Изобретение относится к обработке металлов давлением, в частности к устройствам для получения изделий постоянного сечения неограниченной длины.
Целью изобретения является расширение технологических возможностей за счет получения i изделий -одного размера из различных по размерам заготовок или изделий различного размера из одинаковых заготовок.
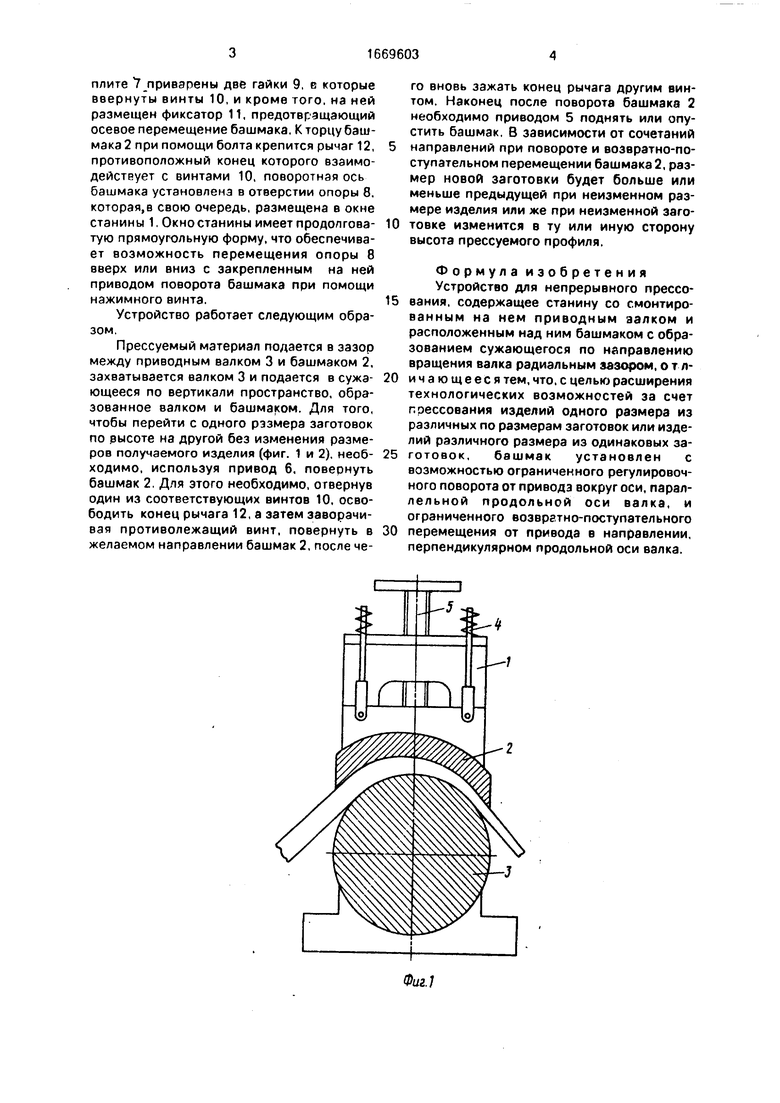
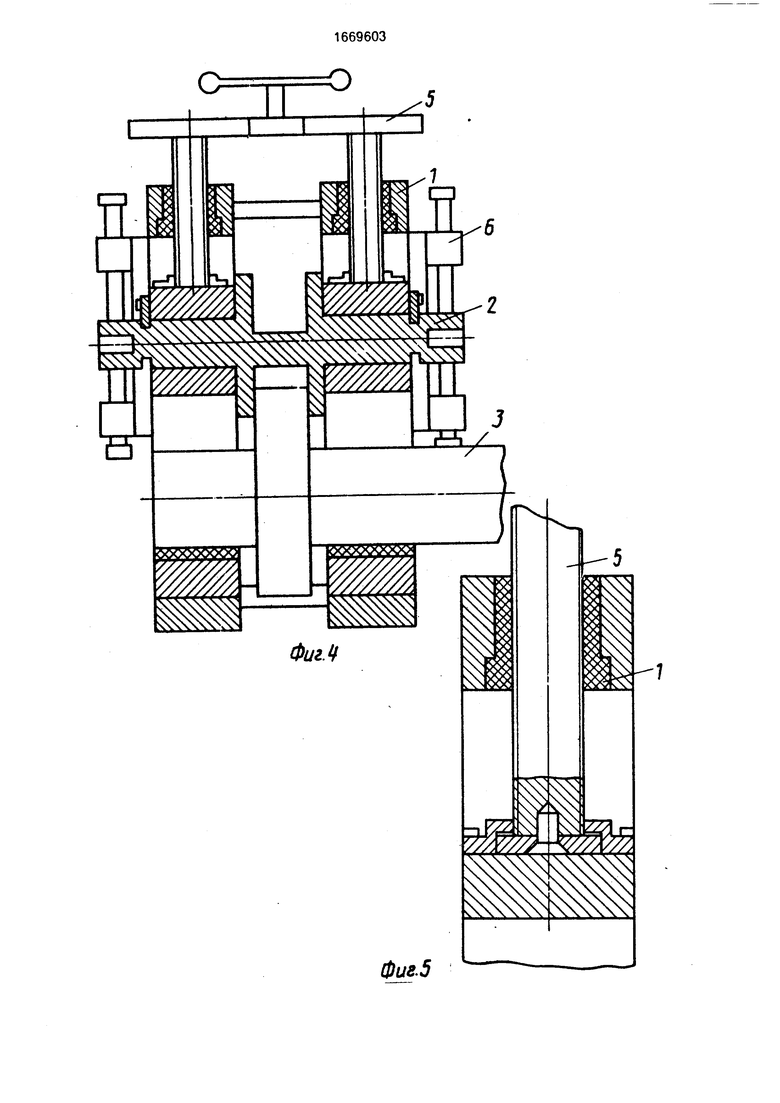
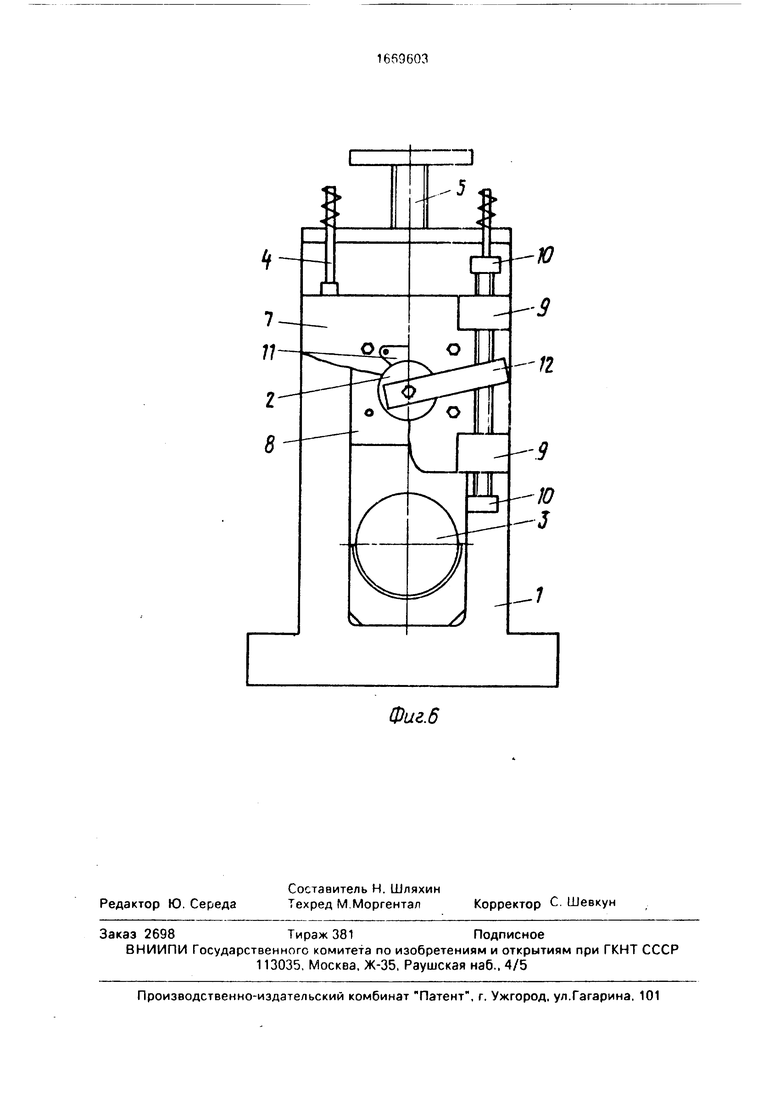
На фиг. 1 схематично показано предлагаемое устройство с сечением по середине рабочего инструмента в одном из рабочих положений башмака; ка фиг. 2 - то же, в другом рабочем положении башмака; на фиг. 3 - устройство с консольным расположением валка и башмака, вертикальный разрез; на фиг. 4 - то же, с межопорным расположением валка и башмака: на фиг. 5 - узел соединения нажимного винта с опорой башмака, разрез; на фиг. 6 - вид на
устройство со стороны привода поворота башмака.
Устройство для непрерывного прессе вания состоит из станины 1, башмака 2, при водного валка 3, уравновешивающего устройства 4, которое посредством пружин поджимает узел башмака к нажимному винту привода 5 возвратно-поступательного перемещения башмака, привода б поворота башмака относительно оси,параллельной продольной оси приводного валка Наличие уравновешивающего устройства 4 не является обязательным, так как возможен вариант соединения нажимного винта с узлом башмака, приведенный на фиг. 5. В некоторых случаях целесообразен вариант, когда станина 1 будет состоять из двух отдельных частей, как показано на фиг. 4.
Привод поворота башмака 2, показанный на фиг. 6, состоит из плиты 7, которая крепится при помощи болтов к опоре 8 К
j.
О
о ч о о со
плите 7 привэрены две гайки 9, в которые ввернуты винты 10, и кроме того, на ней размещен фиксатор 11, предотвращающий осевое перемещение башмака, К торцу башмака 2 при помощи болта крепится рычаг 12, противоположный конец которого взаимодействует с винтами 10, поворотная ось башмака установлена в отверстии опоры 8, которая,в свою очередь, размещена в окне станины 1. Окно станины имеет продолгова- тую прямоугольную форму, что обеспечивает возможность перемещения опоры 8 вверх или вниз с закрепленным на ней приводом поворота башмака при помощи нажимного винта.
Устройство работает следующим образом.
Прессуемый материал подается в зазор между приводным валком 3 и башмаком 2, захватывается валком 3 и подается в сужа- ющееся по вертикали пространство, образованное валком и башмаком. Для того, чтобы перейти с одного размера заготовок по высоте на другой без изменения размеров получаемого изделия (фиг. 1 и 2), необ- ходимо, используя привод 6. повернуть башмак 2, Для этого необходимо, отвернув один из соответствующих винтов 10, освободить конец рычага 12, а затем заворачивая противолежащий винт, повернуть в желаемом направлении башмак 2, после чего вновь зажать конец рычага другим винтом. Наконец после поворота башмака 2 необходимо приводом 5 поднять или опустить башмак. В зависимости от сочетаний направлений при повороте и возвратно-поступательном перемещении башмака 2, размер новой заготовки будет больше или меньше предыдущей при неизменном размере изделия или же при неизменной заготовке изменится в ту или иную сторону высота прессуемого профиля.
Формула изобретения Устройство для непрерывного прессования, содержащее станину со смонтированным на нем приводным аалком и расположенным над ним башмаком с образованием сужающегося по направлению вращения валка радиальным зазором, отличающееся тем, что. с целью расширения технологических возможностей за счет прессования изделий одного размера из различных по размерам заготовок или изделий различного размера из одинаковых заготовок, башмак установлен с возможностью ограниченного регулировочного поворота от привода вокруг оси, парал- лельной продольной оси валка, и ограниченного возвратно-поступательного перемещения от привода в направлении, перпендикулярном продольной оси валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Многовалковая профилегибочная клеть | 1980 |
|
SU984558A1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для получения изделий постоянного сечения неограниченной длины. Цель изобретения - расширение технологических возможностей за счет получения изделий одного размера из различных по размерам заготовок или изделий различного размера из одинаковых заготовок. Башмак устройства, расположенный над его рабочим валком с зазором, установлен с возможностью поворота вокруг оси, параллельной оси валка. В то же время башмак может быть перемещен от привода в направлении, перпендикулярном продольной оси валка. Благодаря этому зазор между башмаком и валком на входе заготовки в калибр может быть увеличен или уменьшен при постоянной величине зазора на выходе из калибра. Зазор на выходе из калибра может, в свою очередь, быть увеличен или уменьшен при постоянной величине зазора на входе в калибр. 6 ил.
;
;м
Hi
гш шшзшзрй
тш
I
шш.
ХХХХХХХХ
хххххххх
т
.
ФигЛ
/
фие.5
Фиг.6
| Игла трикотажной машины | 1978 |
|
SU726234A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
