной плоскости, перпендикулярной поверхностям цилиндров, под углом 0-3o, а нижний - под углом 5-10o. Отношение длины верхнего участка к нижнему составляет 2-15. Толщина выступающей части боковой стенки составляет 0,001-0,02 диаметра цилиндра. Изобретение обеспечивает высокое качество полосы, при этом не требуется обрезка ее кромок. Упрощается конструкция, расширяются технологические возможности. 2 з.п. ф-лы, 8 ил.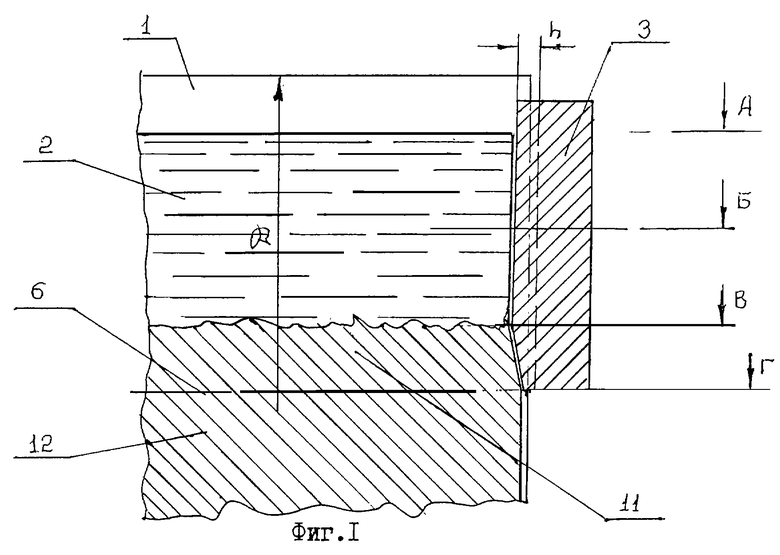
| Устройство для непрерывного литья ленты между подвижными стенками | 1989 |
|
SU1782189A3 |
| ВАКУУМНАЯ СИСТЕМА | 0 |
|
SU212423A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| DE 4240931 А1, 22.07.1993 | |||
| US 4754802, 05.07.1988. | |||

