Изобретение относится к обработке металлов давлением и может быть использовано для гибки длинномерных изделий из профильного, листового или круглого проката и т.п.
Известен способ гибки длинномерного изделия, включающий циклически последовательную его продольную подачу и гибку его элементарных участков, равных величине циклической продольной подачи, до получения заданной кривизны изделия в целом, а также классический способ гибки набеганием (проталкиванием). Первый способ описан в заявке ФРГ (DE) 3903301, МКИ 4 В 21 D 7/08 и принят за прототип.
Недостатками способа являются невозможность получения изделия, изогнутого в пространстве и его чрезвычайно низкая производительность.
Задачи, решаемые изобретением - возможность гибки изделия не только в одной плоскости, но и в пространстве, и достижение высокой производительности процесса.
Схема гибки изображена на чертеже.
Сущность изобретения заключается в том, что способ гибки длинномерного изделия, включающий циклически последовательные его продольную подачу и гибку его элементарных участков, равных величине циклической продольной подачи, и способ гибки изделия набеганием объединены в единый технологический процесс гибки длинномерного изделия, выполняемый за две операции, следующие сразу одна за другой:
- формирование начальной части требуемой кривизны изделия 1 несколькими элементарными циклическими гибами ЭЦГ на участке А между опорным элементом 2 и гибочным элементом 3 за счет циклически последовательной продольной подачи S пр. изделия и циклически последовательными возвратно-поступательными программируемой (расчетной) величины перемещениями S г.э. гибочного элемента при одновременном с S пр. элементарном циклическом повороте ω изделия вокруг его продольной оси;
- последующая гибка изделия за счет набегания его при уже постоянной продольной подаче на перемещаемый по задаваемой программе гибочный элемент при одновременном согласованном программируемом вращении ω изделия вокруг его продольной оси.
Таким образом, предлагаемый способ позволяет производить гибку длинномерных изделий как с постоянными, так и с переменными радиусами гибки по длине изделия в одной, двух и трех плоскостях, т.е. в пространстве, с высокой скоростью, достигаемой при гибке набеганием (проталкиванием).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ДЕТАЛЕЙ МАЛОЙ КРИВИЗНЫ | 2001 |
|
RU2219009C2 |
| СПОСОБ СОЕДИНЕНИЯ НА ПЛАВУ ЧАСТЕЙ ЦИЛИНДРИЧЕСКОГО КОРПУСА ПЛАВСООРУЖЕНИЯ | 1998 |
|
RU2167079C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| ЗДАНИЕ МОДУЛЬНОГО ТИПА | 2000 |
|
RU2203368C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| НЕСУЩИЙ ЭЛЕМЕНТ РОТОРА ТУРБОМАШИНЫ | 2001 |
|
RU2209318C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для гибки длинномерных изделий из профильного, листового или круглого проката и т.п. Способ включает циклически последовательные подачу и гибку его элементарных участков начальной части и последующую гибку. Начальную часть формируют с одновременным циклически последовательным вращением изделия вокруг его оси, а затем процесс гибки осуществляют при постоянно заданной продольной подаче изделия и согласованных с нею программируемых перемещениях гибочного элемента и вращения изделия вокруг его продольной оси. Расширяются технологические возможности способа за счет осуществления процесса гибки в пространстве, и повышается производительность. 1 ил.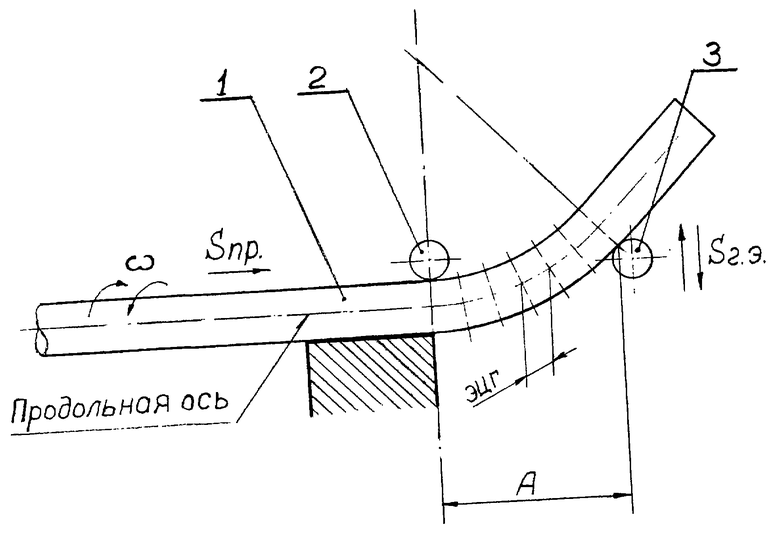
Способ гибки длинномерного изделия, включающий формирование начальной части циклически последовательной продольной подачей длинномерного изделия и гибкой его элементарных участков и последующую гибку, отличающийся тем, что формирование начальной части осуществляют одновременно с циклически последовательным вращением длинномерного изделия вокруг его продольной оси, а последующую гибку осуществляют при постоянной заданной продольной подаче длинномерного изделия и согласованных с ней программируемых перемещениях гибочного элемента и вращения длинномерного изделия вокруг его продольной оси.
| DE 3903301, 11.01.1991 | |||
| Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления | 1982 |
|
SU1114482A1 |
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |

