Изобретение относиться к трубопрокатному производству, в частности к способу подготовки заготовок (гильз) из легированных марок стали и сплавов к прокатке труб без пилигримовых головок, и может быть использовано при производстве их на трубопрокатных установках с пилигримовыми станами.
Известен способ подготовки заготовок к прокатке труб без пилигримовых головок на пилигримовом стане, включающий раздельный нагрев до температур пластичности заготовок (гильз) и изготовленных из другого материала патрубков (подкладных колец) и последовательное насаживание их на дорн до стыка торцов. Прокатку производят до образования пилигриновой головки на патрубке (подкладном кольце). После прокатки патрубок и трубу удаляют с дорна, а подготовку очередной заготовки к прокатке производят известным способом (авт. свидетельство СССР 430908, кл. В 21 В 21/00, 1972).
Однако такой способ подготовки заготовок (гильз) к пилигримовой прокатке без пилигримовых головок из-за однократного использования патрубков (подкладным колец) не нашел широкого промышленного применения, так как операции изготовления и нагрева патрубков являются трудоемкими, ввиду подготовки их для каждой гильзы, что приводит к снижению производительности станов и повышению стоимости труб.
Наиболее близким техническим решением является способ подготовки заготовок (гильз) к пилигримовой прокатке труб, включающий раздельный нагрев заготовок и изготовленных из другого материала патрубков, наружный диаметр которых составляет 1,15-1,25 от диаметра гильзы. При этом с целью более медленного снижения температуры патрубка и многократного использования с несколькими гильзами, поверхность патрубка покрывают теплоизолирующим плавким материалом (авт. св. СССР 732043, кл. В 21 В 21/00, 1980).
Недостатком известного способа подготовки заготовок (гильз) к пилигримовой прокатке труб является не технологичность нанесения покрытия на патрубки теплоизолирующих плавких материалов, малая их эффективность, а увеличение массы углеродистого патрубка за счет увеличения наружного диаметра до 1,25 диаметра гильзы приводит к невозможности затравки данного патрубка и, как следствие, к невозможности полной обкатки пилигримовой головки гильз из легированных марок стали и сплавов.
Целью предложенного способа является многократное использование углеродистых патрубков (подкладных колец), исключение затяжек дорнов при прокатке труб из высоколегированных марок стали и сплавов с повышенным коэффициентом линейного расширения и полная обкатка пилигримовых головок.
Поставленная цель достигается тем, что в известном способе подготовки заготовок (гильзы) из легированных марок стали и сплавов к пилигримовой прокатке труб, включающем раздельный нагрев заготовок (гильз) и изготовленных из недорогих углеродистых марок стали патрубков (подкладных колец), наружный диаметр которых больше диаметра гильз, патрубки имеют цилиндрический и конический участки, размеры которых определяются из выражений (см. чертеж).
Lк=0,6-0,8Dг
Lц.у.=0,35-0,4Dг
Lк.у.=0,25-0,4Dг
Dц.у.=l,15-l,3Dг
Dк.у.=l,0-l,1Dг,
где Dг - диаметр гильзы, мм:
Lк - общая длина углеродистого патрубка, мм;
Lц.у. - длина цилиндрического участка патрубка, мм;
Lк.у. - длина конического участка патрубка, мм;
Dц.у. - диаметр цилиндрического участка патрубка, мм;
Dк.у. - наименьший диаметр конического участка патрубка, мм.
Сущность способа заключается в том, что с целью возможности обкатки пилигримовой головки, патрубки (подкладные кольца) имеют цилиндрический и конический участки. Конический участок меньшим основанием прилегает к торцу гильзы, величина которого равна диаметру гильзы или больше ее значения в 1,1 раза. Длина конического участка патрубка равна 0,25-0,4Dг и зависит от диаметра цилиндрического участка патрубка, т.е. с увеличением диаметра цилиндрического участка патрубка, длина конического участка возрастает с 0,25 до 0,4Dг.
Для улучшения извлечения дорнов (исключение затяжек) при прокатке труб из высоколегированных марок стали и сплавов и многократного использования патрубков диаметр цилиндрического участка увеличен до 1,3Dг при длине от 0,35 до 0,4Dг.
Использование предложенного способа подготовки заготовок (гильз) к пилигримовой прокатке позволит производить трубы из легированных марок стали и сплавов без пилигримовых головок с многократным (2-3 раза) использованием углеродистых патрубков, снизить вероятность застревания (затяжек) дорнов в трубах, а следовательно, снизить расходный коэффициент дорогостоящего металла и, как следствие, стоимость труб.
Сравнительный анализ с прототипом показывает, что заявляемый способ подготовки заготовок (гильз) из легированных марок стали и сплавов к пилигримовой прокатке труб отличается тем, что патрубки имеют цилиндрический и конический участки, а с целью многократного их использования и улучшения извлечения дорнов из труб диаметр цилиндрической части патрубков увеличивают до 1,3Dг, с увеличением которого длина конического участка возрастает с 0,25 до 0,4Dг. Для улучшения затравки конический участок меньшим основанием, равным 1,0-1,1Dг, прилегает к торцу гильзы.
Таким образом, заявляемый способ соответствует критерию "новизна".
Сравнение заявляемого способа, не только с прототипом, но и с другими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
Способ был опробован и осуществлен на трубопрокатной установке с пилигримовыми станами 8-16 ОАО ЧТПЗ при прокатке труб размером 377х10 мм из стали марки 06ХН28МДТ из заготовок (обточенных и расточенных гильз) размером 500х60х1500 мм на дорнах 260/261 мм.
По существующей технологии прокатка труб данного размера из данной марки стали должна производиться с подкладными углеродистыми кольцами размером 500х60х350 или 600х110х350 мм. Многократное (2 раза) использование колец размером 600х110х350 мм оказалось нецелесообразным из-за невозможности затравки кольца диаметром 600 мм в калибре 383 мм.
Однократное использование патрубков (подкладных колец) размером 550х85х350 мм давало возможность обкатки пилигримовой головки из стали О6ХН28МДТ, но приводило к застреванию (затяжке) дорнов в трубах, т.к. сталь марки 06ХН28МДТ имеет коэффициент линейного расширения в 1,5 раза выше обычной марки стали, а следовательно, усилие извлечения дорна из трубы возрастает в несколько раз.
Углеродистый патрубок (подкладное кольцо) диаметром 550 мм имеет небольшую контактную площадь с шибером, что приводит к соскальзыванию его с шибера и, как следствие, к застреванию (затяжкам) дорнов в трубах.
Для прокатки труб данного сортамента были изготовлены патрубки (подкладные кольца), имеющие цилиндрический и конический участки, размеры которых составили:
Lк=350 мм; Lц.у.=200 мм; Lк.у.=150 мм; Dц.у.=600 мм; Dк.у.=520 мм.
Схема подготовки заготовок (гильз) из легированных марок стали и сплавов к пилигримовой прокатке труб представлена на чертеже, где 1 - дорновая головка, 2 - дорновое кольцо, 3 - углеродистый патрубок (подкладное кольцо), 4 - гильза из легированной марки стали, 5 - дорн.
На дорн 5 сначала надевалось дорновое кольцо 2, затем углеродистый патрубок 3 (подкладное кольцо) и легированная гильза 4, которая прокатывалась без пилигримовой головки. После обкатки пилигримовой головки труба снималась с дорна, на дорн с обкатанным (не докатанным) патрубком одевалась следующая гильза и процесс повторялся. Патрубки использовались дважды, а в последнем случае с использованием одного патрубка было прокатано в трубы 3 гильзы.
Трубы удовлетворительно сходили с дорна. Затяжек (застревания) дорнов не было. За счет полной обкатки пилигримовой головки расходный коэффициент металла был снижен на 157 кг на тонну труб.
Использование предлагаемого способа подготовки заготовок (гильз) из легированным марок стали и сплавав позволит вести процесс прокатки труб с полной обкаткой пилигримовых головок, исключить затяжку дорнов в трубах, многократно использовать (2-3 раза) углеродистые патрубки (подкладные кольца), снизить расходный коэффициент металла при переделе заготовка (гильза) - труба, повысить производительность пилигримовой установки за счет снижения вспомогательного времени на одевание и снимание углеродистых патрубков и, как следствие, увеличить выход годного, а следовательно, снизить стоимость труб из дорогостоящих сталей и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛИ И СПЛАВОВ К ПИЛИГРИМОВОЙ ПРОКАТКЕ ТРУБ | 2012 |
|
RU2527521C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ КОВАННЫХ ЗАГОТОВОК, СПЛОШНЫХ ИЛИ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2542156C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ С ИСПОЛЬЗОВАНИЕМ ТРУБОПРОКАТНОЙ УСТАНОВКИ ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2502571C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ И ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ И ПЕРЕДЕЛЬНЫХ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕКАТА НА СТАНАХ ХПТ | 2006 |
|
RU2322317C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ДЛИННОМЕРНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2001 |
|
RU2226132C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2278750C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ МАРОК СТАЛИ, ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2346765C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2001 |
|
RU2214312C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2002 |
|
RU2220794C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2002 |
|
RU2221656C2 |
Изобретение относится к трубопрокатному производству и может быть использовано при производстве бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами. Сущность: в способе подставки заготовок гильз углеродистые патрубки (подкладные кольца) имеют цилиндрический и конический участки, размеры которых определяются из выражений Lк=0,6-0,8Dг, Lц. у.=0,35-0,4Dг, Lк.у.=0,25-0,4Dг, Dц.y.=l,15-l,3Dг, Dк.y.=1,0-1,1Dг, где Dг - диаметр гильзы, мм; Lк - общая длина углеродистого патрубка, мм; Lц.у. - длина цилиндрического участка патрубка, мм; Lк.у. - длина конического участка патрубка, мм; Dц.у. - диаметр цилиндрического участка патрубка, мм; Dк. у. - наименьший диаметр конического участка патрубка, мм. Изобретение обеспечивает многократное использование углеродистых патрубков (подкладных колец), исключение затяжек дорнов при прокатке труб из высоколегированных марок стали и сплавов с повышенным коэффициентом литейного расширения, полная обкатка пилигримовых головок. С целью многократного использования патрубков и исключения застревания (затяжек) дорнов в трубах (гильз), диаметр цилиндрического участка увеличен до 1,30 г при длине от 0,35 до 0,40Dг. Для улучшения затравки конический участок патрубка меньшим основанием прилегает к торцу гильзы, наружный диаметр которого равен 1,0-1,1Dг, а с увеличением диаметра цилиндрического участка он возрастает с 0,25 до 0,4Dг. 2 з.п. ф-лы, 1 ил.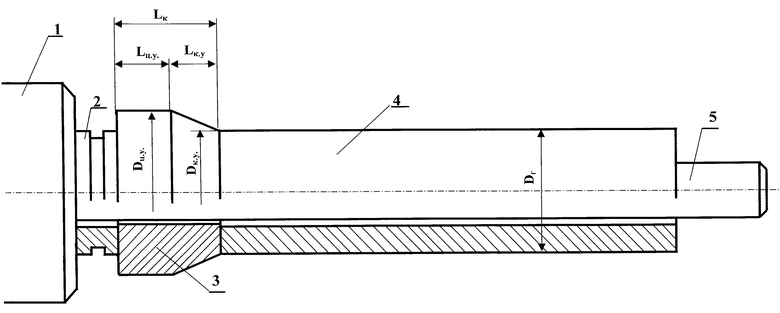
| Способ подготовки заготовки к пильгерной прокатке труб | 1977 |
|
SU732042A1 |
| Способ подготовки заготовки к прокатке без пильгерголовки на пилигримовом стане | 1974 |
|
SU472705A1 |
| ЗАГОТОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2135313C1 |
| DE 3107824 A1, 02.09.1982. | |||

