Изобретение относится к машиностроению, в частности к испытаниям смазочно-охлаждающих технологических сред (СОТС), используемых при резании металлов.
Известен способ определения оптимальной скорости резания (Макаров А.Д. Износ и стойкость режущих инструментов. М.: Машиностроение, 1966, с.11-17, 40-50), заключающийся в том, что строят график зависимости температуры резания от скорости резания. Оптимальные скорости резания могут быть выявлены на основе обычных стойкостных испытаний по кривой T=f(v), при исследовании интенсивности размерного износа по кривой ho.л.=f(v), а также при исследовании интенсивности износа с помощью радиоактивных изотопов, оптимальная скорость резания может быть определена также по кривой T=f(s) и l=f(s), где s - подача, если указанные кривые имеют точки максимума или точки перелома.
Недостатком данного способа является высокая трудоемкость.
Наиболее близким к данному изобретению по технической сущности и достигаемому результату является способ определения износа инструмента при изменении режимов резания для различных СОТС, заключающийся в определении относительно-линейного износа инструмента расчетным путем на разных скоростях резания, по которому замер износа инструмента проводят сначала после 100 метров пути резания, затем после 400 метров и строят график зависимости относительно-линейного износа инструмента от скорости резания (Журнал "Технология машиностроения" 2003 г., №6 "Оптимизация областей применения СОТС различной химической природы" И.Н.Никифоров, инж., В.Ю.Шолом, канд. техн. наук, А.С.Трофимов, инж. с 13-15).
Недостатком этого способа является большая трудоемкость испытаний, так как их необходимо проводить в широком диапазоне скоростей.
Задачей настоящего изобретения является снижения трудоемкости испытаний при определении эффективности смазочно-охлаждающих технологических сред при резании металлов.
Поставленная задача достигается тем, что в способе определения противоизносной эффективности смазочно-охлаждающих технологических сред при резании металлов, заключающемся в определении относительно-линейного износа инструмента расчетным путем на разных скоростях резания, по которому замер износа инструмента проводят в опорных точках, например, сначала после 100 метров пути резания, затем после 400 метров и строят график зависимости относительно-линейного износа инструмента от скорости резания, в отличие от прототипа определяют термическую электродвижущую силу, возникающую в естественной термопаре "инструмент-заготовка", соответствующую минимальному износу, и определяют скорость резания, соответствующую термической электродвижущей силе без смазочно-охлаждающих технологических сред, затем подбирают скорость резания с использованием испытуемой смазочно-охлаждающей технологической среды, при которой генерируется термоэлектродвижущая сила, соответствующая минимальному износу инструмента при обработке без смазочно-охлаждающих технологических сред, и на этой скорости определяют относительно-линейный износ инструмента, а противоизносную эффективность смазочно-охлаждающих технологических сред определяют как:
 , где
, где
Эф - противоизносная эффективность смазочно-охлаждающих технологических сред,
vопт - скорость резания, соответствующая оптимальной температуре резания,
hол - относительно-линейный износ инструмента.
Пример конкретной реализации.
Испытания эффективности смазочно-охлаждающих технологических сред при резания металлов проводились на токарном станке 16К20 при разных скоростях резания. Износ задней поверхности инструмента измеряли с помощью микроскопа "МИР-2У4.2", а ТЭДС измеряли термопарой "инструмент-заготовка".
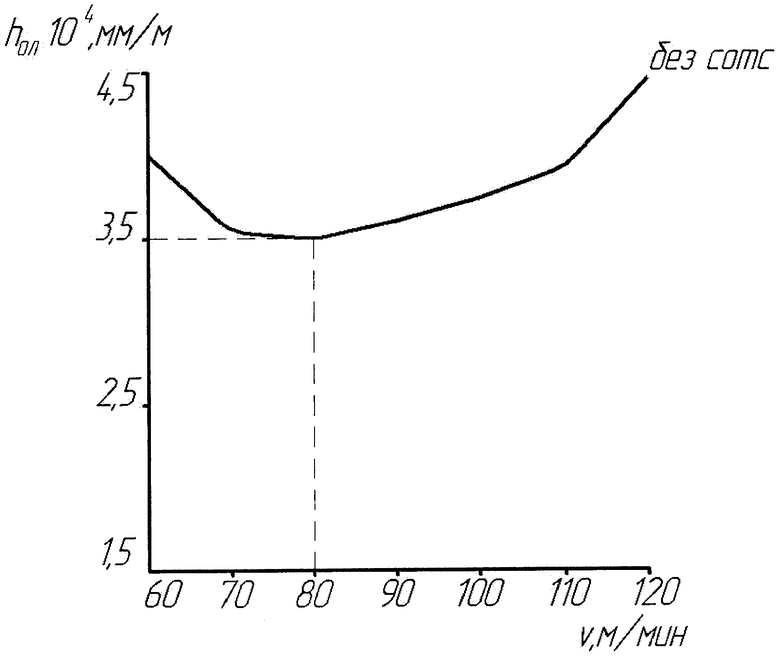
В процессе испытания без использования СОТС записываем график зависимости относительно-линейного износа инструмента от скорости резания и определяем термоЭДС, соответствующую минимальному износу. ТермоЭДС определяем традиционным способом посредством естественной термопары. Далее в зону резания подаем СОТС и подбираем скорость резания, соответствующую термоЭДС, обеспечивающей минимальный износ при резании без СОТС. На этой скорости определяем относительно-линейный износ инструмента hол. После чего рассчитываем эффективность использованной СОТС по формуле
Пример. Испытание СОТС проводили на операции продольное точение стали 12Х18Н10Т твердосплавным инструментом из сплава ВК8 со следующими геометрическими параметрами: задний угол α=10°, передний угол γ=0°, главный угол в плане φ=45°, вспомогательный угол в плане φ1=45°, радиус при вершине резца r=0,2 мм. Подача равна 0,1 мм/об., глубина резания 0,5 мм. В качестве СОТС испытывали при постоянной концентрации эмульсолы на минеральной основе "Росойл-500", "Росойл-503", "Росойл-101" и индустриальное масло "И-20". Результаты представлены в таблице.
Как видно из таблицы, при использования смазочно-охлаждающих технологических сред "Росойл-101" величина эффективности - 38,74, при использования "Росойл-500" - 37,5, при использования "Росойл-503" - 40,1 и при использования индустриального масла " И-20" - 31,2. Из чего следует, что из испытуемых технологических смазок наименее эффективной является - "И-20", а наиболее эффективной - "Росойл-503".
Итак, заявляемое изобретение позволяет снизить трудоемкость при определении эффективности смазочно-охлаждающих технологических сред при резании металлов за счет сокращения числа измерений оптимальной скорости резания при различных СОТС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ КОМПЛЕКСНОЙ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2021 |
|
RU2777395C1 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД ПРИ РЕЗАНИИ МЕТАЛЛОВ | 2009 |
|
RU2428280C2 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ШЛИФОВАНИИ | 2014 |
|
RU2572683C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЯ ТРЕНИЯ И КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2010 |
|
RU2463577C2 |
| СПОСОБ ОЦЕНКИ ПРОТИВОЗАДИРНЫХ СВОЙСТВ ТЕХНОЛОГИЧЕСКИХ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2008 |
|
RU2376601C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ШЛИФОВАНИИ | 2013 |
|
RU2538521C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2009 |
|
RU2397475C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2018 |
|
RU2676690C1 |
Изобретение относится к машиностроению. Сущность: определяют относительно-линейный износ инструмента расчетным путем на разных скоростях резания. Замер износа инструмента проводят в опорных точках, сначала после 100 метров пути резания, затем после 400 метров и строят график зависимости относительно-линейного износа инструмента от скорости резания. Определяют термическую электродвижущую силу, возникающую в естественной термопаре "инструмент-заготовка", соответствующую минимальному износу, определяют скорость резания, соответствующую термической электродвижущей силе без смазочно-охлаждающих технологических сред и на этой скорости определяют относительно-линейный износ инструмента. Противоизносную эффективность смазочно-охлаждающих технологических сред определяют по формуле. Технический результат: снижение трудоемкости испытаний. 1 ил., 1 табл.
Способ определения противоизносной эффективности смазочно-охлаждающих технологических сред при резании металлов, заключающийся в определении относительно-линейного износа инструмента расчетным путем на разных скоростях резания, по которому замер износа инструмента проводят в опорных точках, например, сначала после 100 м пути резания, затем после 400 м, и строят график зависимости относительно-линейного износа инструмента от скорости резания, отличающийся тем, что определяют термическую электродвижущую силу, возникающую в естественной термопаре "инструмент-заготовка", соответствующую минимальному износу, и определяют скорость резания, соответствующую термической электродвижущей силе без смазочно-охлаждающих технологических сред, и на этой скорости определяют относительно-линейный износ инструмента, а противоизносную эффективность смазочно-охлаждающих технологических сред определяют как:
 , где
, где
Эф - противоизносная эффективность смазочно-охлаждающих технологических сред,
vопт - скорость резания, соответствующая оптимальной температуре резания,
hол - относительно-линейный износ инструмента.
| Способ определения технологической эффективности смазочной охлаждающей жидкости | 1984 |
|
SU1165941A1 |
| Способ определения эффективности смазочно-охлаждающих жидкостей | 1987 |
|
SU1499180A1 |
| Способ определения технологической эффективности смазочной охлаждающей жидкости | 1986 |
|
SU1434329A2 |
| US 4228674 A, 21.10.1980. | |||

