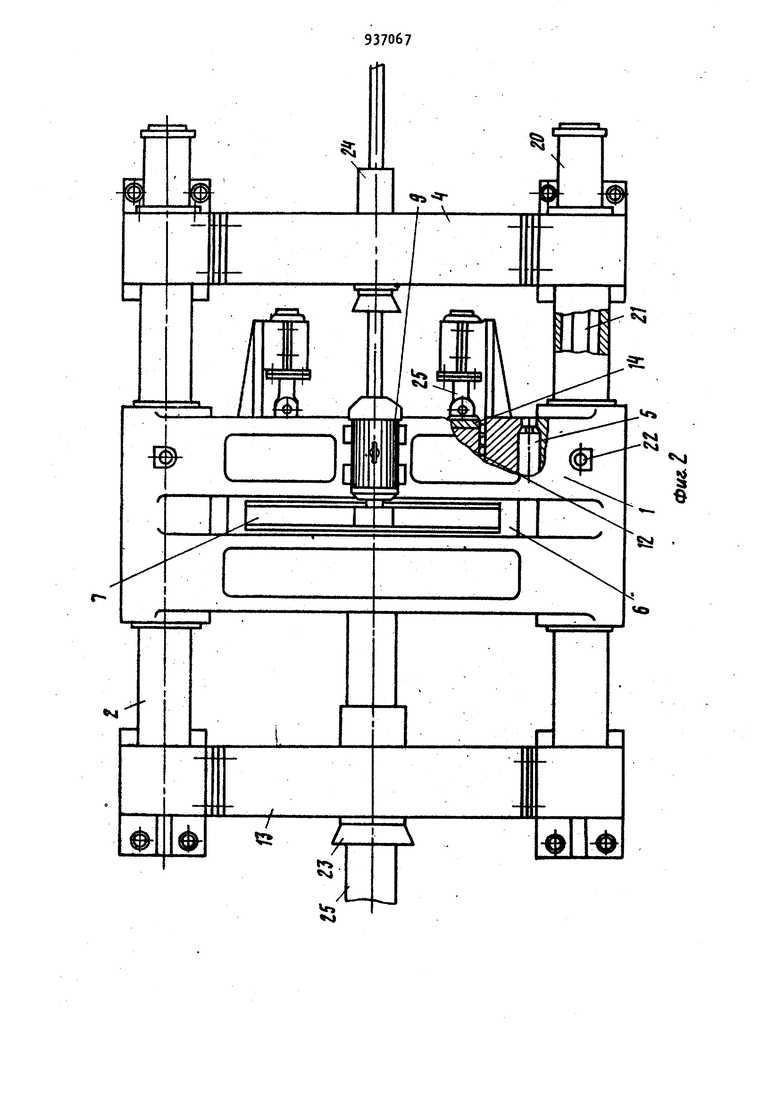
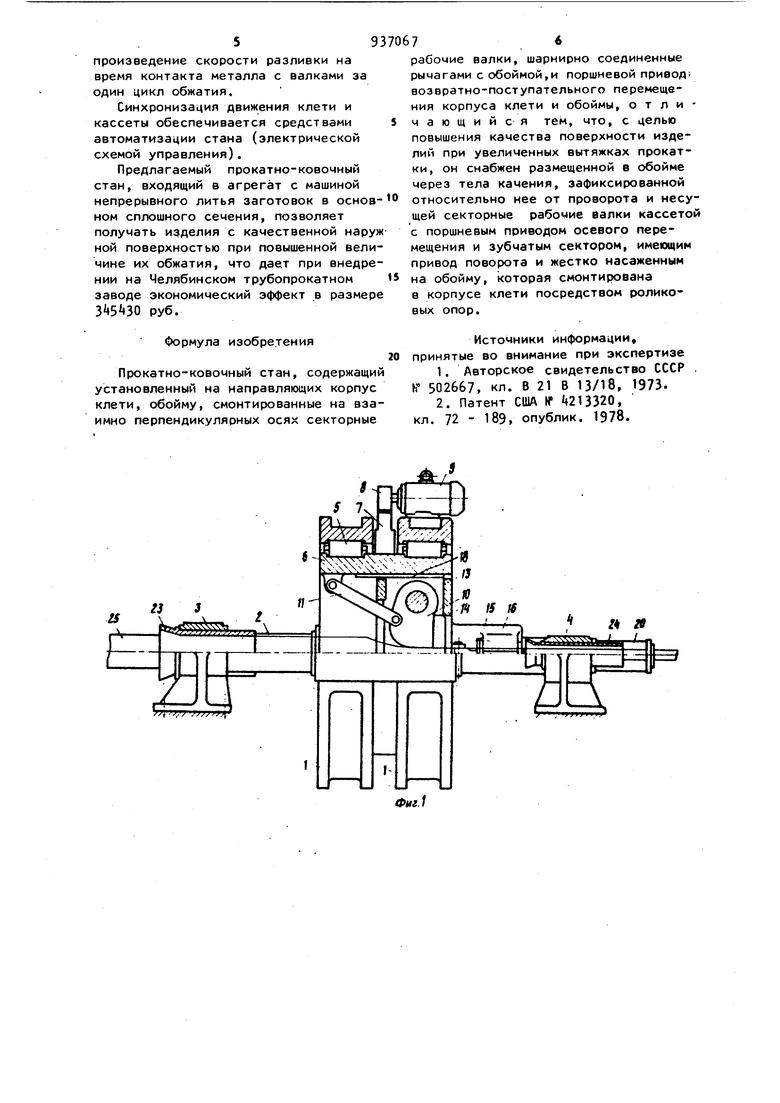
1 . Изобретение относится к обработке металлов давлением, а именно к прокатным станам, предназначенным для совмещения с машинами непрерывного литья заготовок (МНЛЗ). Известен прокатно-ковочный стан, содержащий корпус клети, ее привод возвратно-поступательного перемещения и размещенные в нем секторные рабочие валки, шарнирно соединенные через рычаги с неподвижной обоймой, в которой размещен механизм подачи заготовки 1 Однако работа этого стана связана с периодической подачей заготовки что приводит к появлению осевых усилий в заготовке. Наиболее близким к предлагаемому является прокатно-ковочный стан, содержащий корпус клети, соосно расположенную ему обойму, смонтированные 8 корпусе на взаимно перпендикулярных осях рабочие секторные валки. шарнирно соединенные рычагами с обоймой, и поршневой привод возвратнопоступательного перемещения корпуса клети и обоймы 2, Недостатком известного устрюйства, применяемого для совмещения с МНЛЗ, является трудность получения заготовок различной формы сечений из Kpyi- лой непрерывнолитой полосы за один проход с большими вытяжками. Трудность связана с невозможностью кантовки полосы металла на стане, совмещенном с МНЛЗ. Без кантовки полосы полученное сечение после обжатия должно быть вписанным в исходное сечение с тем, чтобы при прокатке на полосе не образовались заусенцы. При обжатии с применением правила вписанных фигур вытяжка мала. Металл . непрерывнолитой полосы прорабатывается недостаточно, что отрицательно сказывается на качестве металла, получаемой заготовки. Кроме того, кантовка способствует равномерности деформации по сечению. Целью изобретения является повыш ние качества поверхнбсти изделий пр увеличенных вытяжках прокатки. Поставленная цель достигается тем, что прокатно-ковочный сТан, содержащий установленный на направляющих корпус клети, обойму, смонти рованные на взаимно перпендикулярны осях секторные рабочие валки, шарни но соединенные рычагами с обоймой, и поршневой привод возвратно-поступательного перемещения корпуса клет и обоймы, снабжен размещенной в обо ме через тела качения, зафиксирован ной относительно нее от проворота и несущей секторные рабочие валки кассетой с поршневым приводом осевого перемещения и зубчатым сектором, имеющим привод поворота и жестко насаженным на обойму, которая смонтирована в корпусе клети посредством роликовых опор. Указанные отличия позволяют осуществить прокатку профильных изделий при высоких вытяжках с раскаткой мест выпусков, т.е. равномерно распределить деформацию по сечению проката, чем обеспечивается высокое качество поверхности изделий. На фиг. 1 представлен стан, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид спереПрокатно-ковочный стан содержит корпус 1 клети, образованный двумя кольцами и установленный на двух направляющих 2, закрепленных в траверсах 3 и 4. Внутри корпуса клети на роликовых опорах 5 размещена обойма 6, на которую жестко насажен зубчатый сектор 7, соединенный через шестерню 8 с приводным двигателем 9 ее поворота, который установлен на одном из колец корпуса кл ти. Рабочие секторные валки 10 рабочей клети Мерез рычаги 11 щарнирно° соединены с обоймой б и установлены в подушках 12 на взаимно перпендикулярных осях 13 Оси 13 валков и подушк 12 валко расположены в несущей их кассете t которая имеет привод ее осевого перемещения в виде поршневых гидроцилиндров 15, установленных на кронштейнах 16, прикрепленных к кас сете 1. Кассета И с валками установлена в обойме 6 через тела 17 качения, размещенные в сепараторе 18.От проворота кассета в обойме зафиксирована посредством профильных восьмигранных соответствующих друг другу пове эхностей кассеты и обоймы. Узлы валков уравновешены пружинами 19.Для возвратно-поступательного перемещения корпуса рабочей клети и обоймы на траверсе k установлены поршневые цилиндры 20, штоки 21 которых проходят внутри пустотелых направляющих 2 и соединяются с корпусом клети пальцами 22, На траверсе 3 установлена вводная проводка 23, а на траверсе - выводная проводка 2 для заготовки 25. Стан работает следующим образом. Заготовка 25, выходящая со скоростью разливки из МНЛЗ, проходит через вводную проволоку 23 к валкам 10. Под действием цилиндров 15 кассета I с валками 10 совершает определенно заданное число ходов в минуту. За цикл она совершает один двойной ход относительно заготовки. В момент захвата заготовки 25 валмами 10 подается рабочая жидкость в (итоковую полость цилиндра 20 привода возвратно-поступательного движения корпуса прокатной клети, и клеть со скоростью, равной скорости заготовки, перемещается по ходу ее движения. При рабочем ходе кассеты (ход кассеты вправо) происходит обжатие металла валками по конусу деформации. Это движение клети вместе с заготовкой происходит до тех пор, пока движение кассеты 14 и пово рот валков 10 после рабочего хода, а затем в конце холостого хрда не п|:5иведет к потере контакта валков с заготовкой и при обратном ходе кассеты валки заготовку не обжимают. Тогда происходит реверс давления в цилиндрах 20 привода клети, жидкость подается в поршневую полость и клеть под действием штоков 21 цилиндров 20 возвращается в положение, соответствующее началу цикла. При этом валки смещаются относительно заготовки на величину подачи. Одновременно происходит поворот обоймы вместе с кассетой I и валками 10 относительно продольной оси заготовки на угол, равный половине угла между соседними валками, посредством электродвигателя 9. Подача металла заготовке в валки опредепяется как произведение скорости разливки на время контакта металла с валками за один цикл обжатия. Синхронизация движения клети и кассеты обеспечивается средствами автоматизации стана (электрической схемой управления). Предлагаемый прокатно-ковочный стан, входящий в агрегат с машиной I ап к о хчумчм - « - г - непрерывного литья заготовок в основном сплошного сечения, позволяет получать изделия с качественной наруж ной поверхностью при повышенной величине их обжатия, что дает при внедрении на Челябинском трубопрокатном заводе экономический эффект в размере руб. Формула изобретения Прокатно-ковочный стан, содержащий установленный на направляющих корпус клети, обойму, смонтированные на взаимно перпендикулярных осях секторные 93 7. рабочие валки, шарнирно соединенные рычагами с обоймой,и поршневой привод возвратно-поступательного перемещения корпуса клети и обоймы, отличающийся тем, что, с целью повышения качества поверхности изделий при увеличенных вытяжках прокатки, он снабжен размещенной в обойме через тела качения, зафиксированной - - относительно нее от проворота и несущей секторные рабочие валки кассетой V ....j .« «ч-чС.гч1 iijft tfAff TniA с поршневым приводом осевого перемещения и зубчатым сектором, имеющим привод поворота и жестко насаженным на обойму, которая смонтирована в корпусе клети посредством роликовых опор. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР Ь 502667, кл. В 21 В 13/18, 1973. 2. Патент США W 213320, кл. 72 - 189, опублик. 1978.
Фиг-З
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Прокатно-ковочный стан | 1977 |
|
SU904851A1 |
| Способ шаговой деформации металлов и сплавов | 1975 |
|
SU944687A1 |
| Приемное устройство прокатно-ковочного стана | 1987 |
|
SU1443992A1 |
| ПРОКАТНЫЙ СТАН | 2006 |
|
RU2324557C1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| Прокатной-ковочный стан | 1989 |
|
SU1699668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1523200A1 |
| Прокатно-ковочный стан | 1986 |
|
SU1342546A1 |