Текст описания в факсимильном виде (см. чертежи)-
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2001 |
|
RU2210480C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ХОНИНГОВАНИЯ | 1999 |
|
RU2166416C2 |
| СПОСОБ РАСКАТКИ ДЕТАЛЕЙ | 2002 |
|
RU2222392C1 |
| ПОДШИПНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2391568C1 |
| СПОСОБ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2011 |
|
RU2478031C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2397052C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2005 |
|
RU2295578C2 |
| СПОСОБ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ВТУЛОК | 1995 |
|
RU2089370C1 |
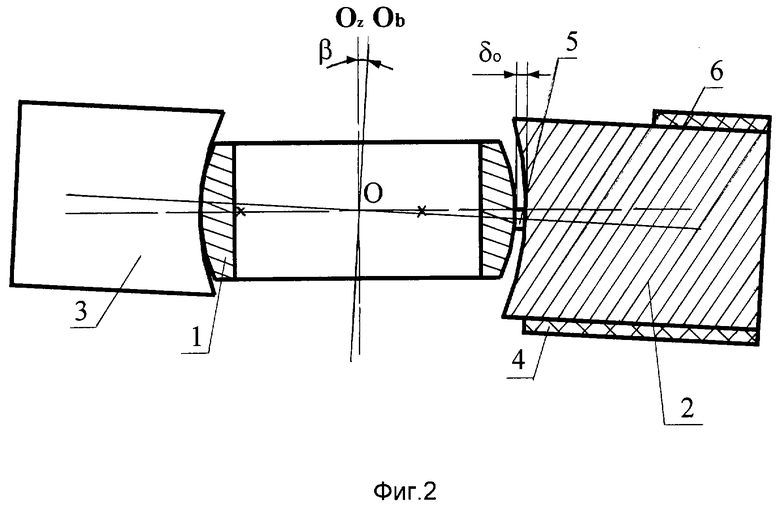
Изобретение может быть использовано при размерной обработке точных деталей вращения из конструкционных сталей. Обработку вращающейся детали ведут одновременно электронейтральным абразивным бруском и электрод-инструментом с профилем, эквидистантным профилю получаемой поверхности заготовки. Электрод-инструмент устанавливают в направляющих с упором для обеспечения требуемого зазора с заготовкой. Заготовке или электрод-инструменту и абразивному бруску сообщают прецессию относительно центра, лежащего на оси заготовки. Обработку заканчивают абразивным бруском до удаления дефектного слоя. Изобретение позволяет повысить производительность и качество размерной электрохимической обработки. 1 з.п. ф-лы, 2 ил.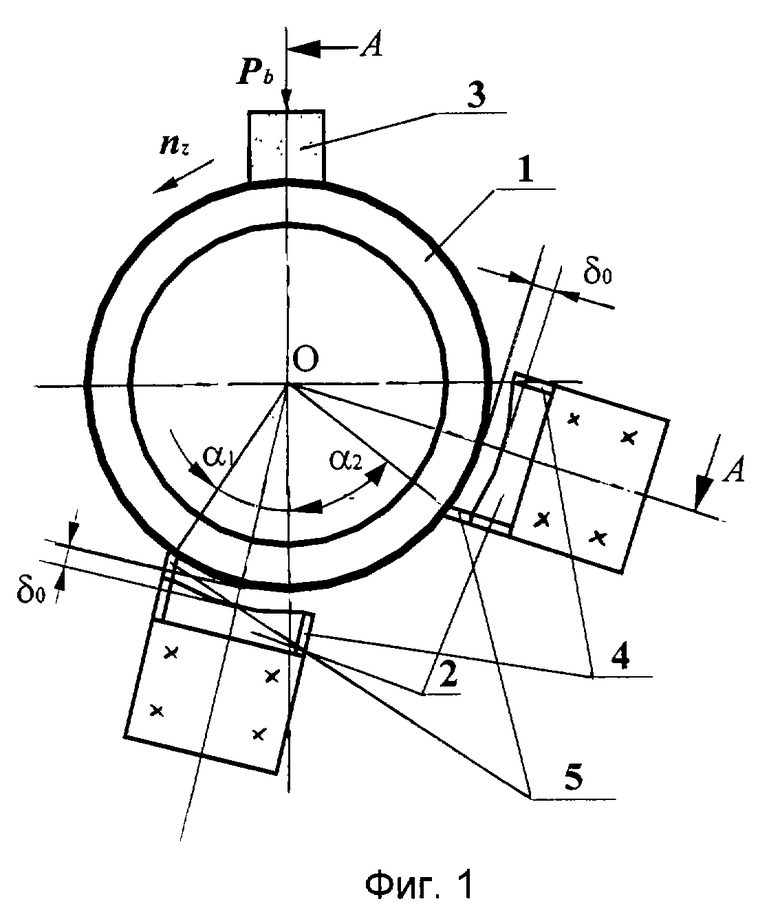
| Способ электрохимической обработки | 1978 |
|
SU776835A1 |
| Устройство для электрохимического хонингования | 1980 |
|
SU946874A1 |
| Устройство для хонингования и гальванического наращивания металла | 1979 |
|
SU948599A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ХОНИНГОВАНИЯ | 1999 |
|
RU2166416C2 |

