Изобретение относится к электролитическому осаждению металлов, в частности для восстановления катодов, вышедших из строя, и может быть использовано в металлургической и химической промышленности.
Известен способ изготовления катодов для повышения сроков их службы, содержащий нанесение экранирующего пояска из полимера на границе фаз "электролит - воздух", причем на катодной пластине выполняют отверстие и, с помощью заклепок соединяют поясок с двух сторон катодной основы (см. а.с. СССР 1330214, МПК7 С 25 С 7/02, 1/10, опубл. 15.08.87 г.).
Недостатком такого способа является то, что поясок механически соединен с помощью заклепок с катодной основой, и такое креплениe и соединение с материалом катода является недостаточно прочным, так как под поясок будет попадать электролит и разрушать катодную пластину, что сокращает срок ее службы.
Наиболее близким к заявляемому способу является способ регенерации электродов, имеющих катодную пластину (см. патент РФ 2169796, С 25 В 11/02, опубл. 27.06.2001 г.).
Недостатками данного способа являются сложность процесса восстановления отработанного катода и высокая трудоемкость, а использование точечной сварки не предохраняет катодную пластину от попадания электролита между отработанным катодом и покрывающим его тонким листом металла, в виду механической связи между пластинами, что снижает коррозионную стойкость и приводит к снижению срока службы восстановленного катода и его удорожанию.
Задачей предлагаемого технического решения является увеличение срока службы отработанных катодов, снижение трудоемкости и стоимости процесса их восстановления.
Технический результат заключается в восстановлении разрушенных участков на границе фаз "электролит - воздух" и дальнейшей защите восстановленных катодных пластин от коррозии, за счет образования химической связи между пластиной и пояском.
Этот технический результат достигается тем, что в известном способе восстановления отработанных катодов, имеющих катодную пластину, согласно изобретению на разрушенных участках катодной пластины на границе раздела фаз "электролит - воздух" наплавляют до уровня неразрушенных поверхностей тем же металлом, из которого она изготовлена, на этих участках выполняют сквозные отверстия, устанавливают пластину в имеющую внутреннюю полость пресс-форму так, чтобы наплавленные участки совпали с ее внутренней полостью, подают расплавленную массу полимерного материала в пресс-форму под давлением 7-12 МПа, пресс-форму запирают, выдерживают под давлением 5-10 мин и охлаждают со скоростью 5-7oС в минуту до температуры окружающей среды, не снижая давления для образования пояска.
Данный способ позволит продлить срок службы катодов и снизить расходы на изготовление новых катодов.
При подаче расплавленного полимера в пресс-форму под давлением не ниже 7 МПа происходит неполное ее заполнение, а выше 12 МПа - нет технической необходимости. При выдержке менее 5 мин происходит не качественное заполнение пресс-формы полимером, а при более 10 мин - происходит перегрузка пресс-формы, что снижает ее срок службы. При охлаждении со скоростью менее 5oС в минуту пресс-форма испытывает перегрузки, а при скорости более 7oС в минуту происходит неравномерная полимеризация массы, что ухудшает качество пояска.
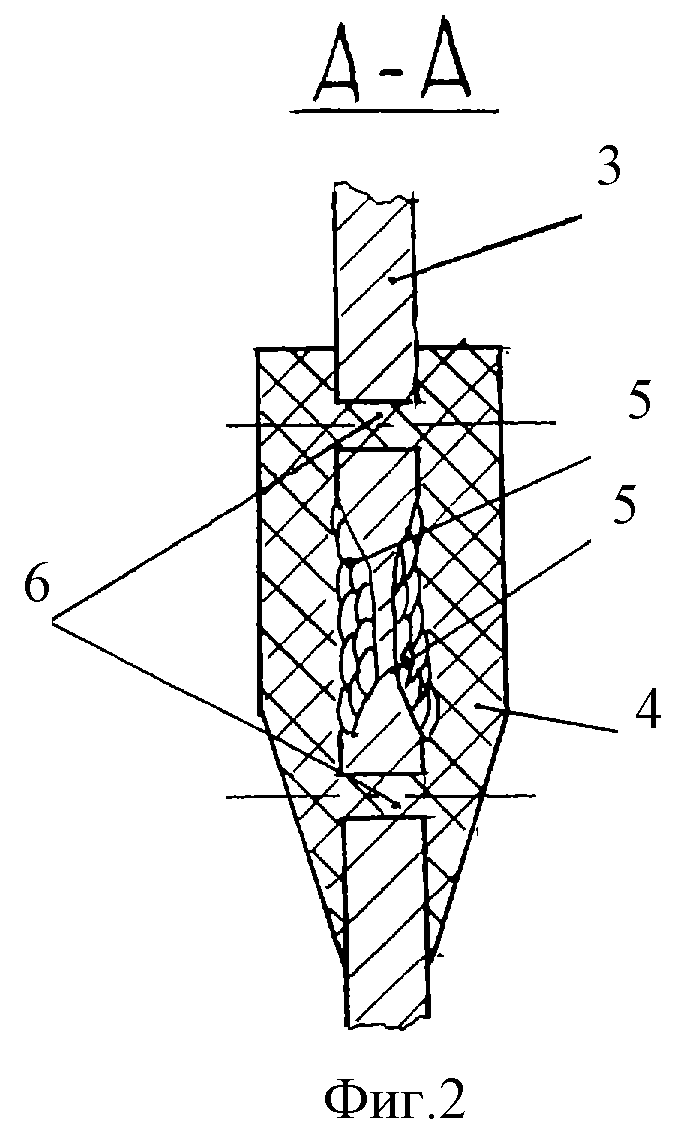
Сущность способа поясняется чертежом, где на фиг.1 изображен общий вид катода с пояском, а на фиг.2 - разрез по А-А.
Катод состоит из токоподводящих контактов 1, подвески 2, катодной пластины 3, пояска 4, наплавленных участков 5, отверстий 6.
Способ восстановления отработанных катодов осуществляют следующим образом.
Разрушенные в результате коррозии участки на границе фаз "электролит - воздух" восстанавливают путем установки в специальные приспособления катодов, чтобы сохранить плоскостность, тщательно очищают от оксидов и солей и наплавляют до уровня неразрушенных поверхностей (лицевой и тыльной) катодной пластины 3 тем же металлом, из которого она изготовлена. Восстановив катодную пластину 3 до первоначального состояния, на наплавленных участках высверливают отверстия 6 и помещают катод в пресс-форму таким образом, чтобы наплавленные участки совпали с внутренней ее областью. В предварительно разогретую до 200oС пресс-форму нагнетают расплавленную до вязкотекучего состояния массу полимера под давлением 10 МПа для образования пояска и пресс-форму запирают, выдерживают 7 мин и, не снижая давления, охлаждают пресс-форму со скоростью 6oС в минуту до температуры окружающей среды. Затем пресс-форму разбирают, и извлеченный из нее катод пригоден для дальнейшей эксплуатации. Восстановленный катод можно использовать значительно дольше, так как нанесенный электроизоляционный поясок, охватывающий катод на границе фаз "электролит - воздух", имеет химическую связь с основой катода, поэтому под поясок не попадает электролит и катод не разрушается.
Использование предложенного способа восстановления отработанных катодов позволит по сравнению с прототипом повысить срок службы катодов за счет их реставрации и повышения прочности, а также сократить расходы на изготовление новых катодов.
Изобретение относится к электролитическому осаждению металлов, в частности к восстановлению катодов, вышедших из строя, и может быть использовано в металлургической и химической промышленности. Технический результат заключается в восстановлении разрушенных участков на границе фаз "электролит - воздух" и дальнейшей защите восстановленных катодных пластин. Технический результат достигается тем, что в способе восстановления отработанных катодов, имеющих катодную пластину, разрушенные участки катодной пластины на границе фаз "электролит - воздух" наплавляют до уровня неразрушенных поверхностей катода тем же металлом, из которого она изготовлена, на этих участках выполняют сквозные отверстия, устанавливают пластину в имеющую полость пресс-форму так, что наплавленные участки совпадают с ее внутренней полостью, подают расплавленную массу полимерного материала в пресс-форму под давлением 7-12 МПа, пресс-форму запирают, выдерживают под давлением 5-10 мин и, не снижая его, охлаждают со скоростью 5-7oС в минуту до температуры окружающей среды для образования пояска. 2 ил.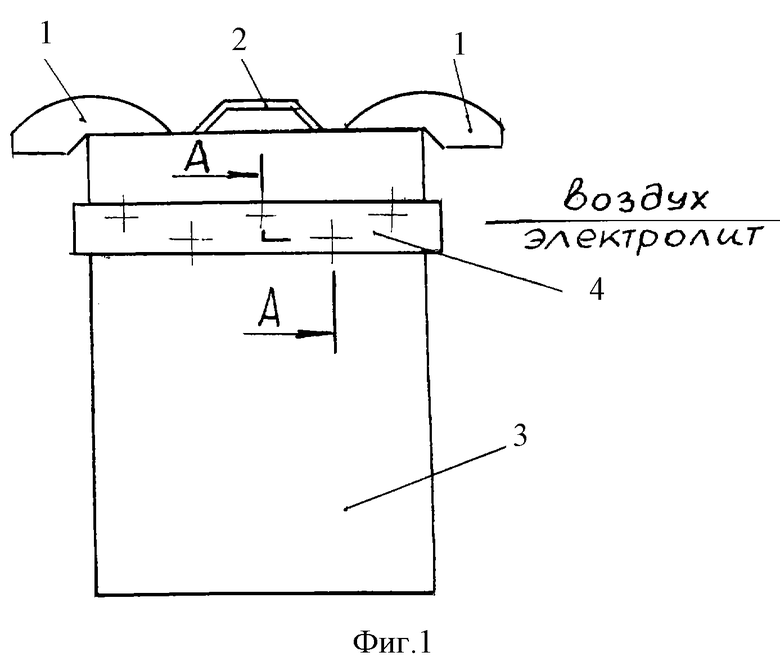
Способ восстановления отработанных катодов, имеющих катодную пластину, отличающийся тем, что катодную пластину на разрушенных на границе фаз электролит - воздух участках наплавляют до уровня не разрушенных поверхностей тем же металлом, из которого она изготовлена, на этих участках выполняют сквозные отверстия, устанавливают пластину в имеющую внутреннюю полость пресс-форму так, что наплавленные участки совпадают с ее внутренней полостью, подают расплавленную массу полимерного материала в пресс-форму под давлением 7-12 МПа, пресс-форму запирают, выдерживают под давлением 5-10 мин и, не снижая его, охлаждают со скоростью 5-7oС/мин до температуры окружающей среды для образования пояска.
| ЭЛЕКТРОД И СПОСОБ ЕГО РЕГЕНЕРАЦИИ (ВАРИАНТЫ) | 1996 |
|
RU2169796C2 |
| Способ восстановления титанового анода | 1978 |
|
SU747682A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 3563878, 16.02.1971 | |||
| Устройство для регистрации работы станков и машин | 1934 |
|
SU44035A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |

