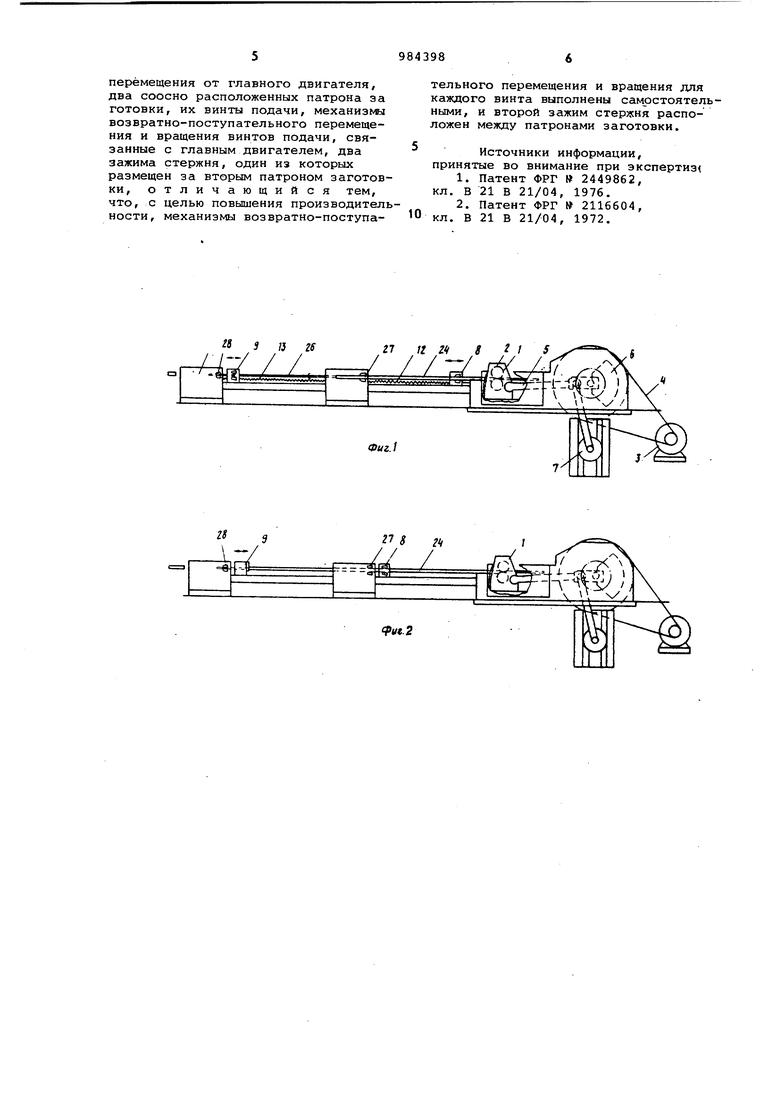
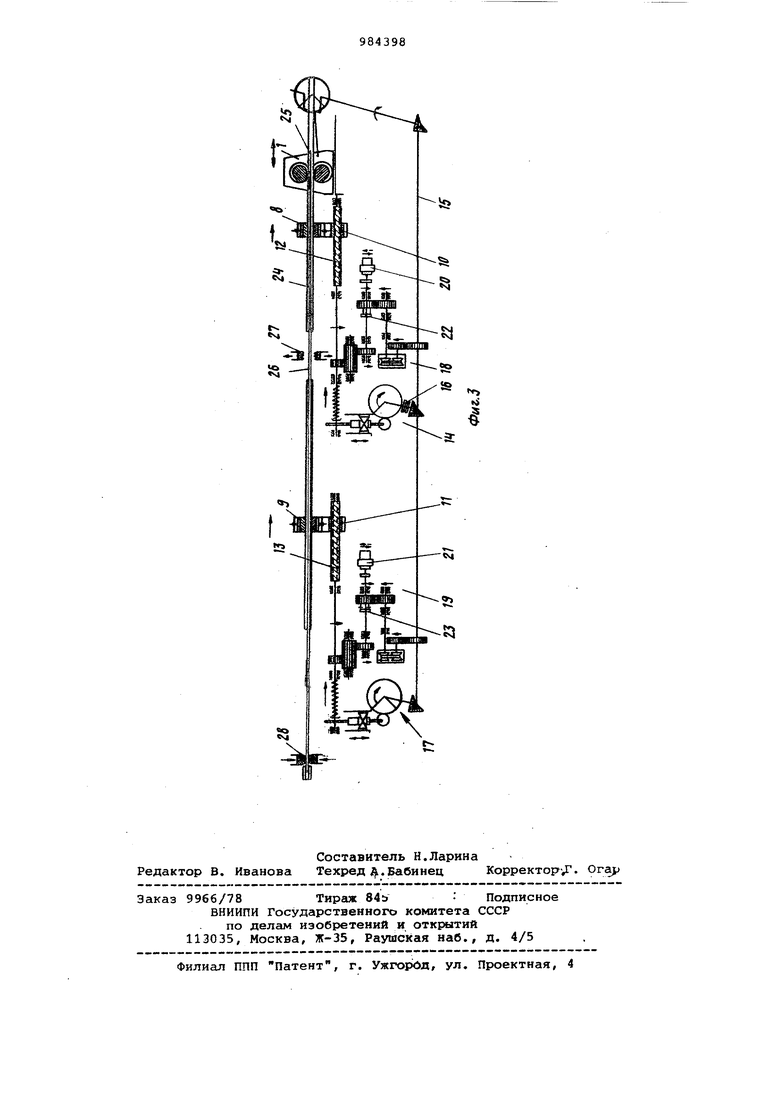
Изобретение относится к трубопрокатному производству, а именно к пил герному стану для холодной прокатки труб с подвижной рабочей клетью. Известен пильгерный стан для холодной прокатки труб периодического действия, содер.жащий рабочую клеть с приводом возвратно-поступательного перемещения, механизм подачи с двумя винтами и взаимодействующую с ними каретку, несущую патрон заготовки } В этом стане на период установки новой трубной заготовки стан должен быть остановлен. Время остановки даже при автоматизации процесса установки заготовки в зависимости от ее длины не может быть меньше 3560 с. Недостатком станов периодического действия является и то, что при малых длинах заготовки, малых величи нах подачи увеличиваются простои ста на, приводящие к снижению производительности стана. Известен пильгерный стан для холодной прокатки труб, существенно снижающий простои путем непрерывности работы стана, содержащий рабочую клеть, привод ее возвратно-поступательного перемещения от главного двигателя, два соосно расположенных патрона заготовки, их винты подачи, механизмы возвратно-поступательного перемещения и вращения винтов подачи, связанные с главйым двигателем, два зажима стержня, последовательно расположенные друг за другом, причем один из них размещен за вторым пат.роном заготовки. Расстояние между зажимами стержня таково, что при установке новой . трубной заготовки оно уменьшается между этими зажимами 2. Недостаток пильгерных станов холодной прокатки труб нёпре1 ганого действия заключается в том, что они могут работать в непре «вном режиме только в случае, если для этого непрерывного режима имеются в распоряжении заготовки, длина которых превьияает минимгшьную длину трубной заготовки, необходимую для непрерывного процесса работы пильгерного прокатного стана. Эта минимальная длина заготовки существенно превышает минимальную длину заготовки для прокатки стана периодического действия. Известный стан непрерывного действия не позволяет прокатывать заготовки различных длин без понижения производительности и прокатывать трубы на одном и том же стане как непрерывно, так и с перерывами. Целью изобретения является повышение производительности стана. Поставленная цель достигается тем, что в пильгерном стане для холодной прокатки труб, содержащем рабочую клеть, ее привод возвратнопоступательного перемещения от глав ного двигателя, два соосно расположенных патрона заготовки, их винты дачи, механизмы возвратно-поступател ного перемещения и вращения винтов подачи, связанные с главным двигателем, два зажима стержня, один из которых размещен за вторым патроном заготовки, механизмы возвратно-поступательного перемещения и вращения для каждого винта выполнены самостоятельными и второй зажим стержня расположен между патронами заготовки. Предлагаемый стан позволяет прокатывать трубы разль ной длины, что приводит к повышению его производительности. На фиг. 1 представлен стан при непрерывном режиме работы, общий ви на фиг. 2 - то же, при периодическом режиме работы} на фиг. 3 - схем ное расположение механизмов перемещения и вращения винтов и зажимов стержня в стане.Пильгерный стан для холодной про катки труб со;с1ержит рабочую клеть 1 с валками 2, привод ее возвратнопоступательного перемещения в виде главного двигателя 3, ременной передачи 4 и шатуна 5, устройство для уравновешивания подвижных масс клет в виде грузов 6 и 7. Для подачи тру ной заготовки в валки предусмотрены два соосно расположенных патрона 8 9 заготовки с закрепленными внутри их гайками 10 и 11 и взаимодействую щие с последними отдельные винты 12 и 13 подачи. Каждый винт подачи имеет самостоятельные механизмы его возвратно-поступательного перемеще,ния и вращения, связанные с главным двигателем 3. Для привода возвратно-поступател ного перемещения винта 12 подачи используется кулачково-рычажный механизм 14, связанный с главным двигателем через передачу 15 и муфту 16, а для винта подачи 13 - аналогичный механизм 17, связанный с главным двигателем через передачу 1 Для вращения винтов подачи также предусмотрены самостоятельные механизмы 18 и 19, которые соответствен но соединены двигателями 20 и 21 быстроходного режима работы через м ты 22 и 23, а также через передачу 15 с главным двигателем. Для прокатки заготовки 24 используют оправку 25,которая закреплена на стержне 26,имеющем два зажима 27 и 28 стержня. Зажим 27 стержня размещен за вторым патроном 9 заготовки, а зажим 28 стержня расположен между патронами 8 и 9 заготовки. Работа стана осуществляется следующим образом. При непрерывном процессе работы подачу заготовки 24 осуществляют патроном 8 заготовки, а патрон заготовки 9 производит двигателем 21 при отключенной муфте 23 быстрый подвод новой заготовки при закрытом зажиме 28 стержня. Зажим 27 стержня в это время открыт для свободного прохода заготовки 24. При подаче заготовки 24 патроном 8 заготовки включена муфта 22, т. е. передача 15 включает двигатель 20 в режим холостого хода. После открытия заднего зажима стержня 28 и ввода последующей заготовки зажим и подачу осуществляют патроном 9 заготовки, в то время как патрон 8 заготовки открывается и отходит назад. Направление и перемещение патронов 8 и 9 заготовки показаны стрелками на фиг. 1. При периодическом режиме работы (фиг. 2), когда на стане находятся две трубные заготовки, патрон 8 заготовки находится в показанной на фиг. 2 позиции и остается в таком положении. Его зажимы открыты, и не создается препятствий процессу прокатки. Открыт :также зажим; 27 оправки и механизмы возвратно-поступательного перемещения и вращения винтов отсоединены от главного двигателя. Подачу осуществляет только второй патрон 9 .заготовки, направление движения которого показано двойной стрелкой. При этом для установки новой трубной заготовки стан необходимого остановить. При периодическом режиме работы муфты 22 и 16 выключены, так что патрон 16 заготовки останавливается. Предложенный стан пильгерной холодной прокатки труб позволяет прокатывать трубы, существенно различающиеся по длине путем независимого привода перемещения и вращения двух патронов заготовки и объединяет непрерывный и прерывистый режимы работы, что приводит к повышению его производительности . Формула изобретения Пильгерный стан для холодной прокатки труб, содержащий рабочую клеть, ее привод возвратно-поступательного
перемещения от главного двигателя, два соосно расположенных патрона за готовки, их винты подачи, механизмы возвратно-поступательного перемещения и вращения винтов подачи, связанные с главным двигателем, два зажима стержня, один из которых размещен за вторым патроном заготовки, отличающийся тем, что, с целью повышения производительности, механизмы возвратно-поступательного перемещения и вращения лля каждого винта выполнены самостоятельными, и второй зажим стержня расположен между патронами заготовки.
Источники информации,
принятые во внимание при экспертизу
1.Патент ФРГ № 2449862, кл, В 21 В 21/04, 1976,
2.Патент ФРГ № 2116604, кл. В 21 В 21/04, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| СПОСОБ ХОЛОДНОГО ПИЛЬГЕРОВАНИЯ ТРУБ | 1997 |
|
RU2210444C2 |
| ПИЛЬГЕРНЫЙ СТАН | 1994 |
|
RU2107565C1 |
| Подающее устройство стана холодной пильгерной прокатки труб | 1972 |
|
SU518113A3 |
| МЕХАНИЗМ ПОДАЧИ ПИЛЬГЕРНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU423274A3 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОГО ПИЛЬГЕРОВАНИЯ С ДВИЖУЩЕЙСЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНО ПРОКАТНОЙ КЛЕТЬЮ | 1992 |
|
RU2048218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ПОПЕРЕЧНО-ВИНТОВОЙ И ПИЛЬГЕРНОЙ ПРОКАТКОЙ | 1995 |
|
RU2139154C1 |
27 П Z1 S 21 5,
N
j
