Область техники, к которой относится изобретение
Изобретение относится к производству бесшовных прокатанных труб из сплошных заготовок. В частности, изобретение относится к комбинированному прокатному стану поперечно-винтовой прокатки.
Уровень техники
Обычно процесс прокатки бесшовных труб состоит из трех этапов: прошивание, отделочное обкатывание (также называемое чистовой прокаткой) и калибровка до конечного требуемого диаметра.
В соответствии с первым известным способом работы этап прошивания прокатываемого изделия выполняют в системе, предназначенной только для данной цели, то есть отдельно от системы, в которой происходит прокатка. В связи с этим в патентах US 401145 и ЕР 1764167 описаны прокатные станы, предназначенные для изготовления бесшовных труб из прокатываемого изделия, которое предварительно прошло прошивание. Фактически в таких прокатных станах нет оборудования для прошивания прокатываемого изделия, потому что на вход прокатного стана поступает прошитое изделие.
В частности, в патенте US 401145 описан прокатный стан, содержащий две последовательно расположенные прокатные клети. В первой клети прокатку выполняют с помощью конусных валков, оси которых проходят горизонтально под некоторым углом к оси изделия, при этом они используют первый внутренний инструмент, который установлен на конце первого стержня, вставленного и опирающегося на сторону загрузки прошитой трубы. Во второй клети прокатку выполняют с помощью двух валков для поперечно-винтовой прокатки с вогнутой поверхностью и горизонтальными осями, расположенными под углом к оси изделия, которые используют второй наружный инструмент, установленный на конце второго стержня, вставленного и опирающегося на сторону выгрузки прошитой трубы. В патенте US 401145 первая прокатная клеть выполнена с возможностью первого удлинения за счет обработки внутренней поверхности, а вторая прокатная клеть выполнена с возможностью завершения процедуры удлинения за счет обработки наружной поверхности.
В отличие от описанных решений в некоторых прокатных станах этап прошивания выполняют во время поперечно-винтовой прокатки с помощью прокатного стана, имеющего валки, оси которых проходят под углом к оси изделия, при этом используется внутренний инструмент оживальной формы, называемый насадкой. Следующий этап прокатки выполняют на продольных многоклетьевых прокатных станах с двумя или тремя валками в каждой клети, которые используют подвижный дорн, или на поперечных прокатных станах с двумя или тремя валками, которые используют инструмент или подвижный дорн.
В соответствии с последними вариантами можно использовать прокатные станы Ассела, прокатные станы Акку-Ролл, прокатные станы Дишера, прокатные станы в виде вращающихся расширителей и прокатные станы для продольной или поперечно-винтовой прокатки, при этом скорость обработки абсолютно не зависит от скорости работы прошивной клети, расположенной перед ними в производственной линии.
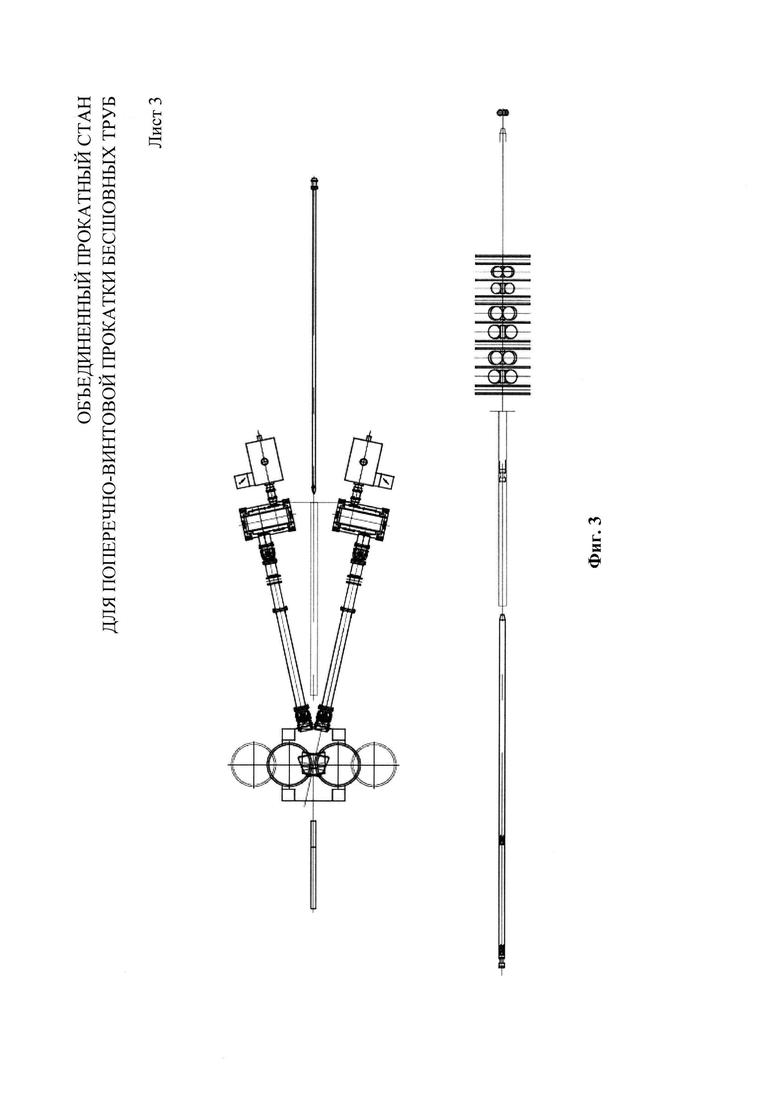
Независимость работы достигается за счет поперечной загрузки прокатываемого изделия, которую выполняют на входе стана чистовой прокатки и на выходе прошивной клети. В связи с этим необходимо устанавливать два прокатных стана (прошивной и чистовой станы) последовательно вдоль параллельных, но не совпадающих осей прокатки. Транспортировка прокатываемой детали от клети прошивного стана к клети чистового стана, расположенной на некотором расстоянии со смещением, связана с определенными проблемами, вызванными длительностью транспортировки, поскольку при этом в прошиваемый элемент всасывается свежий воздух, что приводит к реакциям кислорода с раскаленным металлом и образованию оксидов, негативно влияющих на последующую прокатку и конечное качество прокатанных труб. На фиг. 3 показан прокатный стан, известный из уровня техники, который имеет прошивную клеть, расположенную перед продольным прокатным станом, использующим дорн.
Очевидно, что, кроме внутреннего окисления, происходит быстрое охлаждение прошитой части, что негативно отражается на качестве последующей прокатки.
При установке прошивной клети и чистовой клети на некотором расстоянии таким образом, чтобы их оси были параллельными и были смещены относительно друг друга, цех, в котором будет установлена система прокатки труб, должен иметь очень большую ширину, обычно не менее 33-42 метров, что требует больших капитальных и административных расходов на всю систему.
Раскрытие изобретения
Основной целью изобретения является создание комбинированного прокатного стана для изготовления бесшовных труб, который является более бюджетным по сравнению с известными аналогами благодаря снижению капитальных затрат на строительство и эксплуатацию.
Эти и другие цели достигаются с помощью поперечно-винтового прокатного стана для прокатки бесшовных труб, который определяет первую ось прокатки и содержит прошивную клеть с прокатными валками, оси которых проходят под углом к оси изделия, при этом ось прокатки данной клети совпадает с указанной первой осью прокатки, причем прошивная клеть выполнена с возможностью изготовления первой трубы с первой длиной прокатанного изделия после прошивания заготовки;
по меньшей мере одну чистовую клеть с прокатными валками, оси которых проходят под углом к оси изделия, при этом ось прокатки данной клети совпадает с первой осью прокатки, причем чистовая клеть выполнена с возможностью изготовления второй трубы из первой трубы со второй длиной прокатанного изделия после чистовой прокатки первой трубы; и
по меньшей мере одну чистовую клеть, расположенную после прошивной клети на расстоянии, равном или большем длине первого прокатанного изделия, благодаря чему во время прокатки передний конец первой трубы попадает в чистовую клеть только после того, как задний конец первой трубы выйдет из прокатной клети.
Прокатный стан содержит по меньшей мере один стержень с концевым инструментом, выполненный с возможностью прошивания и прокатки заготовки, первую часть, длина которой больше длины первого прокатанного изделия, промежуточный инструмент, выполненный с возможностью прокатки первой трубы и получения из нее второй трубы, и вторую часть, длина которой больше длины второго прокатанного изделия. В частности, в соответствии с изобретением для прошивания на прошивной клети и для чистовой прокатки на чистовой клети используется один стержень.
С помощью прокатного стана, соответствующего настоящему изобретению, значительно снижаются начальные затраты на строительство и эксплуатационные расходы. Это связано со снижением сложности оборудования, необходимого для работы системы прокатки, и затрат на строительные работы. Кроме того, стоимость монтажа может быть снижена за счет уменьшения объема строительных работ, например экскавационных и фундаментных работ, а также за счет уменьшения объема работ по строительству цеха, например за счет уменьшения его высоты и ширины пролетов. Не менее важную роль играет снижение расходов за счет использования вспомогательных систем меньших размеров; фактически при уменьшении ширины пролетов можно использовать более короткие и дешевые мостовые краны. Снижение общего веса конструкции цеха также положительно отражается на конечных затратах.
Прокатный стан в соответствии с изобретением обладает важным преимуществом, которое заключается в том, что первые два этапа деформации прокатываемого изделия, то есть этап прошивания и чистовой прокатки, выполняют на одной оси прокатки. Расстояние между соответствующими участками, на которых выполняют эти два этапа, незначительно превышает длину прошитого изделия. Данная особенность позволяет устранить большинство недостатков прокатных станов для труб, известных из уровня техники, и ранее не была реализована в станах поперечно-винтовой прокатки с прокатными клетями, расположенными вдоль одной оси прокатки.
В данном контексте термин «комбинированный» относится к прокатному стану, в котором этапы прошивания и чистовой прокатки выполняют в быстрой последовательности на одной оси прокатки.
Предпочтительные варианты реализации изобретения описаны в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Другие отличительные особенности и преимущества изобретения станут очевидны после ознакомления с подробным описанием предпочтительного, но не исключительного варианта реализации прокатного стана в соответствии с изобретением и описанного в качестве неограничительного примера со ссылкой на сопроводительные чертежи, на которых:
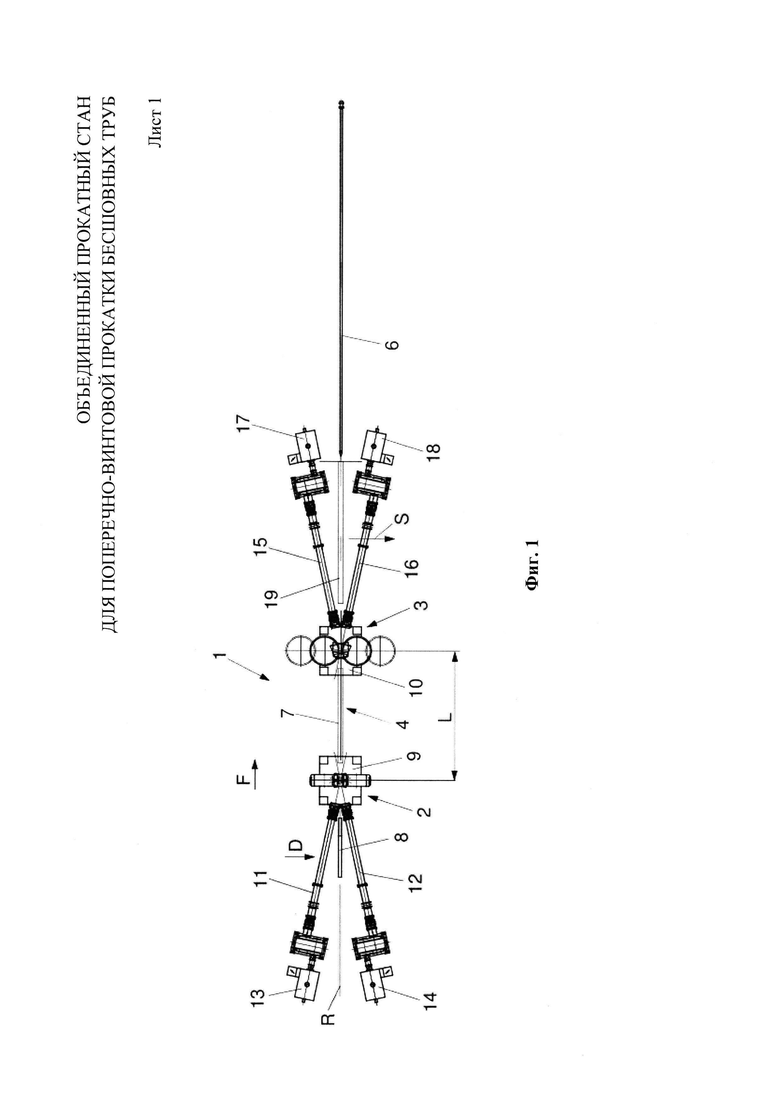
на фиг. 1 показан вид в плане прокатного стана в соответствии с изобретением;
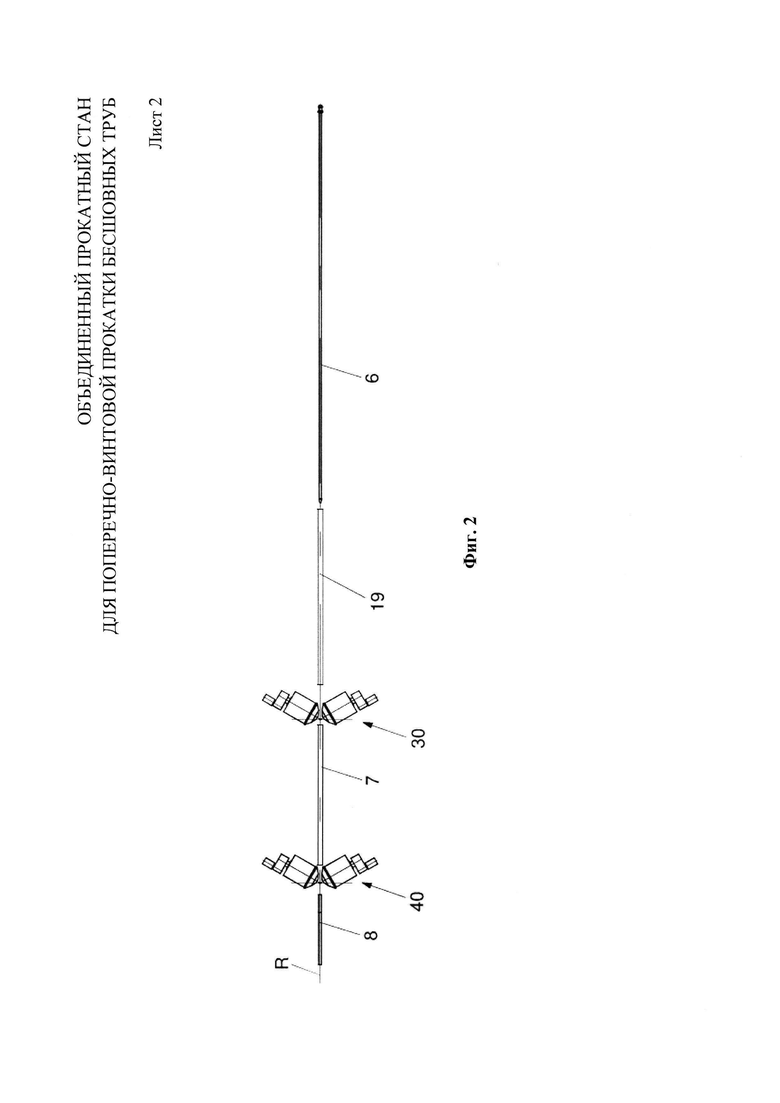
на фиг. 2 показан вид в плане другого варианта реализации прокатного стана в соответствии с изобретением;
на фиг. 3 показаны виды в плане прошивного прокатного стана для поперечно-винтовой прокатки и продольного многоклетьевого прокатного стана, известных из уровня техники;
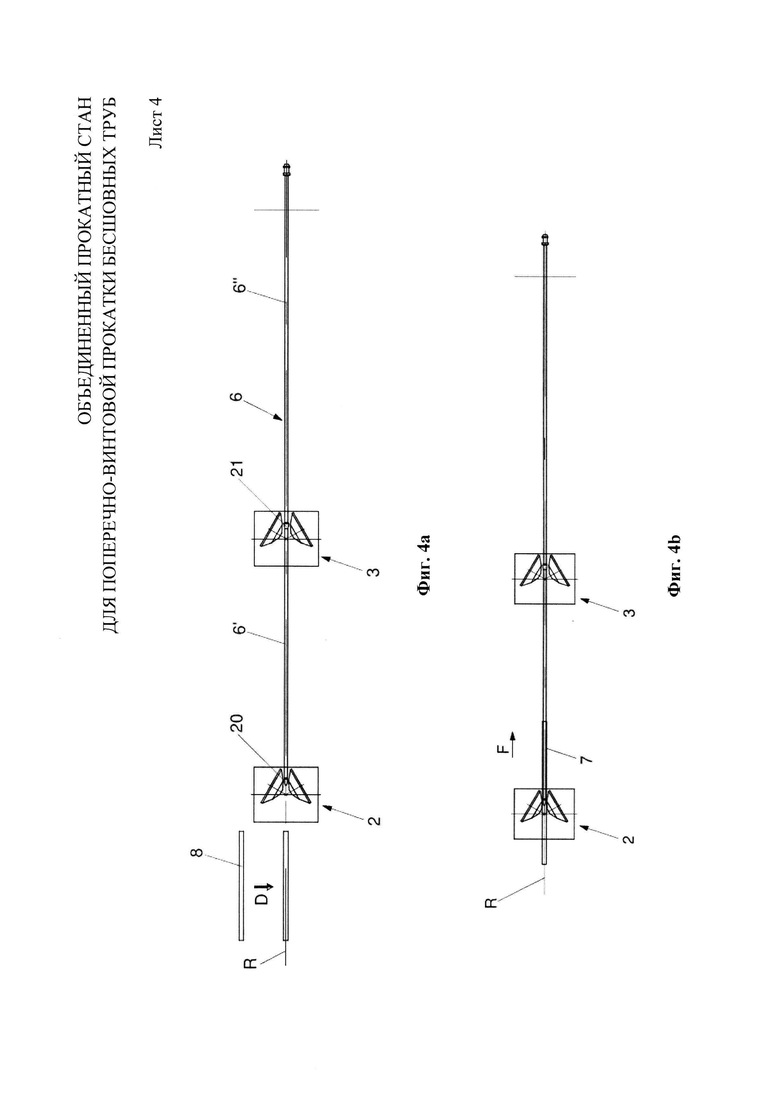
на фиг. 4a-4h показаны этапы прокатки трубы с помощью прокатного стана в соответствии с изобретением.
Осуществление изобретения
Как показано на сопроводительных чертежах, прокатный стан 1 в соответствии с изобретением начинает обработку «сплошного» прокатываемого изделия, например заготовки 8. Термин «сплошной» означает, что между отливкой изделия и его подачей в прокатный стан 1 для изготовления бесшовной прокатанной трубы прошивание не выполняется.
В соответствии с изобретением прокатный стан 1 содержит прошивную клеть 2 и прокатную клеть 3 (также называемую чистовой клетью), расположенные друг за другом вдоль линии R прокатки (также будет называться «осью R прокатки»), которая является общей для обеих клетей 2 и 3. Клети 2 и 3 представляют собой клети поперечно-винтовой прокатки, то есть оси их прокатных валков расположены под углом к оси прокатываемой трубы 8. Прошивная клеть 2 имеет два вертикальных рабочих валка, то есть под и над осью R прокатки, две неподвижные или дисковые боковые направляющие, блок 9 из трех направляющих для стержня 6, который установлен в прошивной клети 2 на стороне выгрузки трубы. Соединительные валы 11, 12 и соответствующие электродвигатели 13, 14 прошивной клети 2 установлены на стороне загрузки трубы слева, как показано на фиг. 1. Стержень 6 содержит по меньшей мере один концевой инструмент 20, который предназначен для прошивания сплошной заготовки и ее прокатки с помощью прокатного валка прошивной клети 2.
Чистовая клеть 3, расположенная сразу после прошивной клети 2, имеет два вертикальных рабочих валка, то есть под и над осью R прокатки, две боковых дисковых направляющих, блок 10 из трех направляющих для стержня 6, который установлен внутри чистовой клети 3 на стороне загрузки. Соединительные валы 15, 16 и соответствующие электродвигатели 17, 18 установлены на стороне выгрузки. Предпочтительно чистовая клеть 3 идентична первой прошивной клети 2, но повернута на 180° вокруг вертикальной оси клети таким образом, чтобы соединительные валы 15, 16 и соответствующие электродвигатели 17, 18 чистовой клети 3 расположены на противоположной стороне области, которая отделяет прошивную клеть 2 от чистовой клети 3, образуя Х-образную конфигурацию при виде сверху.
В конфигурации в соответствии с изобретением заготовку 8 загружают в прошивную клеть 2 слева, то есть в направлении стрелки D, и выгружают из чистовой клети 3 справа, то есть в направлении стрелки S, образуя S-образную конфигурацию. В данном случае стержень 6 всегда вращается по часовой стрелке во время прошивания и чистовой прокатки, если смотреть на прокатываемую трубу из области перед прокатным станом.
Может быть использована противоположная конфигурация, в которой заготовку 8 загружают в прошивную клеть 2 слева и выгружают из чистовой клети справа, образуя Z-образную конфигурацию. В данном случае стержень всегда вращается против часовой стрелки во время первой и второй прокатки.
Предпочтительно прокатку в чистовой клети 3 выполняют с помощью промежуточного инструмента 21, установленного в промежуточной области стержня 6. Альтернативно данный тип прокатки может быть заменен на прокатку с помощью цилиндрического дорна за счет установки устройств, предназначенных для осевого перемещения самого дорна. В данном случае необходимо использовать дорнование сжатия, а не растяжения.
В отличие от известных решений, в настоящем изобретении для прошивания в прошивной клети 2 и для чистовой прокатки в чистовой клети 3 используется один стержень. Стержень 6 также поддерживается на стороне выгрузки полученного прокатанного изделия (обозначенного позицией 19 на фиг. 1), то есть на стороне выгрузки чистовой клети 3.
Преимущество комбинированной прокатки на одной оси прокатки заключается в том, что количество воздуха, поступающего в прошитое изделие между прошиванием и прокаткой, ограничено благодаря наличию стержня 6 внутри прошитого изделия, и таким образом, системы удаления кислорода из прошитого изделия и системы смазки внутреннего инструмента становятся ненужными, повышается эффективность затрат, а также перестает образовываться дым от сгорания восстановительных и смазочных веществ.
В общем случае в прокатном стане 1 рабочая процедура предусматривает прошивание и первое удлинение сплошной заготовки 8 (с помощью концевого инструмента 20) у прошивной клети 2 для получения прошитой трубы (для наглядности обозначена ссылочной позицией 7), а также последующее удлинение прошитой трубы 7 в чистовой клети 3. Таким образом, в прошивной клети 2 сначала обрабатывают внутреннюю часть сплошной заготовки 8, то есть выполняют прошивку и первый этап удлинения. В чистовой клети 3 обрабатывают наружную часть прошитой трубы 7, то есть выполняют второй этап удлинения и формирования прокатанной трубы (обозначенной ссылочной позицией 19 на фиг. 1).
Кроме клетей 2 и 3, описанных выше, прокатный стан 1 также содержит загрузочную часть (не показана), расположенную перед стандартной прошивной клетью 2, причем загрузочная часть содержит открытый канал и часть с закрытым концом (так называемая пневматическая пушка или ствол пневматической пушки), которая направляет заготовку к первой клети. Продвижение заготовки 8 между рабочими валками прошивной клети 2 выполняют с помощью толкателя, например, с гидравлическим или электромеханическим управлением.
Промежуточная секция 4 прокатного стана 1 расположена после прошивной клети 2 и перед чистовой клетью 3. Промежуточная секция 4 направляет стержень 6 путем его центрования относительно оси R прокатки с помощью одного или нескольких блоков из трех направляющих (не показаны), которые поддерживают и перемещают прошитые изделия у выхода прошивной клети 2 в сторону прокатной клети 3, например, по спирали. Данная функция может быть выполнена с помощью выдвижного рольганга, ось которого расположена под углом к оси изделия, и верхнего прижимного валка или, например, с помощью одной или нескольких пар уравновешенных валков с приводом, оси которых проходят под углом к оси изделия, при этом сами валки расположены слева и справа от оси R прокатки. Промежуточная секция 4 также предназначена для создания свободного пространства между прошивной клетью 2 и прокатной клетью 3, необходимого для проведения технического обслуживания клетей и устройств, установленных в них.
Обычно, но не всегда, прокатный стан 1 дополнительно содержит калибровочную клеть, расположенную после чистовой клети 3. Такая калибровочная клеть (также называемая калибровочным прокатным станом) не показана на сопроводительных чертежах и может представлять собой устройство известного типа. Такой прокатный стан может быть расположен на оси, параллельной оси R прокатки. Участок выгрузки с блоками из трех направляющих и выдвижным рольгангом с электроприводом также может быть использован для выгрузки прокатанной трубы.
После завершения чистовой прокатки стержень 6 перемещается к стороне выгрузки, а труба смещается относительно оси на стороне выгрузки, при этом после выталкивания стержня 6 из трубы система, например, с поворотными рычагами переносит трубу в поперечном направлении для выполнения третьего завершающего этапа калибровки.
Также установлено осевое исполнительное приспособление стержня 6, которое представляет собой каретку, перемещающуюся между рабочим и выдвинутым положениями для выгрузки трубы и перемещения самого стержня. В рабочем положении блокирующие устройства предназначены для поддержания осевого усилия стержня 6, а регулировочные устройства, предпочтительно электромеханического типа, предназначены для осевого позиционирования инструмента 20, расположенного у переднего конца стержня 6 рядом с прошивной клетью 2, и, возможно, промежуточного инструмента 21, расположенного рядом с чистовой клетью 3.
Кроме того, две двойные станции охлаждения инструментов 20 и 21, установленные на стержне 6, расположены с двух сторон от оси R прокатки у стержня 6 в выдвинутом положении, при этом каждая из них имеет два открываемых канала, расположенных у двух инструментов.
Система смены стержней также расположена между участком прокатки и системой поворотных рычагов. Один рычаг выгружает стержень 6, который был использован для прокатки трубы в конце цикла прокатки в двух клетях, а второй рычаг загружает в это время следующий стержень, полностью эквивалентный предыдущему стержню, из станции охлаждения с противоположной стороны, устанавливая его на ось R прокатки. Кроме того, предусмотрена система предварительного поворота стержня 6, которая работает по заданному циклу прокатки и запускает вращение стержня до загрузки в прошивную клеть 2 и загрузки в чистовую клеть 3.
Данные компоненты прокатного стана известны из уровня техники и не показаны на сопроводительных чертежах, поскольку их объединение в прокатном стане в соответствии с изобретением известно специалистам в данной области техники.
Во время прокатки стержень 6 одновременно находится в прошивной клети 2 и прокатной клети 3, а также поддерживает инструмент 20, используемый внутри прокатанного изделия в чистовой клети, и промежуточный инструмент 21, используемый внутри первой трубы 7 в чистовой клети. Предпочтительно стержень 6 состоит из двух сегментов 6', 6'', прикрепленных друг к другу, которые могут быть сняты для замены промежуточного инструмента 21. Соединение двух сегментов достигается с помощью соединительных систем, аналогичных системам, которые используются для соединения концевого инструмента 20 и стержня. Фиксация может быть выполнена с помощью двух штифтов, надежно сцепленных в пазе и создающих надежное, простое и быстроразъемное соединение.
Длина прошитого изделия на выходе первой прошивной клети 2 больше начальной длины заготовки 8 до прошивания и меньше номинального расстояния L между прошивной клетью 2 и прокатной клетью 3, уменьшенного на величину, соответствующую длине области контакта валков и материала на выходе прошивной клети 2 и длине области контакта валков и материала на входе в прокатную клеть 3.
Предпочтительно прошивная клеть 2 и чистовая клеть 3 идентичны, но расположены по-разному, и прошивная клеть 2 имеет две вертикальные оси и соединительные валы 11, 12 на стороне загрузки прокатываемого изделия, неподвижные или вращающиеся дисковые боковые направляющие, а прокатная клеть 3 является клетью вертикального типа и содержит вращающиеся дисковые направляющие, предназначенные для прокатки длинных и тонких заготовок. Соединительные валы 15, 16 прокатной клети 3 расположены на стороне выгрузки прокатываемого изделия из клети.
В соответствии с вариантом реализации изобретения прокатный стан, изображенный на фиг. 2, содержит вращающийся экспандер 30, расположенный после прошивной клети 2, и имеет валки с большим углом подачи, при этом чистовая клеть 3 и вращающийся экспандер 30 с валами могут быть расположены на стороне выгрузки каждой клети, что позволит исключить необходимость поворота стержней. Даже направляющие системы на участке между двумя валками каждого стана могут быть разного типа.
В еще одном варианте реализации прокатного стана прошивной и прокатный станы могут иметь бочковидные валки с меньшей площадью основания без ограничений по высоте, свойственной станам с конусными валками (обычно угол пересечения осей валков составляет 15°), которые обычно используются в прошивных клетях с конусными валками.
Очевидно, что без отступления от сущности изобретения могут быть использованы клети разных типов, например, с двумя горизонтальными валками или с тремя валками.
Известно, что во время поперечно-винтовой прокатки в каждой клети поперечного прокатного стана прокатываемый материал подается по спирали, то есть имеет осевую составляющую вектора скорости, направленную вдоль оси прокатки, и угловую составляющую вектора скорости. Значения обеих составляющих зависят от скорости вращения рабочих валков прошивной клети 2 и чистовой клети 3, а также от угла между осями валков каждой клети и осью R прокатки. Таким образом, скручивание прокатываемого изделия происходит во время его прохождения через каждую клеть.
Скручивание прокатанной части, возникающее во время прохождения через клеть, приводит к скольжению материала относительно валков и делает использование двух последовательно расположенных клетей поперечно-винтовой прокатки неэффективным при одновременном захвате одной прокатываемой детали, поскольку в этом случае понадобилось бы отрегулировать осевые скорости прокатных валков двух последовательно расположенных клетей путем изменения скорости вращения электродвигателей одной клети относительно электродвигателей другой клети, например, путем непрерывного изменения значений силы тока для электродвигателей. Регулировка угла подачи одной из двух клетей в режиме реального времени также может быть связана с определенными трудностями из-за того, что угол подачи можно изменить в режиме холостого хода, то есть при отсутствии прокатываемой детали, после чего данный угол фиксируется с помощью соответствующих стопорных приспособлений, предназначенных для блокировки вращения барабанов.
Этапы стандартного способа прокатки, которые используют в прокатном стане в соответствии с изобретением, будут описаны ниже со ссылкой на фиг. 4a-4h.
На фиг. 4а показан этап, на котором прошиваемую и прокатываемую заготовку 8 перемещают по оси R прокатки, вдоль которой выровнена прошивная клеть 2. Стержень 6 предварительно выровнен относительно оси R прокатки и установлен в положение, в котором инструмент 20 находится в положении прошивания и прокатки между валками прошивной клети 2, причем часть 6' стержня 6 расположена между прошивной клетью 2 и чистовой клетью 3, а промежуточный инструмент 21 находится в рабочем положении между валками чистовой клети 3. Часть 6'' стержня 6 расположена после чистовой клети 3.
Как показано на фиг. 4b, заготовку 8 проталкивают через прошивную клеть 2, в которой ее прошивают и прокатывают с помощью валков и инструмента 20, перемещая вдоль стержня 6 в направлении стрелки F.
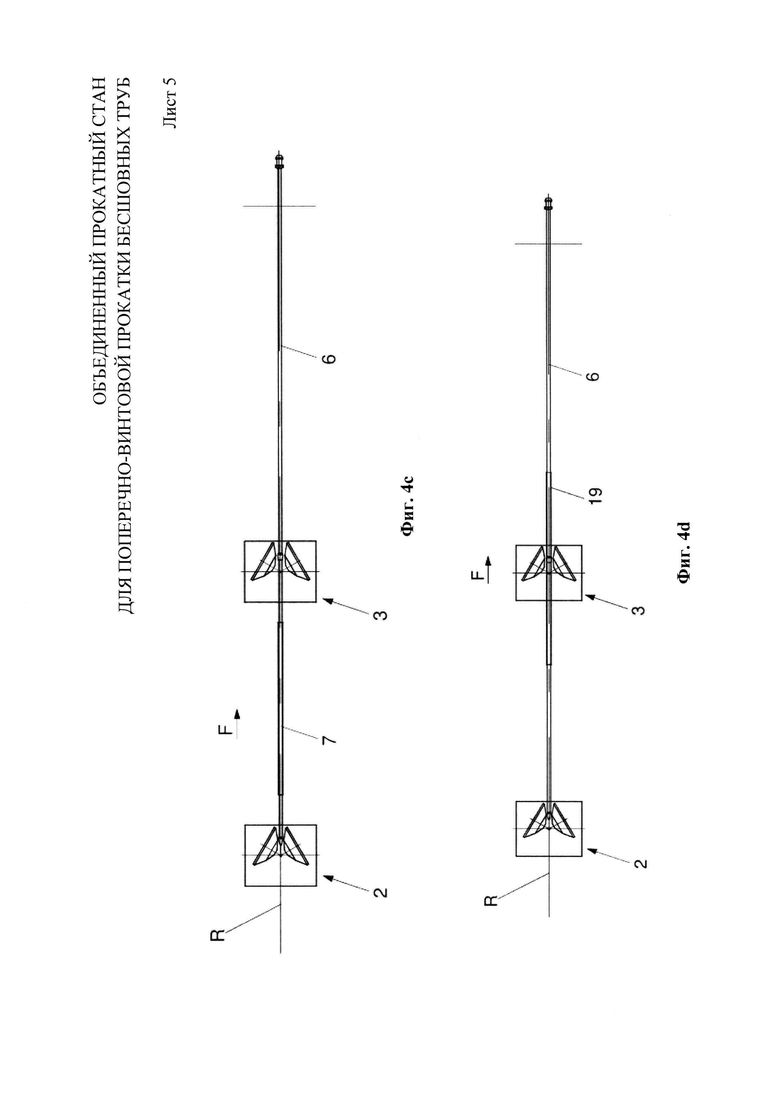
На фиг. 4с показан следующий этап, на котором из заготовки 8 получают полностью прошитую первую трубу, обозначенную ссылочной позицией 7, при этом ее длина превышает начальную длину заготовки, прошедшей первую прокатку. На фиг. 4d показана первая труба 7, которую продолжают перемещать вперед вдоль стержня 6 в направлении стрелки F и проталкивают через чистовую клеть 3, где с помощью валков и инструмента 21 выполняют вторую чистовую прокатку и второе удлинение, после чего получают вторую трубу, обозначенную ссылочной позицией 19, которая имеет большую длину и более тонкие стенки по сравнению с первой трубой 7. Трубы называются первой и второй для простоты, потому что оба элемента получают во время двух последовательных этапов обработки.
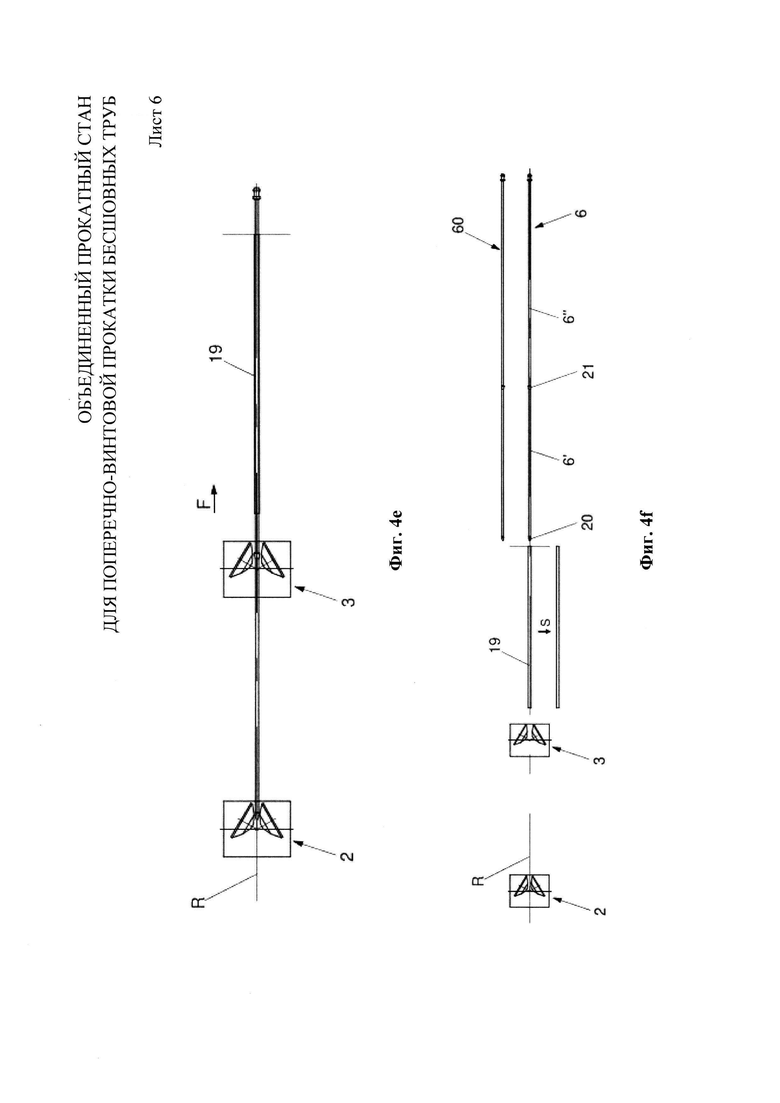
На фиг. 4е показан этап, на котором вторую трубу 19 полностью выгружают из чистовой клети, но оставляют на стержне 6. На фиг. 4f показан этап, на котором стержень 6 выталкивают из второй трубы 19 и переносят в специальное смазочное и охлаждающее устройство, которое не показано на сопроводительных чертежах. Также показан стержень 60, полностью идентичный стержню 6, описанному выше, который используют для прокатки следующей заготовки во время цикла прокатки. Одновременно с этим из второй трубы 19 удаляют стержень 6 путем его перемещения в поперечном направлении, как показано стрелкой S.
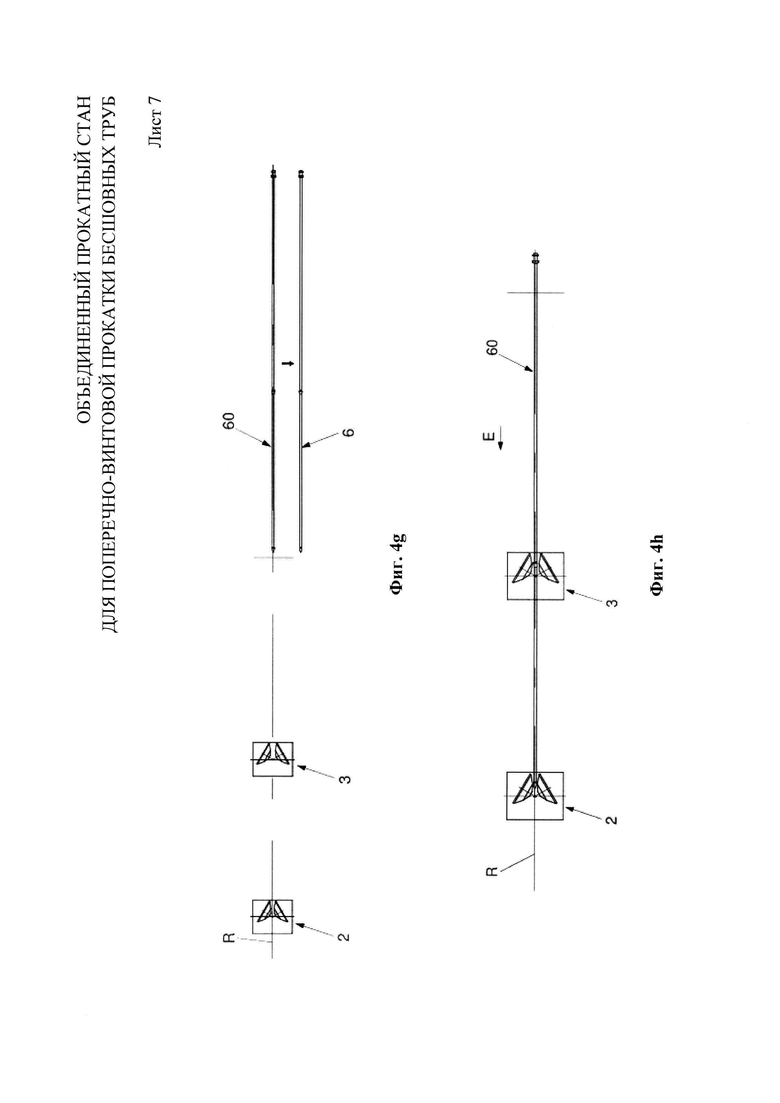
На фиг. 4g показан следующий стержень 60, выровненный относительно оси R прокатки и устанавливаемый в чистовую клеть 3 и прошивную клеть 2 путем перемещения в направлении стрелки Е и установки с помощью двух инструментов 20 и 21 в соответствующих рабочих положениях в прошивной клети 2 и чистовой клети 3.
Данный процесс повторяют необходимое число раз, причем перед каждым циклом прокатки каждой заготовки выполняют охлаждение и смазку стержня; в связи с этим прокатный стан должен иметь необходимое количество стержней, достаточное для достижения необходимой производительности прокатного стана с учетом рабочей скорости обработки каждой трубы. В соответствии с показанным вариантом реализации используют два стержня, однако их может быть больше в зависимости от требований к производительности.
Ниже указаны некоторые размеры прокатного стана в соответствии с изобретением. При создании прокатного стана поперечно-винтовой чистовой прокатки предпочтительно ограничить длину выгрузки трубы, например, в пределах от 12 до 15 метров, чтобы не изготавливать так называемые трубы двойной длины (от 24 до 30 метров). Таким образом, после прошивания длина изделия на выходе первой прошивной клети будет составлять от 8 до 9 метров, а длина заготовки на входе прошивной клети должна быть в диапазоне от 5 до 5,5 метров. На основании указанных значений длины заготовки получается, что расстояние L между двумя клетями должно быть от 9 до 11 метров.
В соответствии с вариантом реализации прокатного стана, в котором вращающийся экспандер, используемый в качестве устройства чистовой прокатки, расположен в конце линии, заготовка должна иметь длину около 6 метров, при этом из нее получают прошитое изделие длиной около 12 метров и прокатанную трубу, выходящую из прокатной клети, длиной около 15 метров. В данном случае расстояние L между прошивной клетью и прокатной клетью должно составлять порядка 14 метров.
Данные размеры выбирают таким образом, чтобы прокатка в прокатной клети 3 и прошивной клети 2 не выполнялись одновременно, благодаря чему можно достичь следующих эксплуатационных и экономических преимуществ:
- возможность использования трансформаторов малой мощности, поскольку исключена ситуация, когда потребуется одновременно подать ток на две клети, так как прокатку в каждой клети выполняют в разное время,
- отсутствие увеличения осевых нагрузок на стержень со стороны инструментов, установленных в прошивной и прокатной клетях, поскольку захват прокатываемого изделия в каждой клети выполняют в разное время;
- отсутствие функциональных ограничений на углы подачи в прошивной и прокатной клетях позволяет регулировать крутящие моменты прокатки двух клетей с целью оптимизации габаритов клетей и соответствующих систем управления: валов, редукторов, электродвигателей;
- отсутствие функциональных ограничений на значения скорости электродвигателей чистовой клети и прокатной клети.
Комбинированный прокатный стан, описанный выше, позволяет последовательно выполнять прошивание и прокатку вдоль одной оси прокатки без извлечения стержня и прошивного инструмента после прошивания; такая последовательность позволяет выполнять первые два этапа прошивания и прокатки в области с ограниченной шириной, например, 21 метр вместо 36 метров, требуемых для стандартных систем, и достичь очевидных экономических преимуществ с точки зрения механических устройств и систем.
Дополнительное преимущество достигается за счет исключения необходимости использования систем смазки внутреннего инструмента в чистовой клети, а также за счет исключения необходимости смазки и восстановления внутренней части прошитой детали, благодаря чему становятся ненужными вытяжные зонты и устройства очистки отходящих газов. После комбинированного прокатного стана может быть установлена проходная конвекционная печь и прокатный стан с калибратором, известные из уровня техники. Калибратор предназначен для получения необходимого конечного диаметра, при этом индукционная печь может быть использована как для уменьшения занимаемой площади за счет уменьшения размеров пролета, так и для обеспечения универсальности использования, поскольку ее можно легко отрегулировать или даже выключить, в частности, во время прокатки изделий большой или средней толщины (например, 18-30 мм).
При наличии определенных требований к прокатке вместо индукционной печи перед калибратором может быть установлена нагревательная печь, работающая на органическом топливе, например, печь для нагрева профильного материала.
В чистовых прокатных станах с вращающимся экспандером перед конечной калибровкой для устранения волнистости трубы на выходе из экспандера и для уменьшения допусков по толщине трубы может быть установлен обкатной стан.
Показанные способ и прокатный стан, используемые для простого и недорогого изготовления бесшовных труб (по сравнению с известными аналогами), имеют ограниченные поперечные размеры, что позволяет снизить стоимость строительства цеха и стоимость крана, тем самым снижая установленную электрическую мощность и ограничивая стоимость оборудования за счет отсутствия дорнов и нескольких блоков валков для прошивного и чистового прокатного стана.
Изобретение относится к области производства бесшовных труб. Комбинированный прокатный стан для поперечно-винтовой прокатки имеет валки, оси которых расположены под углом к оси изделия. Повышение экономичности производства обеспечивается за счет того, что стан содержит прошивную клеть (2) с прокатными валками, оси которых расположены под углом к оси изделия, для прошивки первой трубы (7) с первой длиной, меньшей по сравнению с расстоянием до следующей чистовой клети (3). Стан имеет стержень (6), на конце которого расположен первый концевой прошивной инструмент (20), а также второй чистовой инструмент (21), установленный рядом с чистовой клетью (3). Чистовая клеть (3) расположена после прошивной клети (2) таким образом, чтобы во время прокатки передний конец первой трубы (7) мог быть загружен в чистовую клеть (3) только после того, как задний конец первой трубы (7) будет полностью выгружен из прошивной клети (2). 2 н. и 14 з.п. ф-лы, 4 ил.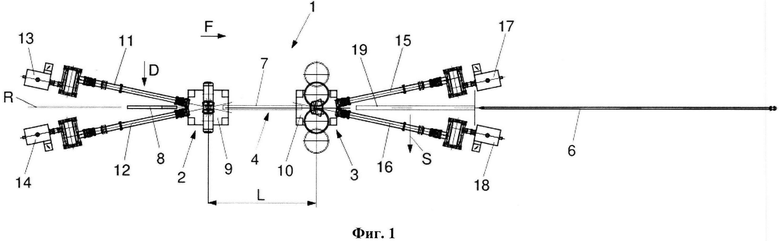
1. Комбинированный прокатный стан (1) для поперечно-винтовой прокатки бесшовных труб из сплошной заготовки (8), причем указанный прокатный стан (1) определяет первую ось (R) прокатки и содержит:
- прошивную клеть (2), имеющую прокатные валки, оси которых расположены под углом к оси изделия, при этом ось прокатки клети совпадает с указанной первой осью (R) прокатки, которая выполнена с возможностью изготовления первой трубы (7), имеющей длину первого прокатанного изделия после прошивки сплошной заготовки (8);
- по меньшей мере одну чистовую клеть (3), имеющую прокатные валки, оси которых расположены под углом к оси изделия, при этом ось прокатки клети совпадает с указанной первой осью (R) прокатки, которая выполнена с возможностью изготовления второй трубы (19) со второй длиной прокатанного изделия из первой трубы (7) после чистовой прокатки первой трубы (7),
в котором по меньшей мере одна чистовая клеть (3) расположена после прошивной клети (2) на расстоянии, равном или большем длины первого прокатанного изделия, обеспечивающем возможность входа переднего конца первой трубы (7) в чистовую клеть (3) во время прокатки только после выхода заднего конца первой трубы (7) из прошивной клети (2),
причем прокатный стан (1) содержит по меньшей мере один стержень (6) с концевым инструментом (20), выполненный с возможностью прошивания и прокатки заготовки (8), с первой частью (6'), длина которой больше длины первого прокатанного изделия, с промежуточным инструментом (21), выполненным с возможностью прокатки первой трубы (7) и получения из нее второй трубы (19), и со второй частью (6''), длина которой больше длины второго прокатанного изделия, при этом для прошивания в прошивной клети (2) и для конечной прокатки в чистовой клети (3) используется один стержень.
2. Комбинированный прокатный стан по п. 1, в котором прошивная клеть (2) и чистовая клеть (3) имеют идентичную конструкцию.
3. Комбинированный прокатный стан по п. 2, в котором чистовая клеть (3) расположена вдоль первой оси (R) прокатки и повернута на 180° вокруг вертикальной оси клети таким образом, что соединительные валы (15, 16) и соответствующие электродвигатели (17, 18) чистовой клети (3) расположены на противоположной стороне области, которая отделяет прошивную клеть (2) от чистовой клети (3), образуя Х-образную конфигурацию при виде сверху.
4. Комбинированный прокатный стан по п. 3, в котором прошивная клеть (2) и чистовая клеть (3) смещены относительно друг друга в направлении первой оси (R) прокатки.
5. Комбинированный прокатный стан (1) по п. 1, в котором прокатный стан (1) содержит калибровочную клеть, расположенную после чистовой клети (3).
6. Комбинированный прокатный стан (1) по п. 5, в котором ось прокатки калибровочной клети параллельна оси (R) прокатки указанного прокатного стана (1).
7. Комбинированный прокатный стан (1) по п. 1, который содержит осевое исполнительное приспособление стержня (6), содержащее каретку, перемещающуюся между рабочим и выдвинутым положениями для выгрузки указанной второй трубы (19) и перемещения стержня (6).
8. Комбинированный прокатный стан (1) по п. 7, который дополнительно содержит блокирующие устройства, которые в рабочем положении поддерживают осевое усилие стержня (6), а также регулировочные устройства, которые в рабочем положении выполняют осевое позиционирование концевого инструмента (20), расположенного рядом с прошивной клетью (2), и промежуточного инструмента (21), расположенного рядом с чистовой клетью (3), вдоль оси (R) прокатки.
9. Комбинированный прокатный стан (1) по п. 7, который дополнительно содержит пару станций охлаждения, которые в выдвинутом положении выполнены с возможностью охлаждения указанных инструментов (20, 21), установленных на стержне (6).
10. Комбинированный прокатный стан (1) по п. 8, который дополнительно содержит пару станций охлаждения, которые в выдвинутом положении выполнены с возможностью охлаждения инструментов (20, 21), установленных на стержне (6).
11. Комбинированный прокатный стан (1) по п. 1, который дополнительно содержит систему смены стержней с поворотными рычагами для замены стержня (6) на другой стержень (60) между циклами прокатки.
12. Комбинированный прокатный стан (1) по п. 1, который дополнительно содержит систему предварительного поворота стержня (6), обеспечивающую возможность запуска вращения стержня (6) до загрузки в прошивную клеть (2) и до загрузки в чистовую клеть (3).
13. Способ поперечно-винтовой прокатки бесшовных труб из сплошной заготовки с помощью прокатного стана по п. 1, при этом:
- устанавливают стержень (6) вдоль оси (R) прокатки таким образом, чтобы концевой инструмент (20) был расположен внутри прошивной клети (2), а промежуточный инструмент (21) был расположен внутри чистовой клети;
- устанавливают заготовку (8) на ось (R) прокатки и затем выполняют прошивку заготовки (8) для получения первой трубы (7), прошитой в продольном направлении, имеющей длину первого прокатанного изделия, установленного на стержень (6);
- полностью выгружают первую трубу (7) из прошивной клети (2);
- загружают первую трубу (7) в чистовую клеть (3) и прокатывают первую трубу (7) для получения из нее второй трубы (19) с длиной второго прокатанного изделия;
- полностью выгружают вторую трубу (19) из чистовой клети (3) в положение установки на стержень (6);
- извлекают стержень (6) из второй трубы (19).
14. Способ прокатки по п. 13, в котором после извлечения стержня из второй трубы (19) вторую трубу перемещают к калибровочной клети.
15. Способ прокатки по п. 13, в котором указанные этапы повторяют во время каждого цикла прокатки каждой прокатываемой трубы.
16. Способ прокатки по п. 14, в котором указанные этапы повторяют во время каждого цикла прокатки каждой прокатываемой трубы.
| СПОСОБ ХРАНЕНИЯ СВЕЖИХ ОГУРЦОВ | 0 |
|
SU259623A1 |
| Способ получения 3-бромзамещенных солей пирилия | 1971 |
|
SU401145A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Способ продольной прокатки труб | 1989 |
|
SU1733131A1 |

