Изобретение относится к кузнечному производству и может быть использовано для раскатки поковок типа колец и обечаек.
Известен кузнечный инструмент - оправка для раскатки поковок типа колец (см. Семенов Е. И. "Ковка и объемная штамповка", изд. "Высшая школа", М., 1972 г., стр. 83, рис. 56).
Недостатком использования такой оправки является то, что в процессе обжатия под действием деформирующей нагрузки в ней возникают изгибающие напряжения и она прогибается. Вследствие такого прогиба внутренняя поверхность кольца получается отличной от цилиндрической, а именно толщина стенки кольца в средней по высоте части больше, чем по краям (см. фиг.1), в результате этого имеет место неоднородность пластической деформации, а получаемое кольцо имеет неправильную геометрическую форму.
Известен инструмент для ковки кольцевых поковок путем обжатия, состоящий из оправки в виде цилиндрической оси с размещенной на ней прокладкой в виде кольца (а. с. СССР 432962). Однако в процессе работы деформирующее усилие и здесь создает изгибающий момент как на оправке, так и на прокладке, что приводит к искривлению рабочей поверхности и равнотолщинности изделия.
Задачей изобретения является обеспечение равнотолщинности поковки по высоте и более равномерной деформационной проработки металла за счет исключения искривления рабочей, контактирующей с поковкой, поверхности оправки в процессе деформации.
Поставленная задача решается за счет того, что в составной оправке для раскатки поковок типа колец, состоящей из оси и одетого на нее бандажа, ось выполнена цилиндрической, а бандам имеет цилиндрическую рабочую поверхность и криволинейную посадочную поверхность вращения, образующая которой представляет собой линию, соответствующую линии оси оправки, изогнутой под действием деформирующего усилия, причем внутренний диаметр бандажа в наиболее узкой части меньше или равен диаметру оси оправки. Образующая внутренней криволинейной поверхности бандажа имеет уравнение: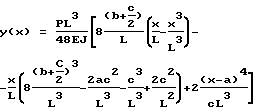
где Р - деформирующее усилие, н;
С - длина бандажа, м;
L - расстояние между опорами, м;
а и в - расстояние от опор до бандажа, м;
Е - модуль упругости материала оси, н/м2;
I - момент инерции поперечного сечения оси, м4.
Сущность изобретения поясняется чертежами:
фиг.1 - схема раскатки колец на оправке;
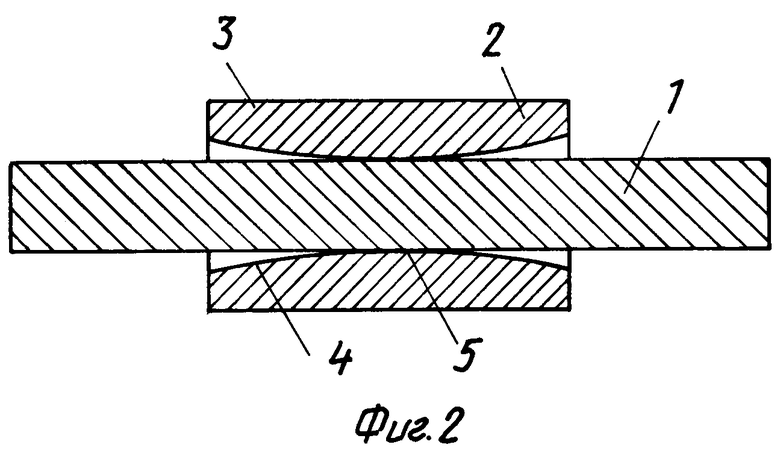
фиг.2 - эскиз составной оправки;
фиг.3 - схема раскатки колец на составной оправке;
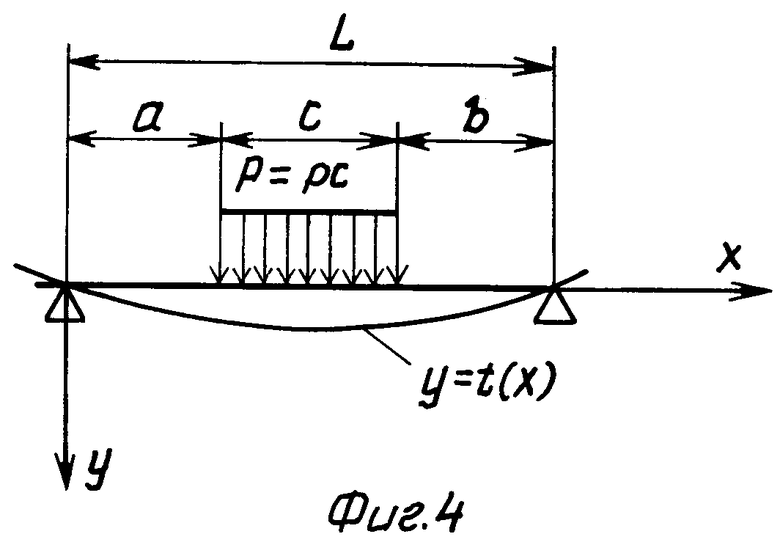
фиг.4 - расчетная схема для определения уравнения контактной поверхности бандажа.
Составная оправка содержит цилиндрическую ось 1 и бандах 2. Рабочая поверхность 3 бандажа 2 - цилиндрическая, а контактная поверхность 4 - криволинейная. В нерабочем состоянии бандаж 2 контактирует с осью 1 по узкому участку 5. Бандаж крепится на ось механически, сваркой, прессовой насадкой или иным способом. При механическом или сварном креплении внутренний диаметр бандажа 2 в наиболее узкой части равен диаметру оси 1, при прессовой посадке он меньше диаметра оси 1 на величину натяга. В процессе работы (см. фиг. 3) деформирующее усилие передается от верхнего бойка 6 кольцу 7 на бандаж 2 оправки и ее ось 1, вызывая искривление последней. Бандаж 2 "садится" на ось 1 по криволинейной контактной поверхности 4. При этом рабочая поверхность 3 остается цилиндрической и, как следствие, внутренняя поверхность кольца 7 не искривляется, сечение остается правильной прямоугольной формы, а деформационная проработка равномерной.
Определим уравнение контактной поверхности бандажа. Считая нагрузку на ось оправки равномерно распределенной, получим следующую расчетную схему (см. фиг. 4). Здесь L - расстояние между опорами. С - длина бандажа, Р=рс - деформирующее усилие. При симметричном расположении бандажа между опорами а= в и уравнение изогнутой оси балки в этом случае определится по формуле (см. "Справочник машиностроителя", ГНТИМЛ, М., 1956, т. 3, стр. 58, табл. 10, п. 8).
 ,
,
где Е - модуль упругости материала оси, н/м2;
J - момент инерции поперечного сечения оси, м4.
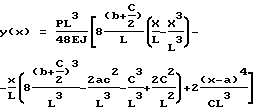
При несимметричном расположении бандажа относительно опор (а+в) уравнение изогнутой оси будет: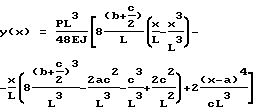
где Р - деформирующее усилие, н;
С - длина бандажа, м;
L - расстояние между опорами, м;
а и в - расстояние от опор до бандажа, м;
Е - модуль упругости материала оси, н/м2;
I - момент инерции поперечного сечения оси, м4.
| название | год | авторы | номер документа |
|---|---|---|---|
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2015 |
|
RU2592011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| Способ изготовления криволинейных деталей | 1979 |
|
SU863119A2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2016 |
|
RU2643848C2 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |

Изобретение относится к кузнечному оборудованию и может быть использовано для раскатки поковок типа колец и обечаек. Составная оправка для раскатки содержит цилиндрическую ось с установленным на ней бандажом с цилиндрической рабочей поверхностью и посадочной поверхностью вращения. Посадочная поверхность вращения бандажа выполнена с криволинейной образующей, которая соответствует линии на цилиндрической оси, изогнутой под действием деформирующего усилия. Диаметр упомянутой посадочной поверхности бандажа в наиболее узкой части меньше или равен диаметру цилиндрической оси. Форма криволинейной образующей посадочной поверхности бандажа, установленного на оси, размещенной на опорах, определена из приведенного уравнения. В результате обеспечивается равнотолщинность поковки по высоте и равномерная деформационная проработка металла. 1 з.п.ф-лы, 4 ил.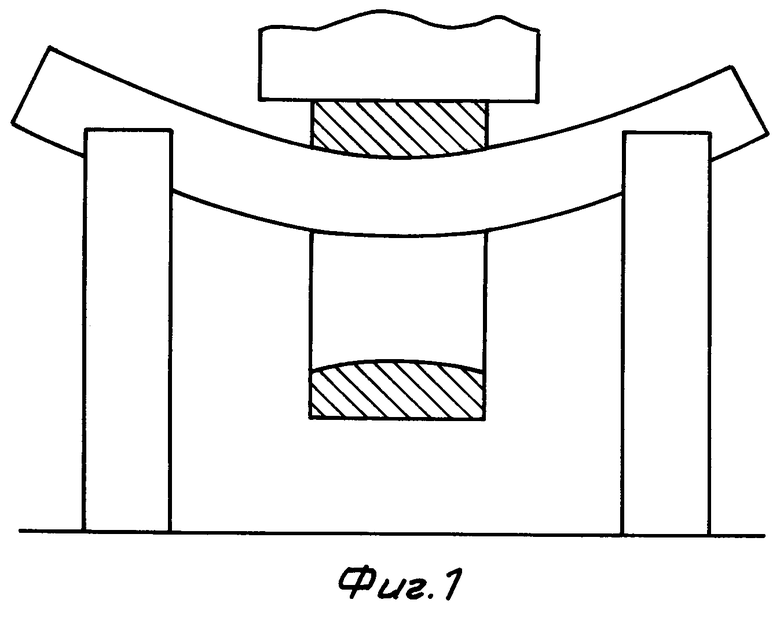
где Р - деформирующее усилие, н;
С - длина бандажа, м;
L - расстояние между опорами, м;
а и в - расстояние от опор до бандажа, м;
Е - модуль упругости материала оси, н/м2;
I - момент инерции поперечного сечения оси, м4.
| СПОСОБ КОЖИ КОЛЬЦЕВЫХ ГОКОВСК | 1971 |
|
SU432962A1 |
| SU 914162, 25.03.1982 | |||
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1991 |
|
RU2020007C1 |
| БАНДАЖИРОВАННЫЙ ОПОРНЫЙ ВАЛОК | 1996 |
|
RU2118578C1 |
| US 5347837 А, 20.09.1994 | |||
| ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС ДЛЯ ПЕРЕРАБОТКИ ОСАДКОВ СТОЧНЫХ ВОД | 2015 |
|
RU2660885C2 |

