Изобретение относится к атомной энергетике, в частности к технологии получения так называемых жертвенных материалов, предназначенных для обеспечения локализации расплава активной зоны корпусных водоохлаждаемых ядерных реакторов при запроектной аварии. В случае запроектной аварии такой материал, взаимодействуя с высокотемпературным расплавом активной зоны ядерного реактора (кориумом), призван изменить характеристики и свойства расплава, уменьшить образование летучих компонентов, обеспечить удержание и локализацию расплава, а также его захолаживание и стабилизацию. При этом сам жертвенный материал в результате сложных физико-химических процессов постепенно растворяется и прекращает свое существование в первоначальном виде.
Актуальность разработки жертвенных материалов и способов их получения стала очевидной после крупных аварий на американской АЭС TMI и на четвертом блоке Чернобыльской АЭС, а также после ряда других инцидентов на ядерных энергетических и специальных установках.
Как показали исследования, выполненные разными авторами (см., например [1, 2] ), эффективная локализация расплава активной зоны ядерного реактора может быть достигнута при комбинации двух типов жертвенных материалов: стали либо железа и оксидного материала. При этом сталь либо железо оказывают воздействие на металлическую составляющую расплава, а оксидный материал - на оксидную часть расплава. К наиболее перспективным оксидным жертвенным материалам, размещаемым в ловушке расплава активной зоны ядерного реактора, можно отнести керамический материал [3], содержащий Fе2O3, Аl2O3 и SiO2. Главные достоинства этого материала по сравнению с другими известными оксидными жертвенными материалами [2] состоят в уменьшении температуры начала взаимодействия с расплавом, в обеспечении высокой скорости и синхронности взаимодействия с расплавом (причем, образующийся в результате взаимодействия расплав является гомогенным, т.е. не расслаивается на две жидкости), в уменьшении образования газообразных и летучих продуктов и аэрозолей, в снижении выхода взрывоопасного водорода, в уменьшении времени захолаживания расплава.
Для реализации отмеченных достоинств керамический материал [3], как показано в работе [1], должен обладать низкой теплопроводностью, достаточно высокой плотностью, высокой термостойкостью, высокой механической прочностью. Выполнение этих, зачастую противоречивых, требований зависит главным образом от технологии получения материала.
Единственный известный способ получения керамического материала, содержащего оксиды железа, алюминия и диоксид кремния, изложен в описании изобретения [3] . Этот способ, принятый авторами настоящего изобретения в качестве прототипа, включает: приготовление шихты с заданным соотношением исходных компонентов посредством их помола и смешения, приготовление из шихты пресс-порошка, обжиг спрессованных брикетов в воздушной атмосфере при температуре 1300-1380oC с выдержкой в течение 2-14 ч, дробление обожженных брикетов, помол, рассев порошка на фракции, смешение порошковых фракций с временным связующим (например, ПВС), прессование брикетов и окончательный обжиг в воздушной среде при температуре 1350-1380oC с выдержкой 6-10 ч.
Недостатком данного способа является нестабильность воспроизводимости свойств материала, прежде всего таких, как теплопроводность и плотность. Высокая плотность (низкая пористость) материала определяет его высокую механическую прочность. Вместе с тем, увеличение пористости и связанное с этим понижение плотности приводит к повышению ударной вязкости и термостойкости материала, необходимых в условиях динамической механической нагрузки и термоудара до начала активного химического взаимодействия керамического жертвенного материала с расплавом активной зоны ядерного реактора. Повышение пористости материала и вызванное этим понижение теплопроводности оказывает существенное влияние на скорость и синхронность химического взаимодействия оксидного жертвенного материала с расплавом активной зоны ядерного реактора. При этом низкая теплопроводность служит препятствием для "намерзания" на жертвенный материал жидкого кориума (расплава активной зоны ядерного реактора) с образованием твердой тугоплавкой корки, которая будет тормозить взаимодействие жертвенного материала с расплавом активной зоны, что недопустимо исходя из концепции применения жертвенных материалов в ловушке [1]. Таким образом, жертвенный материал должен иметь достаточно узкий диапазон варьирования пористости, обеспечивающий оптимальное сочетание всех перечисленных выше свойств. Оптимальным для данного материала является диапазон пористости 20-25% [1]. Материалы, имеющие пористость за пределами указанного диапазона, не удовлетворяют требованиям, предъявляемым к жертвенному материалу рассматриваемого химического состава, так как не могут обеспечить заданный уровень плотности, теплопроводности, прочности и термостойкости.
Задачей настоящего изобретения является повышение воспроизводимости физико-механических свойств жертвенных керамических материалов ловушки расплава активной зоны ядерного реактора, содержащих оксиды железа, алюминия и диоксид кремния.
Эта задача решается тем, что при получении керамических жертвенных материалов, содержащих Fe2O3, Аl2O3 и SiO2, по способу, включающему приготовление шихты с заданным содержанием исходных компонентов посредством их помола и смешения, приготовление из шихты пресс-порошка, прессование брикетов, обжиг брикетов в воздушной атмосфере при температуре 1300-1380oC с выдержкой 2-14 ч, дробление брикетов, помол и рассев порошка на фракции, смешение порошковых фракций с временным связующим, прессование изделий и их обжиг в воздушной атмосфере, SiO2 и часть Аl2О3 вводят в состав шихты в виде каолина, содержание которого в 2,1-2,3 раза превышает заданное содержание SiО2 в материале, при этом интенсивность и продолжительность помола шихты контролируют и корректируют так, чтобы не менее 99% частиц порошка шихты имела размер не более 0,063 мм, помол обожженной шихты, выполненной по меньшей мере в два этапа с выделением крупнодисперсной фракции с размером частиц от 0,5 до 2 мм, составляющей 55-65% порошка, и мелкодисперсной фракции с размером частиц не более 0,063 мм, составляющей 35-45% порошка, а окончательный обжиг проводят при температуре 1200-1300oC с выдержкой в течение 4-14 ч.
Каолин может быть введен в материал в виде шликера на стадии приготовления шихты либо на стадии смешения порошковых фракций обожженной шихты.
Шликер на основе каолина может содержать поверхностно-активное вещество (ПАВ).
Шликер на основе каолина может содержать Gd2O3 при соотношении содержания Gd2O3 и SiO2 в пределах 0,025-0,4.
Шликер на основе каолина может содержать SrO и/или СеO2 при соотношении содержания SiO2 и SrO и/или СеО2 в пределах 0,06-1,3.
Технический результат изобретения состоит:
- в повышении воспроизводимости физико-механических свойств жертвенных керамических материалов, содержащих оксиды железа, алюминия и диоксид кремния: плотности, пористости, теплопроводности, прочности;
- в снижении процента брака и исключении необходимости переработки бракованных изделий;
- в снижении температуры окончательного обжига до 1200-1300oC, что позволяет уменьшить энергозатраты и себестоимость производства материалов.
Достижение указанного технического результата можно пояснить следующим образом.
Каолин (гидросиликат алюминия), представляющий собой почти чистый природный минерал каолинит, содержит обычно в зависимости от марки, мас.%: 40,0-41,5 Аl2O3, 47,0-49,0 SiO2, 10,2-11,0 Н2О, а также примесные количества оксида железа.
Из литературы известно использование каолина в качестве добавки (в количестве 1-1,2 мас.%) при синтезе магнитной керамики (ферритов) для снижения температуры спекания и улучшения магнитных характеристик [4] и добавки при изготовлении огнеупоров для повышения их прочности и уменьшения усадки [5].
В отличие от этого, в соответствии с предлагаемым техническим решением каолин вводят не в качестве добавки, улучшающей спекание, повышающей прочность материала и т.п., а в качестве компонента, являющегося поставщиком SiO2 и частично Аl2О3 для получаемого материала. Авторы настоящего изобретения обнаружили экспериментально, что если SiO2 вводится в шихту в виде каолина и если режим помола шихты контролируется и корректируется так, чтобы не менее 99% частиц порошка шихты имели размер менее 0,063 мм, а помол обожженной шихты осуществляется по меньшей мере в два этапа с выделением крупнодисперсной фракции с размером частиц от 0,5 до 2 мм, составляющей 55-65% порошка, и мелкодисперсной фракции с размером частиц не более 0,063 мм, то в результате окончательного обжига при температуре 1200-1300oC с выдержкой 4-14 ч, достигается по сравнению с прототипом более равномерное распределение SiO2 среди других компонентов материала, а также более равновесный фазовый состав с мелкокристаллической структурой фаз и более равномерное распределение фаз в объеме материала. В качестве конечных фаз выступают твердые растворы на основе оксидов железа и алюминия и твердый раствор на основе муллита (3Аl2O3•2SiO2). Равновесность фазового состава гарантирует его неизменность при повторном обжиге на стадии получения изделий, предотвращает возможную деградацию микроструктуры и сужает диапазон разброса физико-механических свойств материала. Эти эффекты являются, по-видимому, результатом того, что вместо относительно небольшого количества оксида кремния (обычно в виде кварцевого песка), которое трудно равномерно распределить в шихте, как любую добавку, а, особенно, в связи с небольшой плотностью SiO2 по сравнению с плотностью остальных компонентов, что вызывает гравитационное расслоение смеси при механическом перемешивании, вводится примерно вдвое большее количество каолина, который проще равномерно смешать с остальными компонентами. Следует отметить, что более равномерное распределение SiO2 в шихте при введении его в составе каолина связано не только с большим содержанием каолина в шихте по сравнению с SiO2, но и с более высокой плотностью каолина, приближающейся к плотности других компонентов, что уменьшает эффект гравитационного расслоения при совместном помоле. Кроме этого, оксиды алюминия и кремния равномерно распределены в каолине на молекулярном уровне, что обеспечивает равномерность их распределения в шихте после разложения каолина при обжиге. Другим фактором, обеспечивающим более равномерное распределение SiO2 в шихте при введении его в виде каолина, является процесс самоизмельчения частиц каолина при разложении его в процессе обжига на тонкодисперсные частицы SiO2 и Аl2O3, обладающие высокой реакционной способностью. Высокая реакционная способность образовавшихся при разложении каолина SiO2 и Al2O3 способствует как быстрому и низкотемпературному (в области температур от 900 до 1100oС) образованию конечных фаз материала (твердых растворов на основе муллита, оксидов алюминия и железа), так и активации спекания материала, что позволяет снизить температуру окончательного обжига до 1200-1300oС.
В принципе, понизить температуру образования конечных фаз керамики (в частности, муллита) и увеличить скорость химических реакций можно путем введения в материал SiO2 в виде ультрадисперсного оксида кремния, например, такого как аэросил (марки А200 или А300), имеющего размер частиц 5-10 нм. Однако использование данного реактива с одной стороны существенно повышает себестоимость материала, а с другой - значительно затрудняет образование однородной массы при смешении в связи с низкой плотностью данного реактива, приводящей к гравитационному расслоению смеси и высокой склонностью аэросила к агломерации.
Неравномерное распределение SiO2, имеющее место при использовании способа-прототипа, приводит к тому, что часть SiO2 оказывается непрореагировавшей. Следствием этого являются неконтролируемые изменения пористости и прочности материала, обусловленные структурными переходами в SiO2 (при охлаждении материала кристобалит переходит в α-кварц и β-кварц) и процессом муллитообразования при повторном обжиге, сопровождающемся объемными изменениями, приводящими к деградации микроструктуры материала. Кроме этого, неоднородность распределения компонентов в материале приводит к неравномерности усадки при обжиге изделий и, следовательно, к браку, обусловленному несоблюдением требуемых размеров изделий.
Важную роль в достижении технического результата изобретения играет размер частиц при помоле как необожженной, так и обожженной шихты, и процентное содержание в получаемых порошках фракций определенного размера. В связи с этим существенный эффект вносит замена оксида кремния в шихте на соответствующее количество каолина, так как при помоле шихты, содержащей оксид кремния до размеров частиц менее 0,063 мм, что необходимо для обеспечения требуемой однородности исходной композиции, мелкодисперсные частицы SiO2 из-за меньшей плотности SiO2 по сравнению с плотностью Fе2O3 и Аl2О3 будут выноситься из шихты в виде пылевой фракции. Следствием этого будет неконтролируемое изменение химического состава шихты и загрязнение окружающей среды токсичным продуктом - тонкодисперсным оксидом кремния, вызывающим силикоз.
Если в порошке помолотой шихты перед первым обжигом (получение брикетов) частицы с размером менее 0,063 мм составляют менее 99%, не обеспечивается однородность распределения компонентов в материале и равновесность фазового состава после обжига и, как результат, невысокая воспроизводимость физико-механических свойств материала.
Соотношение крупномолотой и тонкомолотой фракций обожженной шихты (55-65% к 45-35%, соответственно) оказывает влияние на усадку и плотность изделий в результате обжига. При увеличении количества тонкомолотой фракции сверх 45% повышается усадка изделий при обжиге, что не позволяет выдержать в строго заданных диапазонах размеры изделий. Это приводит к увеличению процента брака при обжиге изделий. Если свыше заданного диапазона оказывается количество крупнодисперсной фракции, то не удается добиться заданной плотности изделий, так как пористость изделий выходит за пределы оптимальных значений (20-25%). Это объясняется тем, что мелкодисперсной фракции оказывается в данном случае недостаточно для заполнения необходимой доли порового пространства, образующегося между крупнозернистыми частицами, формирующими каркас материала при его прессовании вследствие образования плотной упаковки частиц.
Что касается пределов содержания в шихте каолина, то оно зависит от марки каолина.
При температуре окончательного обжига менее 1200oС не достигается требуемая плотность изделий. Увеличение температуры обжига выше 1300oС не целесообразно по экономическим причинам.
Длительность окончательного обжига влияет на плотность и прочность материала. Если она меньше 4 ч, то не достигаются требуемые уровни плотности и прочности материала. Увеличение длительности обжига свыше 14 ч не целесообразно из экономических соображений.
Как показали эксперименты, заявляемый способ позволяет получить эффект повышения воспроизводимости физико-механических свойств ряда керамических жертвенных материалов, содержащих оксиды железа, алюминия и диоксид кремния, в частности: Fе2О3 и/или Fе3O4 - Аl2О3 - SiO2; Fе2О3 и/или Fе3O4 - Аl2О3 - SiO2 - Gd2O3; Fe2O3 и/или Fе3O4 - Аl2О3 - SiO2 - SrO; Fе2О3 и/или Fе3O4 - Аl2О3 - SiO2 - СеO2; Fе2O3 и/или Fе3O4 - Аl2О3 - SiO2 - SrO - СеO2; Fе2О3 и/или Fе3O4 - Аl2О3 - SiO2 - Gd2O3 - SrO и/или СеO2.
Вариантом предлагаемого технического решения является способ, в соответствии с которым каолин вводят в материал в виде шликера на стадии приготовления шихты либо на стадии смешения порошковых фракций обожженной шихты. Шликер на основе каолина может содержать Gd2O3, SrO, СеO2 в зависимости от состава получаемого материала, а также ПАВ, способствующее поддержанию частиц шликера во взвешенном состоянии.
Использование шликера повышает однородность распределения в материале SiO2 и указанных добавок, но связано с определенным усложнением технологического процесса.
Примеры осуществления предлагаемого способа
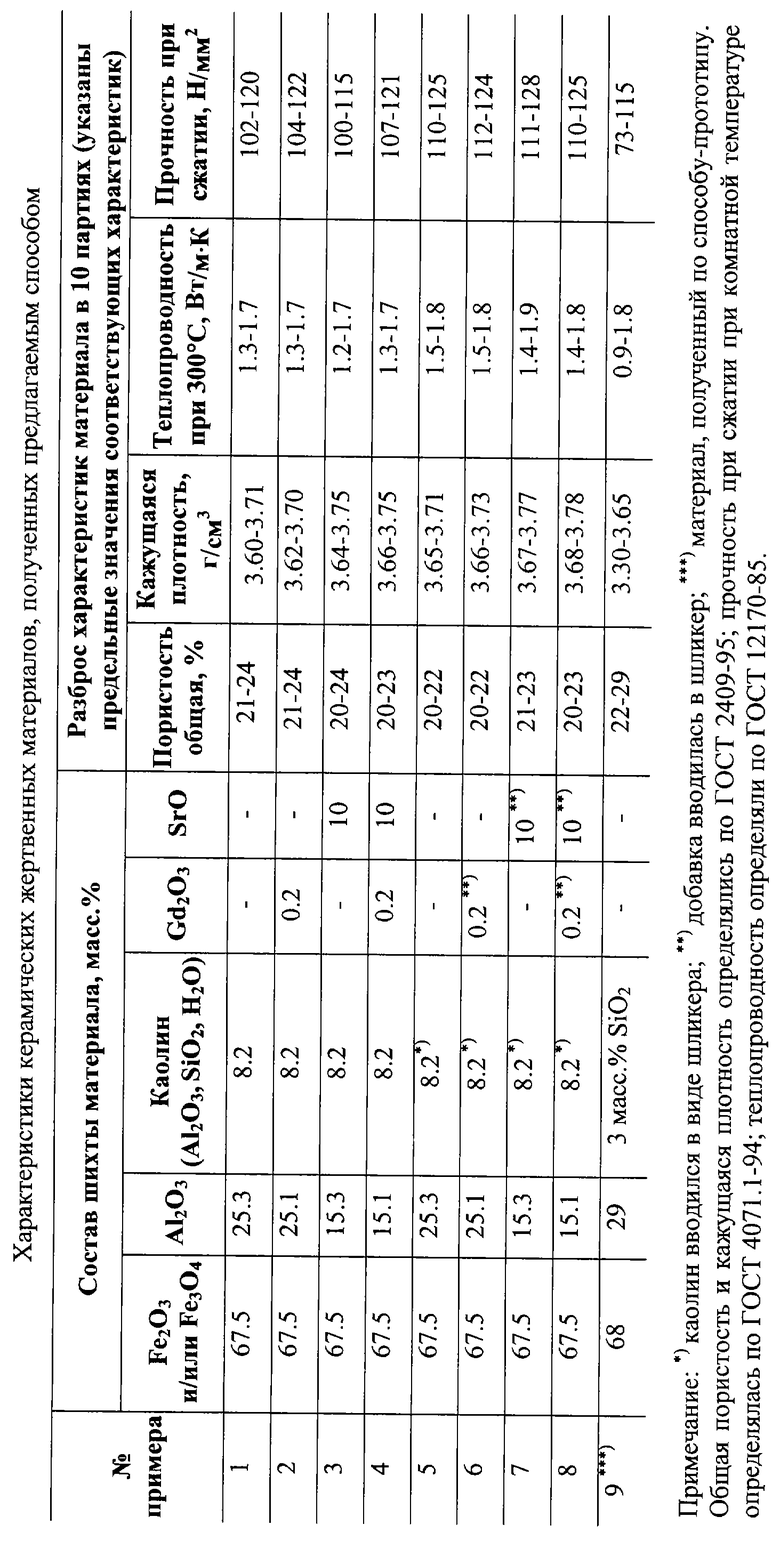
Пример 1. Для получения керамического жертвенного материала, содержащего, мас. %: 60 Fе2O3, 36 Аl2О3 и 4 SiO2, в шихту вводили 59,5 мас.% Fе2О3, 32,3 мас.% Аl2О3 и 8,3 мас.% каолина марки ПЛК-В (ТУ У 322-7-00190503-056-96), содержащего 48 мас.% SiO2 и 41 мас.% Аl2О3. После вибропомола шихты, в результате которого 99% порошка имело размер частиц не более 0,063 мм, и смешения порошка в смесь заливали 10% раствор поливинилового спирта (ПВС). Полученную массу (влажность которой находилась в пределах 12-14%) обрабатывали в скребковом смесителе, приготовляя, тем самым, пресс-порошок. Прессование брикетов из пресс-порошка осуществляли при давлении, обеспечивающем кажущуюся плотность материала 2,6-2,8 г/см3. Сырые брикеты сушили до влажности не более 3% в течение 7 ч. Далее следовали: дробление брикетов и помол с выделением крупнодисперсной фракции с размером частиц 0,5-2 мм, составившей 60% порошка, и получением мелкодисперсной фракции с размером частиц не более 0,063 мм, составившей 40% порошка. Для получения формовочной массы указанные фракции смешивали с 10% раствором ПВС до образования массы с влажностью 2,7-3,5%, формовочную массу прессовали до значений кажущейся плотности не менее 3,5 г/см3. Окончательной операцией был обжиг в воздушной атмосфере при температуре 1250oС с выдержкой 8 ч.
Воспроизводимость физико-механических свойств этого материала, как и других материалов (примеры 2-9), оценивалась по разбросу соответствующих характеристик в 10 партиях материала. Результаты оценки представлены в таблице.
Примеры 2, 3, 4. Материалы по этим примерам получали аналогично материалу по примеру 1, за исключением того, что шихта содержала соответствующие добавки (Gd2O3, SrO, Gd2O3 и SrO).
Пример 5. Материал по данному примеру получали аналогично материалу по примеру 1, с той разницей, что каолин вводили в шихту в виде шликера.
Примеры 6, 7, 8. Материалы по этим примерам получали аналогично материалу по примеру 5, но с введением в шликер на основе каолина соответствующих добавок (Gd2O3, SrO, Gd2O3 и SrO).
Как видно из таблицы, предлагаемый способ в сравнении с прототипом позволяет в несколько раз повысить воспроизводимость основных физико-механических характеристик керамических жертвенных материалов, содержащих оксиды железа, алюминия и диоксид кремния (диапазон варьирования пористости уменьшается в 2,3 раза, кажущейся плотности - в 3,5 раза, теплопроводности - в 2,7 раза, прочности при сжатии - в 2,1 раза). Благодаря этому существенно снижается процент брака, исключается необходимость переработки брака, что обеспечивает достижение заметного экономического эффекта.
Реализация предлагаемого способа предполагает использование стандартных технологических операций, которые могут быть выполнены с помощью стандартного технологического оборудования. Это свидетельствует о возможности промышленного осуществления изобретения.
Источники информации
1. Гусаров В.В., Альмяшев В.И., Бешта С.В., Хабенский В.Б., Удалов Ю.П., Грановский В.С. "Жертвенные материалы системы безопасности атомных электростанций - новый класс функциональных материалов". - Теплоэнергетика. 2001. 9. С. 22-24.
2. Патент РФ 2165106, МПК 7 G 21 C 9/016, 13/10, опубликован 10.04.2001.
3. Заявка РФ 2001 108 841/06, МПК 7 G 21 C 09/16, решение о выдаче патента в сентябре 2001.
4. Летюк Л.М., Журавлев Г.И. Химия и технология ферритов. Л.: "Химия", 1983. С.109, 112.
5. Авторское свидетельство СССР 1807982, МПК C 04 B 35/10, опубликовано 07.04.1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКСИДНЫЙ МАТЕРИАЛ ЛОВУШКИ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2191436C1 |
| ОКСИДНЫЙ МАТЕРИАЛ ЛОВУШКИ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2212719C2 |
| ОКСИДНЫЙ МАТЕРИАЛ ЛОВУШКИ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2192053C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ МАТЕРИАЛА, ОБЕСПЕЧИВАЮЩЕГО ЛОКАЛИЗАЦИЮ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНЫХ РЕАКТОРОВ | 2001 |
|
RU2178924C1 |
| Смесь для получения керамического жертвенного материала и способ получения керамического жертвенного материала | 2017 |
|
RU2675158C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ВЫСОКОПРОЧНЫХ СФЕРИЧЕСКИХ ГРАНУЛ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2001 |
|
RU2211198C2 |
| ПРОППАНТ И СПОСОБ ПОЛУЧЕНИЯ ПРОППАНТА | 2014 |
|
RU2559266C1 |
| Способ получения цветных крапчатых керамических шамотных изделий (варианты) | 2020 |
|
RU2773836C1 |
| ПЕРИКЛАЗОШПИНЕЛЬНЫЕ ОГНЕУПОРНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2235701C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СФЕРИЧЕСКИХ КЕРАМИЧЕСКИХ ГРАНУЛ | 1997 |
|
RU2133716C1 |
Изобретение относится к атомной энергетике, в частности к технологии получения материалов, предназначенных для обеспечения локализации расплава активной зоны корпусных водоохлаждаемых ядерных реакторов. Сущность изобретения: способ заключается в приготовлении шихты посредством помола и смешения ее компонентов и получении из шихты пресс-порошка. Из полученного пресс-порошка осуществляют прессование брикетов, производят их обжиг в воздушной атмосфере при температуре 1300-1380oC с выдержкой в течение 2-14 ч. Далее производят дробление брикетов, помол и рассев порошка на фракции, смешение порошковых фракций со связующим, прессование изделий и их обжиг при температуре 1200-1300oC с выдержкой в течение 4-14 ч. Диоксид кремния и часть оксида алюминия вводят в состав шихты в виде каолина, содержание которого в 2,1-2,3 раза превышает заданное содержание диоксида кремния в материале. Преимущества изобретения заключаются в повышении воспроизводимости физико-механических свойств жертвенных керамических материалов ловушки расплава активной зоны ядерного реактора. 4 з.п.ф-лы, 1 табл.
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ МАТЕРИАЛА, ОБЕСПЕЧИВАЮЩЕГО ЛОКАЛИЗАЦИЮ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНЫХ РЕАКТОРОВ | 2001 |
|
RU2178924C1 |
| ЛОВУШКА РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2169953C2 |
| СПОСОБ ОБУЧЕНИЯ СТОЯНИЮ ИНВАЛИДОВ С ПАРАПЛЕГИЕЙ, ГЛУБОКИМ ПАРАПАРЕЗОМ | 2003 |
|
RU2236210C1 |
| US 3702802 A, 14.11.1972 | |||
| US 5410577 A, 25.04.1995. | |||
